TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025005901
公報種別
公開特許公報(A)
公開日
2025-01-17
出願番号
2023106328
出願日
2023-06-28
発明の名称
ブローイングアウト設備およびブローイングアウト方法
出願人
株式会社神戸製鋼所
代理人
個人
,
個人
,
個人
,
個人
主分類
F22B
37/54 20060101AFI20250109BHJP(蒸気発生)
要約
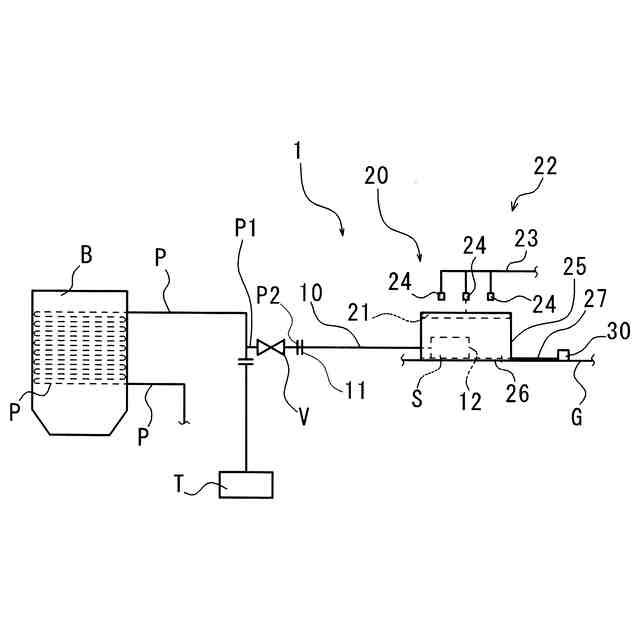
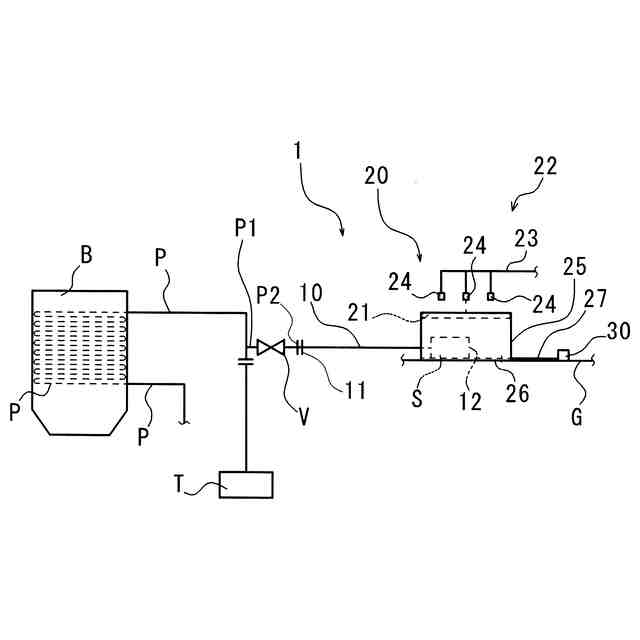
【課題】本開示は、排出される気体中の錆を取り除いて変色を抑制しつつ効率よく大気に排出することができるブローイングアウト設備を提供することを目的とする。
【解決手段】本開示の一態様は、ボイラの配管内部の錆を気体によって除去するためのブローイングアウト設備であって、上記配管に連結される連結口および内部を通過した気体を大気に排出する排出口を有する連結管と、上記排出口から気体とともに排出される錆を捕集する捕集部とを備えている。
【選択図】図1
特許請求の範囲
【請求項1】
ボイラの配管内部の錆を気体によって除去するためのブローイングアウト設備であって、
上記配管に連結される連結口および内部を通過した気体を大気に排出する排出口を有する連結管と、
上記排出口から気体とともに排出される錆を捕集する捕集部と
を備えていることを特徴とするブローイングアウト設備。
続きを表示(約 820 文字)
【請求項2】
上記捕集部が、網状部材と、この網状部材に液体を供給する給液器とを有する請求項1に記載のブローイングアウト設備。
【請求項3】
上記捕集部が上記排出口の上方に配置され、
上記排出口および上記網状部材を取り囲むように地面または床に立設されている側壁をさらに備える請求項2に記載のブローイングアウト設備。
【請求項4】
上記地面または上記床と上記側壁との間に間隙が形成されている請求項3に記載のブローイングアウト設備。
【請求項5】
上記網状部材の上方が面積基準で80%以上解放されている請求項2、請求項3または請求項4に記載ブローイングアウト設備。
【請求項6】
ボイラの配管内部の錆を気体によって除去するブローイングアウト方法であって、
上記配管内の気体の圧力を高める工程と、
圧力を高めた上記気体を上記配管に連結された連結管の排出口から大気に排出する工程と、
上記排出口から上記気体とともに排出された錆を捕集する工程と
を備えていることを特徴とするブローイングアウト方法。
【請求項7】
上記捕集する工程で、上記排出口から排出された上記気体を、液体が供給されている網状部材に通過させる請求項6に記載のブローイングアウト方法。
【請求項8】
上記排出口から排出された上記気体を上記網状部材に誘導する工程をさらに備える請求項7に記載のブローイングアウト方法。
【請求項9】
上記誘導する工程で、上記網状部材を取り囲むように地面または床に立設されている側壁を用いる請求項8に記載のブローイングアウト方法。
【請求項10】
上記地面または上記床と上記側壁との間に間隙が形成されている請求項9に記載のブローイングアウト方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、ブローイングアウト設備およびブローイングアウト方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
発電所などで用いられている大型のボイラでは、蒸気が供給されるタービン内へ錆などの異物が入ることを抑制するため、ボイラの内部に配置されている配管の内面を高温高圧の蒸気で洗浄するブローイングアウトと称される作業が行われる。ブローイングアウトを行うための装置として、冷却タンクを備えるブローイングアウト蒸気処理システムが知られている(特開2003-065502号公報)。
【先行技術文献】
【特許文献】
【0003】
特開2003-065502号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ブローイングアウトにおけるブローの初期では、タービンに蒸気を供給する配管内の錆が蒸気と共に排出され、大気に放出される蒸気が赤茶色などに変色することがある。特許文献1に記載のブローイングアウト蒸気処理システムは、蒸気を排出する放出部に冷却タンクを備え、この冷却タンクで蒸気の一部を液化し、残部を上記冷却タンクから排出することで蒸気の排出量を低減している。しかし、蒸気を排出する放出部に冷却タンクを備えると、この冷却タンクが蒸気を排出する抵抗(圧力損失)になり、蒸気の排出が抑制されて配管内の洗浄効率が低減するおそれがある。圧力損失を低減するために上記冷却タンクを大型化すると、一時的な設備として配設されるブローイングアウト設備が大型化して設置および撤去が煩雑になり、上記配管の洗浄コストが増大するおそれがある。
【0005】
上述のような事情を鑑み、本開示は、排出される気体中の錆を取り除いて変色を抑制しつつ効率よく大気に排出することができるブローイングアウト設備を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するためになされた本開示の一態様は、ボイラの配管内部の錆を気体によって除去するためのブローイングアウト設備であって、上記配管に連結される連結口および内部を通過した気体を大気に排出する排出口を有する連結管と、上記排出口から気体とともに排出される錆を捕集する捕集部とを備えている。
【発明の効果】
【0007】
本開示の一態様に係るブローイングアウト設備は、排出される気体中の錆を取り除いて変色を抑制しつつ効率よく大気に排出することができる。
【図面の簡単な説明】
【0008】
図1は、本開示の一実施形態に係るブローイングアウト設備と、このブローイングアウト設備によって配管内が洗浄されるボイラとを示す模式的側面図である。
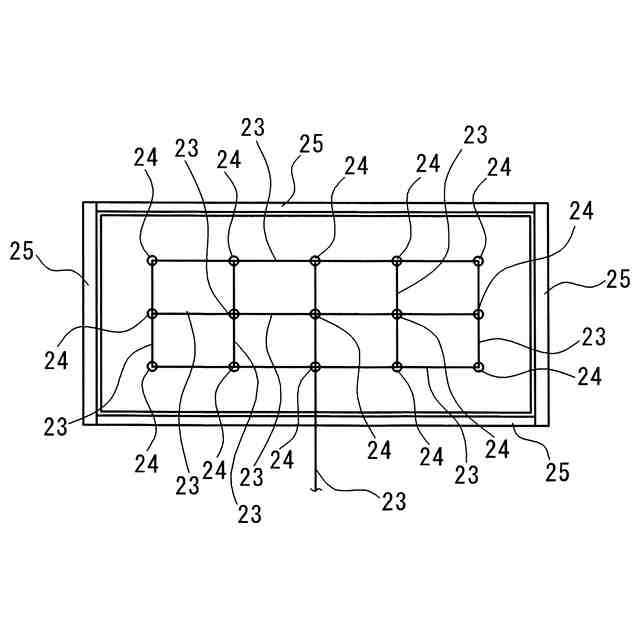
図2は、図1のブローイングアウト設備の模式的拡大平面図である。
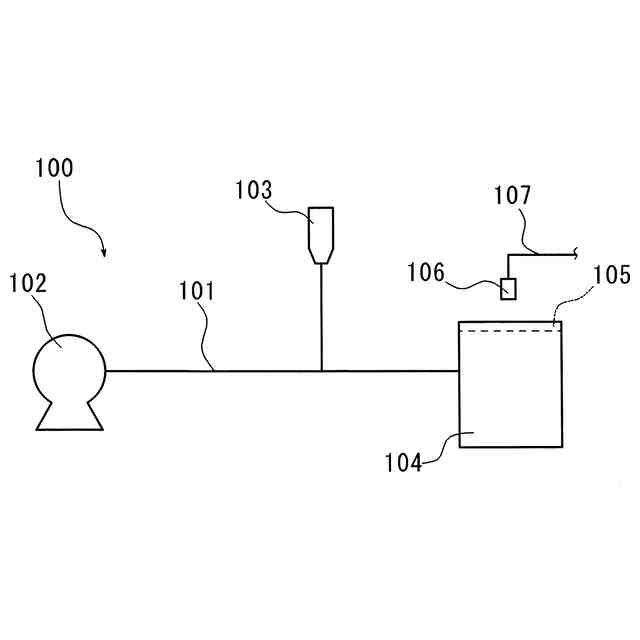
図3は、実施例における試験装置を示す模式的側面図である。
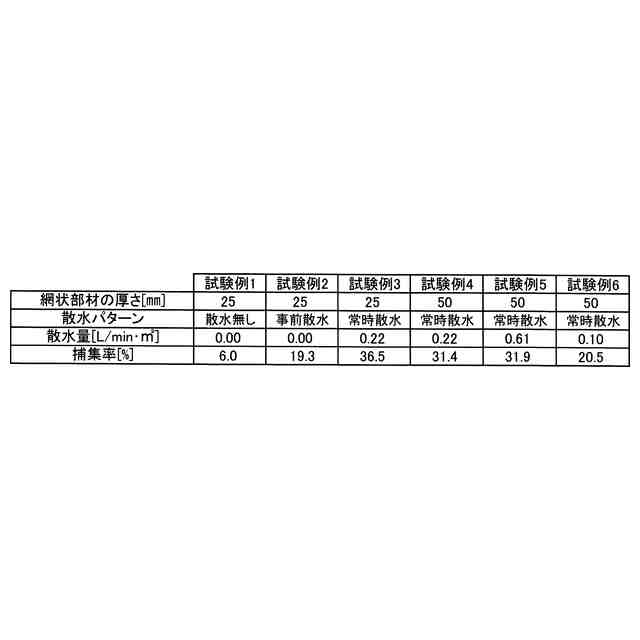
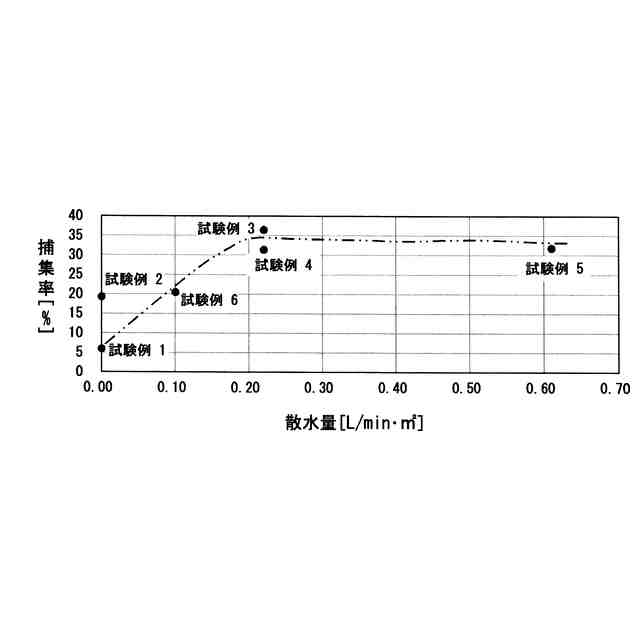
図4は、実施例の試験結果を示すグラフである。
【発明を実施するための形態】
【0009】
[本開示の実施形態の説明]
最初に本開示の実施態様を列記して説明する。
【0010】
(1)本開示の一態様は、ボイラの配管内部の錆を気体によって除去するためのブローイングアウト設備であって、上記配管に連結される連結口および内部を通過した気体を大気に排出する排出口を有する連結管と、上記排出口から気体とともに排出される錆を捕集する捕集部とを備えている。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ