TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025064187
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2023173745
出願日
2023-10-05
発明の名称
空芯コイルの製造方法
出願人
株式会社IHI
,
株式会社セルコ
代理人
個人
,
個人
,
個人
主分類
H02K
15/085 20060101AFI20250410BHJP(電力の発電,変換,配電)
要約
【課題】所望形状の空芯コイルの占積率を向上させる。
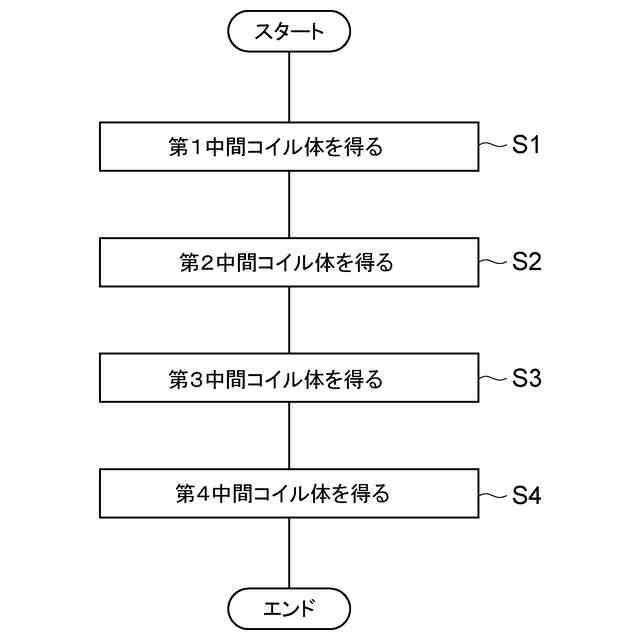
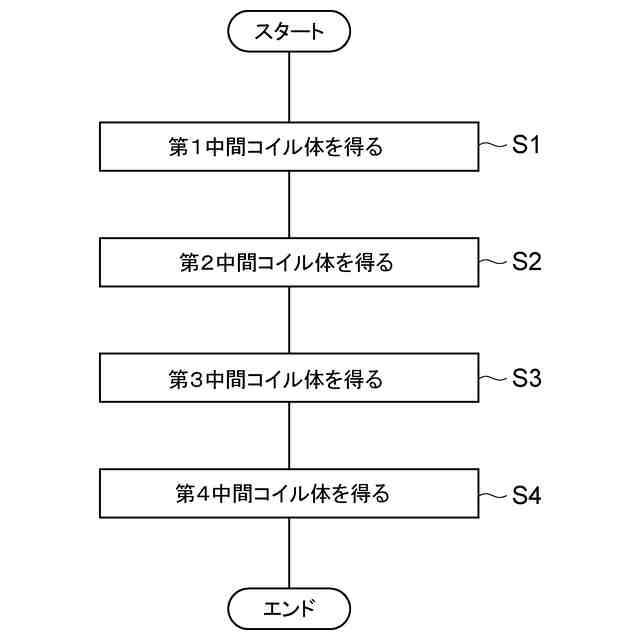
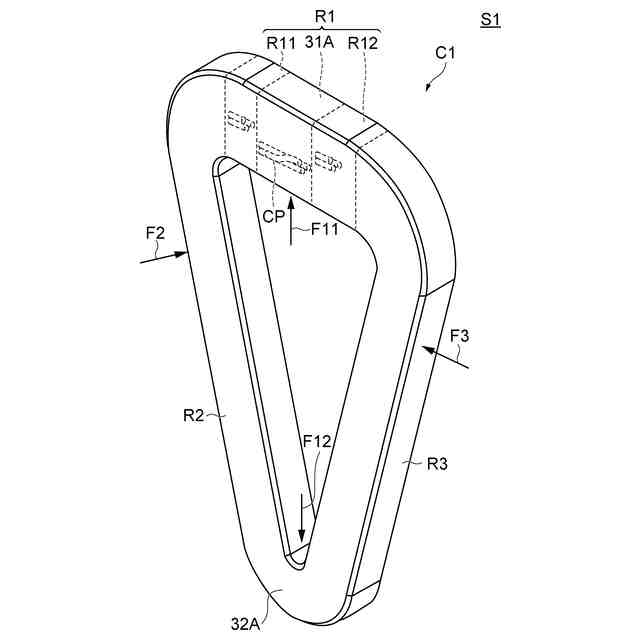
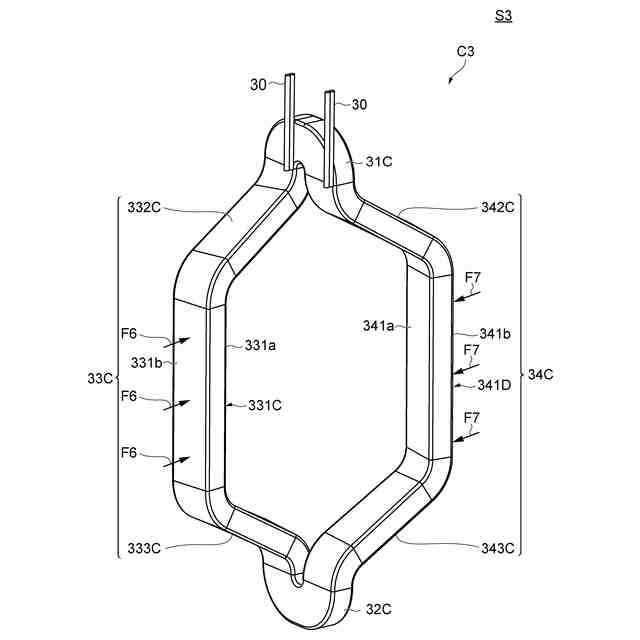
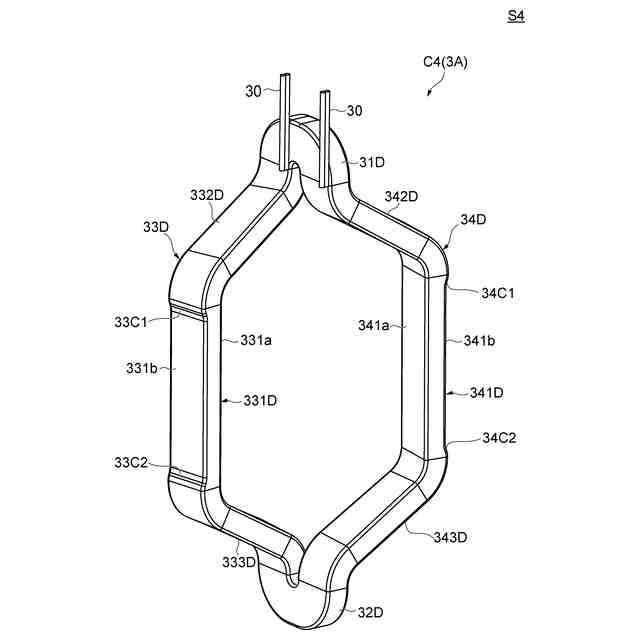
【解決手段】空芯コイル3Aの製造方法は、巻き回された融着線が互いに交差するクロスポイントCPを含む第1交差部R1を有する第1中間コイル体C1を得る工程S1と、第1交差部R1を円弧状に湾曲させることにより、第1交差部R1の一部であってクロスポイントCPを含む円弧状の第2交差部31Bを有する第2中間コイル体C2を得る工程S2と、第2中間コイル体C2を所望の形状に変形させることにより第3中間コイル体C3を得る工程S3と、第3中間コイル体C3において、第3非交差部33C、34Cに力を加えることにより、融着線間の距離が第3非交差部33C、34Cよりも近接した第4非交差部33D、34Dと、第3交差部31Cに基づく第4交差部31Dと、を有する第4中間コイル体C4を得る工程S4と、有する。
【選択図】図3
特許請求の範囲
【請求項1】
導線を絶縁被膜によって被覆した融着線が所望の形状に巻き回された空芯コイルの製造方法であって、
直線状の部位であって、巻き回された前記融着線が互いに交差するクロスポイントを含む第1交差部と、直線状の部位及び/又は非直線状の部位を含み、前記クロスポイントを含まない第1非交差部と、を有する第1中間コイル体を得る工程と、
前記第1交差部を円弧状に湾曲させることにより、前記第1交差部の一部であって前記クロスポイントを含む円弧状の第2交差部と、前記第1交差部の残りの部位及び前記第1非交差部を含む第2非交差部と、を有する第2中間コイル体を得る工程と、
前記第2中間コイル体を前記所望の形状に変形させることにより、前記第2交差部に基づく第3交差部と、前記第2非交差部に基づく第3非交差部と、を有する第3中間コイル体を得る工程と、
前記第3中間コイル体において、前記第3非交差部に力を加えることにより、前記融着線間の距離が前記第3非交差部よりも近接した第4非交差部と、前記第3交差部に基づく第4交差部と、を有する第4中間コイル体を得る工程と、
を有する、空芯コイルの製造方法。
続きを表示(約 480 文字)
【請求項2】
前記第1中間コイル体を正面視した形状は、二等辺三角形であり、
前記第1交差部は、二等辺三角形における底辺に相当する部位である、請求項1に記載の空芯コイルの製造方法。
【請求項3】
前記第2中間コイル体を正面視した形状は、長円であり、
前記第2交差部は、一対の曲辺における一方の曲辺に相当する部位である、請求項1に記載の空芯コイルの製造方法。
【請求項4】
前記第3中間コイル体を側面視した形状は、六角形であり、
前記第3交差部は、互いに対向する一対の頂点における一方の頂点に相当する部位である、請求項1に記載の空芯コイルの製造方法。
【請求項5】
前記第3中間コイル体を側面視した形状は、六角形であり、
前記第4中間コイル体を得る工程では、前記第3非交差部により形成される6つの辺のうち、一方の頂点に相当する部位である前記第3交差部に接しない4つの辺であって、互いに対向する一対の対辺を構成する部位に力を加える、請求項1に記載の空芯コイルの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、空芯コイルの製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
特許文献1は、空芯コイルの製造方法を開示する。特許文献1が開示する空芯コイルの製造方法は、融着線を整列巻で空芯状に巻き回して空芯コイルを形成するステップと、当該空芯コイルの高さ方向、及び高さ方向に直交する方向の少なくともいずれか一方である直線辺部を導線の弾性変形範囲内で加圧するステップと、を有する。
【0003】
これらのステップを経て得られた空芯コイルは、融着線が整列巻で巻き回される際に当該融着線同士が交差するクロスポイントを含む。クロスポイントでは複数の融着線同士が交差している。従って、クロスポイントを加圧した場合には、導線の被覆が損傷し、短絡を生じる可能性がある。そこで、特許文献1の空芯コイルの製造方法では、クロスポイントを含む部位を加圧せず、クロスポイントを含まない直線辺部を加圧する。これにより、導線の被覆の損傷を防ぐと共に空芯コイルの占積率を高めることができる。
【先行技術文献】
【特許文献】
【0004】
国際公開第2005/069319号
【発明の概要】
【発明が解決しようとする課題】
【0005】
空芯コイルは、それ単体で用いられることはなく、さまざまな機器に組み込まれる。例えば、空芯コイルがモータに組み込まれる場合には、空芯コイルの形状は、モータの内部構造に応じた所望の形状とすることが要求される。一方、空芯コイルは、占積率を高める加工が要求される部位と、クロスポイントを含むために占積率を高める加工を施すことが許されない部位と、を含む。
【0006】
しかし、クロスポイントを設けることには、コイル形状に起因する制限がある。従って、所望形状の空芯コイルにおいて、任意の位置に占積率を高める加工を施すことと、その占積率を高める加工を施す部位にクロスポイントを設けないことと、を両立させることは難しかった。つまり、所望形状の空芯コイルの占積率を向上させることが難しかった。
【0007】
本発明は、所望形状の空芯コイルの占積率を向上させることが可能な空芯コイルの製造方法を提供する。
【課題を解決するための手段】
【0008】
本発明の一形態は、導線を絶縁被膜によって被覆した融着線が所望の形状に巻き回された空芯コイルの製造方法であって、直線状の部位であって、巻き回された融着線が互いに交差するクロスポイントを含む第1交差部と、直線状の部位及び/又は非直線状の部位を含み、クロスポイントを含まない第1非交差部と、を有する第1中間コイル体を得る工程と、第1交差部を円弧状に湾曲させることにより、第1交差部の一部であってクロスポイントを含む円弧状の第2交差部と、第1交差部の残りの部位及び第1非交差部を含む第2非交差部と、を有する第2中間コイル体を得る工程と、第2中間コイル体を所望の形状に変形させることにより、第2交差部に基づく第3交差部と、第2非交差部に基づく第3非交差部と、を有する第3中間コイル体を得る工程と、第3中間コイル体において、第3非交差部に力を加えることにより、融着線間の距離が第3非交差部よりも近接した第4非交差部と、第3交差部に基づく第4交差部と、を有する第4中間コイル体を得る工程と、有する。
【0009】
一形態による製造方法によれば、クロスポイントを設けやすい直線状の部位にクロスポイントを設けた第1中間コイル体を得る。その後に、クロスポイントを含む第1交差部を円弧状に湾曲させることにより、クロスポイントを含む円弧状の第2交差部を有する第2中間コイル体を得る。第1中間コイル体から第2中間コイル体を得る作業によれば、円弧状の部位にクロスポイントを意図的に設けることができる。そして、第3中間コイル体から第4中間コイル体を得る作業を行う際には、クロスポイントを含む部位が明確であるので、クロスポイントを含まない第3非交差部に対して力を加えることが可能になる。その結果、占積率が向上した第4非交差部を含む第4中間コイル体を得ることができる。つまり、第3中間コイル体を得る工程で所望形状とされた第3中間コイル体に対して、第4中間コイル体を得る工程において占積率を向上させる加工を施すことができるので、所望形状の空芯コイルの占積率を向上させることが可能な空芯コイルを得ることができる。
【0010】
一形態の空芯コイルの製造方法において、第1中間コイル体を正面視した形状は、二等辺三角形であってもよい。第1交差部は、二等辺三角形における底辺に相当する部位であってもよい。この工程によれば、クロスポイントを含む第1中間コイル体を得ることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ