TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025067032
公報種別
公開特許公報(A)
公開日
2025-04-24
出願番号
2023176678
出願日
2023-10-12
発明の名称
箔材製造装置及び箔材製造方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B02C
18/08 20060101AFI20250417BHJP(破砕,または粉砕;製粉のための穀粒の前処理)
要約
【課題】箔材の側端部材の裁断及び回収をするためのスペースを別途設ける必要が無く、装置を小型化できること。
【解決手段】箔材製造装置は、箔材を巻き出す巻出し部と、巻出し部から巻き出された箔材の側端部を長手方向に沿って切断することで、所定幅の箔材を生成する切断部と、切断部で切断され生成された箔材の側端部材を裏面で裁断及び回収しつつ、所定幅の箔材を表面で搬送する回収搬送部と、回収搬送部の表面から搬送された所定幅の箔材を巻き取る巻取部と、を備える。回収搬送部において、切断部で切断された箔材の側端部材は表面に設けられた第1の捻りローラによって捻られた後、表面から裏面へ抜けるための貫通孔を通り抜け、貫通孔を通り抜けた側端部材は、裏面に設けられた第2の捻りローラによって捻られた後、裁断部によって裁断され回収部に回収される。
【選択図】図1
特許請求の範囲
【請求項1】
箔材を巻き出す巻出し部と、
前記巻出し部から巻き出された前記箔材の側端部を長手方向に沿って切断することで、所定幅の箔材を生成する切断部と、
前記切断部で切断され生成された箔材の側端部材を裏面で裁断及び回収しつつ、前記所定幅の箔材を表面で搬送する回収搬送部と、
前記回収搬送部の表面から搬送された所定幅の箔材を巻き取る巻取部と、
を備える箔材製造装置であって、
前記回収搬送部において、
前記切断部で切断された箔材の側端部材は前記表面に設けられた第1の捻りローラによって捻られた後、前記表面から前記裏面へ抜けるための貫通孔を通り抜け、
前記貫通孔を通り抜けた側端部材は、前記裏面に設けられた第2の捻りローラによって捻られた後、裁断部によって裁断され回収部に回収される、
箔材製造装置。
続きを表示(約 850 文字)
【請求項2】
請求項1記載の箔材製造装置であって、
前記裁断部は、前記裏面に案内された前記側端部材を、回転する回転刃と、固定された固定刃とで剪断することで、該側端部材を裁断し、
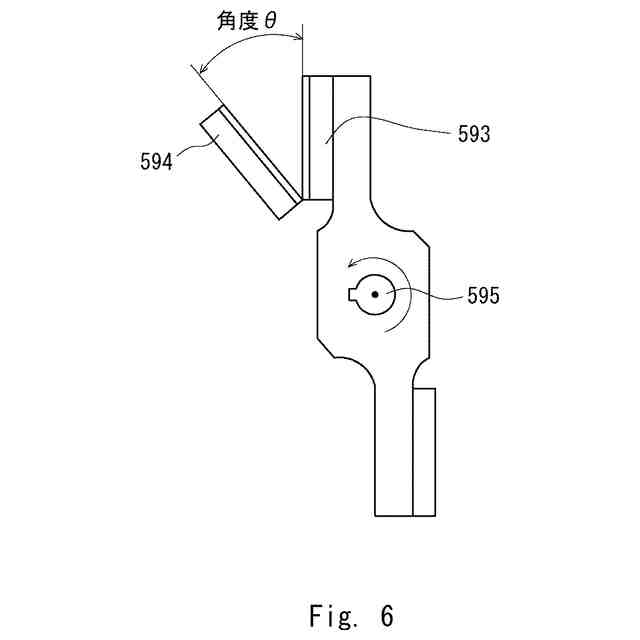
前記固定刃は、前記回転刃に対し所定角度で傾いた状態で前記剪断を行うように、前記固定刃及び回転刃は配置されている、箔材製造装置。
【請求項3】
請求項1記載の箔材製造装置であって、
前記第2の捻りローラによって捻られた側端部材は、搬送部を介して前記裁断部に搬送され、
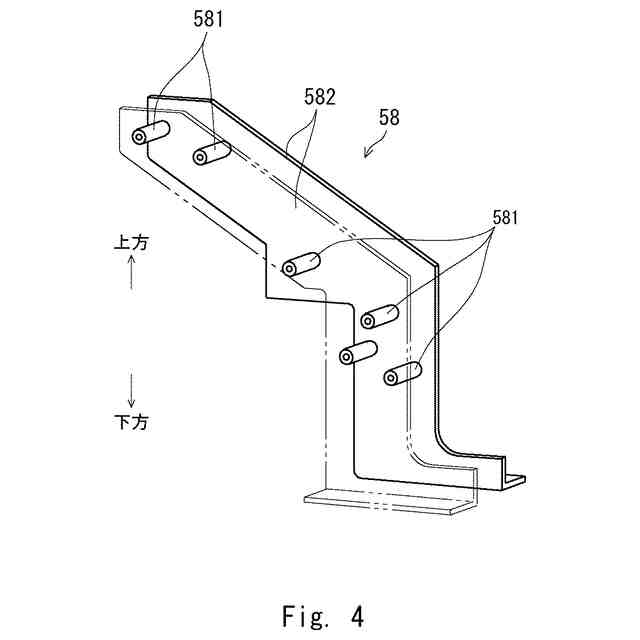
前記搬送部には、長手方向に沿って斜め下方向に複数のピン部材が配設されており、前記側端部材は前記ピン部材上に載り支持されて前記裁断部に搬送される、
箔材製造装置。
【請求項4】
請求項1記載の箔材製造装置であって、
前記巻出し部、前記切断部、前記回収搬送部、及び前記巻取部の外側は、前記箔材製造装置内を除湿するためのドライカバーによって覆われている、
箔材製造装置。
【請求項5】
巻出し部が箔材を巻き出すステップと、
切断部が前記巻出し部から巻き出された前記箔材の側端部を長手方向に沿って切断することで、所定幅の箔材を生成するステップと、
回収搬送部が前記切断部で切断され生成された箔材の側端部材を裏面で裁断及び回収しつつ、前記所定幅の箔材を表面で搬送するステップと、
巻取部が前記回収搬送部の表面から搬送された所定幅の箔材を巻き取るステップと、
を含み、
前記回収搬送部において、
前記切断部で切断された箔材の側端部材は前記表面に設けられた第1の捻りローラによって捻られた後、前記表面から前記裏面へ抜けるための貫通孔を通り抜け、
前記貫通孔を通り抜けた側端部材は、前記裏面に設けられた第2の捻りローラによって捻られた後、裁断部によって裁断され回収部に回収される、
箔材製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、箔材を製造する箔材製造装置及び箔材製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
箔材の側端部を切断し、切断された側端部材を風送管で送り、裁断機で粉砕して回収する箔材製造装置が知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開平10-086097号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記箔材製造装置においては、側端部材の裁断及び回収をするためのスペースを設ける必要があり装置が大型化する虞がある。
【0005】
本開示は、このような問題点を解決するためになされたものであり、側端部材の裁断及び回収をするためのスペースを別途設ける必要が無く、装置を小型化できる、箔材製造装置及び箔材製造方法を提供することを主たる目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するための本開示の一態様は、
箔材を巻き出す巻出し部と、
前記巻出し部から巻き出された前記箔材の側端部を長手方向に沿って切断することで、所定幅の箔材を生成する切断部と、
前記切断部で切断され生成された箔材の側端部材を裏面で裁断及び回収しつつ、前記所定幅の箔材を表面で搬送する回収搬送部と、
前記回収搬送部の表面から搬送された所定幅の箔材を巻き取る巻取部と、
を備える箔材製造装置であって、
前記回収搬送部において、
前記切断部で切断された箔材の側端部材は前記表面に設けられた第1の捻りローラによって捻られた後、前記表面から前記裏面へ抜けるための貫通孔を通り抜け、
前記貫通孔を通り抜けた側端部材は、前記裏面に設けられた第2の捻りローラによって捻られた後、裁断部によって裁断され回収部に回収される、
箔材製造装置
である。
この一態様において、前記裁断部は、前記裏面に案内された前記側端部材を、回転する回転刃と、固定された固定刃とで剪断することで、該側端部材を裁断し、
前記固定刃は、前記回転刃に対し所定角度で傾いた状態で前記剪断を行うように、前記固定刃及び回転刃は配置されていてもよい。
この一態様において、前記第2の捻りローラによって捻られた側端部材は、搬送部を介して前記裁断部に搬送され、
前記搬送部には、長手方向に沿って斜め下方向に複数のピン部材が配設されており、前記側端部材は前記ピン部材上に載り支持されて前記裁断部に搬送されてもよい。
この一態様において、前記巻出し部、前記切断部、前記回収搬送部、及び前記巻取部の外側は、前記箔材製造装置内を除湿するためのドライカバーによって覆われていてもよい。
上記目的を達成するための本開示の一態様は、
巻出し部が箔材を巻き出すステップと、
切断部が前記巻出し部から巻き出された前記箔材の側端部を長手方向に沿って切断することで、所定幅の箔材を生成するステップと、
回収搬送部が前記切断部で切断され生成された箔材の側端部材を裏面で裁断及び回収しつつ、前記所定幅の箔材を表面で搬送するステップと、
巻取部が前記回収搬送部の表面から搬送された所定幅の箔材を巻き取るステップと、
を含み、
前記回収搬送部において、
前記切断部で切断された箔材の側端部材は前記表面に設けられた第1の捻りローラによって捻られた後、前記表面から前記裏面へ抜けるための貫通孔を通り抜け、
前記貫通孔を通り抜けた側端部材は、前記裏面に設けられた第2の捻りローラによって捻られた後、裁断部によって裁断され回収部に回収される、
箔材製造方法
である。
【発明の効果】
【0007】
本開示によれば、箔材の側端部材の裁断及び回収をするためのスペースを別途設ける必要が無く、装置を小型化できる、箔材製造装置及び箔材製造方法を提供することができる。
【図面の簡単な説明】
【0008】
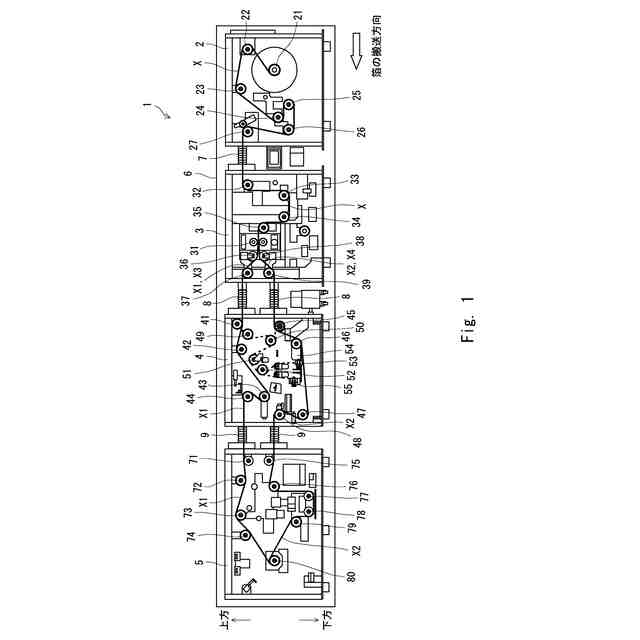
本実施形態に係る箔材製造装置の概略的構成を示す図である。
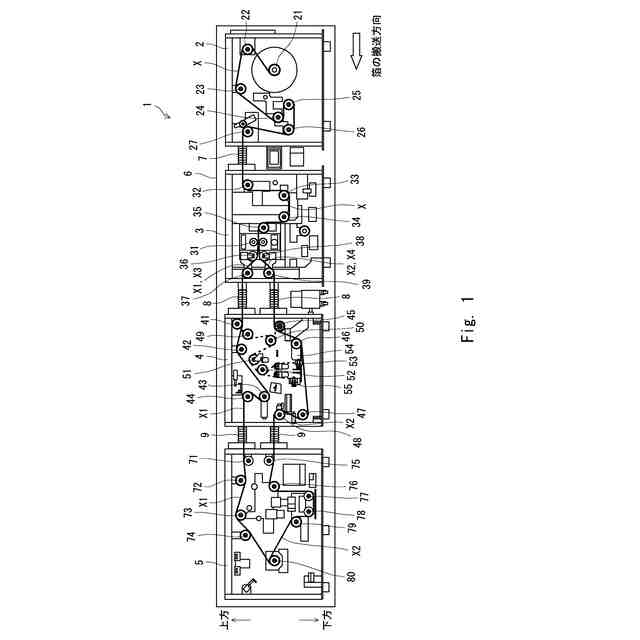
回収搬送部の表面及び裏面を示す図である。
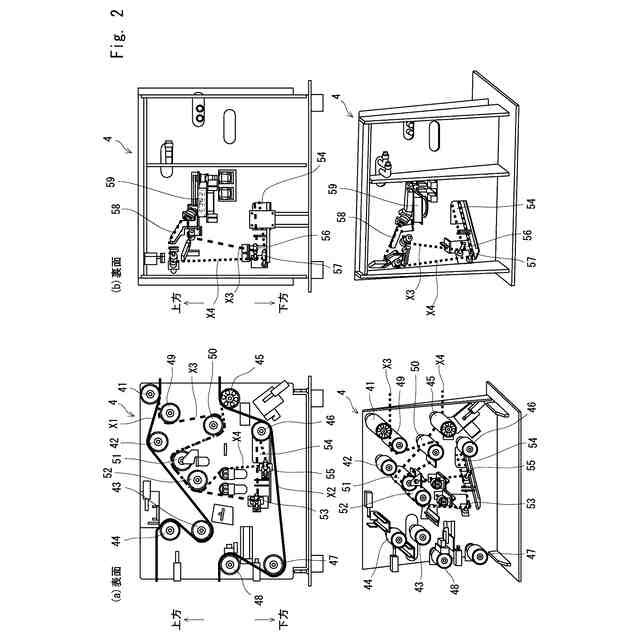
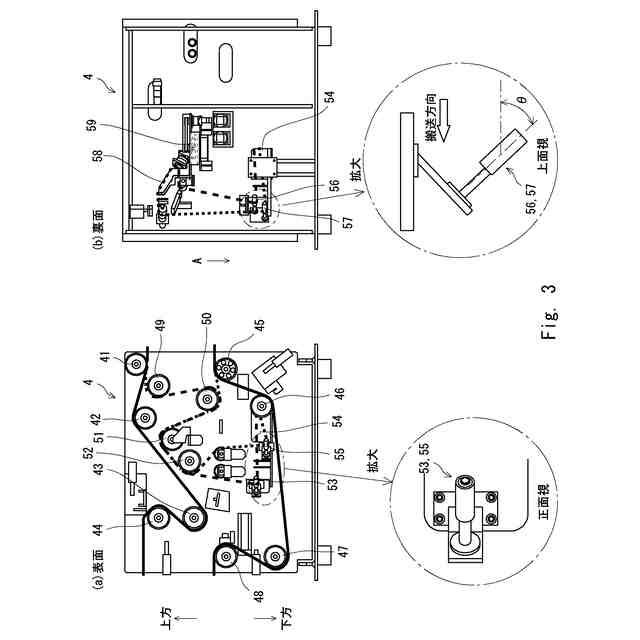
第1及び第2捻りローラを示す図である。
搬送部の構成を示す斜視図である。
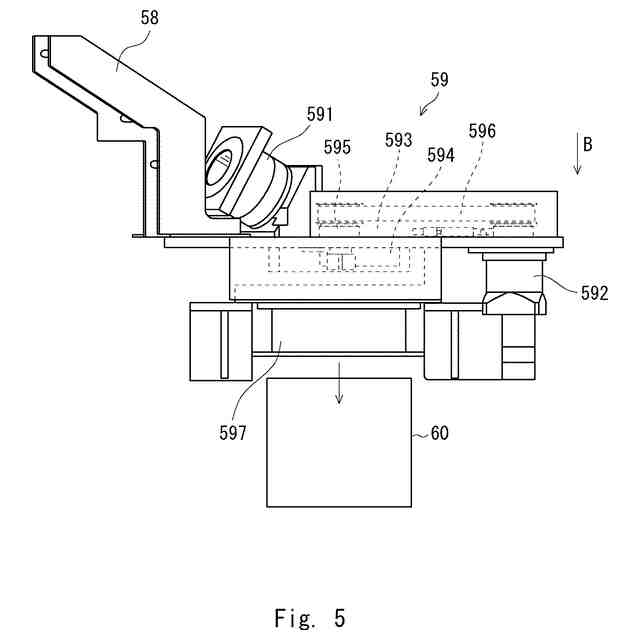
裁断部、搬送部及び回収部を示す側面図である。
図5における裁断部を上方(B方向)から見た際の回転刃及び固定刃の上視図である。
【発明を実施するための形態】
【0009】
以下、図面を参照して本実施形態について説明する。図1は、本実施形態に係る箔材製造装置の概略的構成を示す図である。本実施形態に係る箔材製造装置1は、金属製や樹脂製などの帯状の箔材を製造するための装置である。箔材は、例えば、全固体電池の部品(電極など)に使用される。
【0010】
本実施形態に係る箔材製造装置1は、巻出し部2と、切断部3と、回収搬送部4と、巻取部5と、を備えている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ