TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025085561
公報種別
公開特許公報(A)
公開日
2025-06-05
出願番号
2023208881
出願日
2023-11-24
発明の名称
車両用シート表皮の玉縁構造
出願人
株式会社東洋シート
代理人
主分類
B68G
7/10 20060101AFI20250529BHJP(馬具;詰め物,かわ張りされた物品)
要約
【課題】玉縁の端部を簡素な構成にすることにより、玉縁の縫製作業を容易に低コストで行うことができ、かつ良好な外観に仕上げることができるようにする。
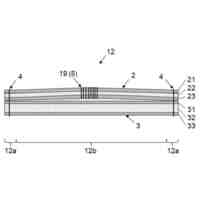
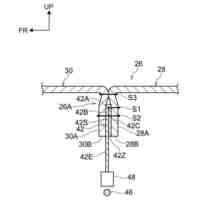
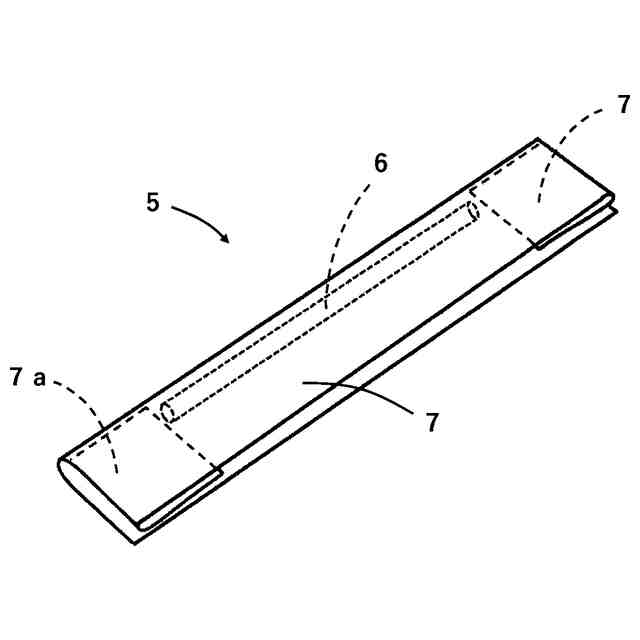
【解決手段】玉縁帯7の両端部には、折り返し部7aがそれぞれ延設されており、この折り返し部7aがそれぞれ内側に折り返された状態で、玉縁芯6を包み込むように玉縁帯7が二つ折りされ、玉縁5を構成している。ここで、玉縁帯7を二つ折りにして形成された袋状内部構造において、折り返し部7aの端部と玉縁芯6の端部は重ならない位置に配置されており、折り返し部7aの端部に玉縁芯6の端部が当接することで、玉縁芯6の外方への移動を阻止するようにしている。そして、このように二つ折りにされた玉縁帯7の重なり合う部分の縫い代を第2表皮片2の縫い代と第3表皮片3の縫い代との間に差し込んだ状態で共縫いされることにより、この玉縁5が第2表皮片2と第3表皮片3との縫着部に沿って縫い付けられている。
【選択図】図2
特許請求の範囲
【請求項1】
所定形状に裁断された複数の表皮片を縫着してなるシート表皮の、第1~第3の三つの表皮片が縫着されて形成されるT字状に交差する縫着部における玉縁の端部構造であって、前記第1および第2の表皮片の縫着部に沿って共縫いされた前記玉縁の端部は、該玉縁を構成する玉縁帯の各端部に延設した折り返し部がそれぞれ内側に折り返された状態で、前記玉縁を構成する前記玉縁芯が被覆されており、前記折り返し部に前記玉縁芯の端部が当接することで該玉縁芯の外方への移動を阻止するようにしたことを特徴とするシート表皮の玉縁の端部構造。
発明の詳細な説明
【技術分野】
【】
本発明は、車両用シート表皮材の端末部における装飾用玉縁構造に関する。
【背景技術】
【】
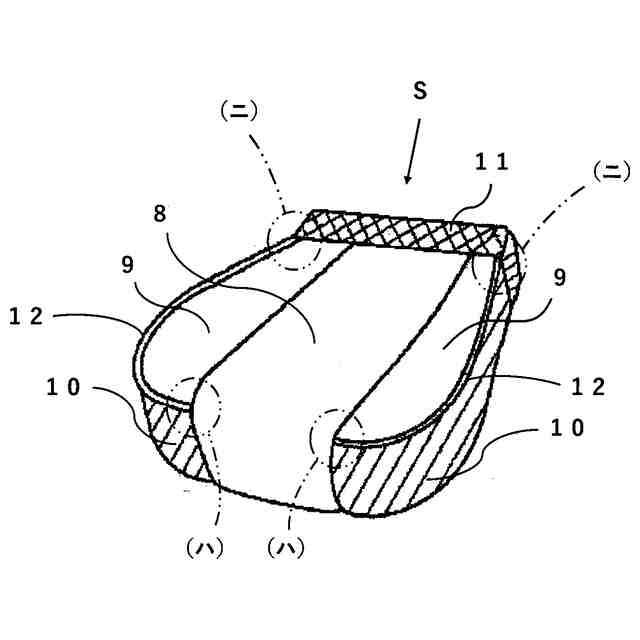
車両用シートのシート表皮は、例えば、図5に示すように所定形状に裁断されてなる主として表皮片8~11を相互に縫着して形成されたもので、表皮片8が主着座部をなすべくほぼ中央に配置され、この表皮片8の両側部に沿って表皮片9,9および表皮片10,10が縫い合わせられている。また、表皮片11は表皮片8~10の後縁に沿って縫い合わせられている。
このようにして各表皮片8~11が縫着されることで、このシート表皮Sには図中(ハ),(ニ)で示す部位にT字状の縫着部が形成されている。
(ハ)部のT字状縫着部は、表皮片9と表皮片10との縫着部が表皮片8の縫着部に突き当たって形成され、(ニ)部のT字状縫着部は表皮片9と表皮片10との縫着部が表皮片11の縫着部に突き当たって形成されている。
そして、表皮片9と表皮片10との縫着部に、シートの装飾効果を高めるために玉縁12,12が共縫いされており、両玉縁12の端部はそれぞれ(ハ)、(ニ)部のT字状縫着部において、表皮片8あるいは表皮片11の裏側に潜り込むようにして消し込まれている。
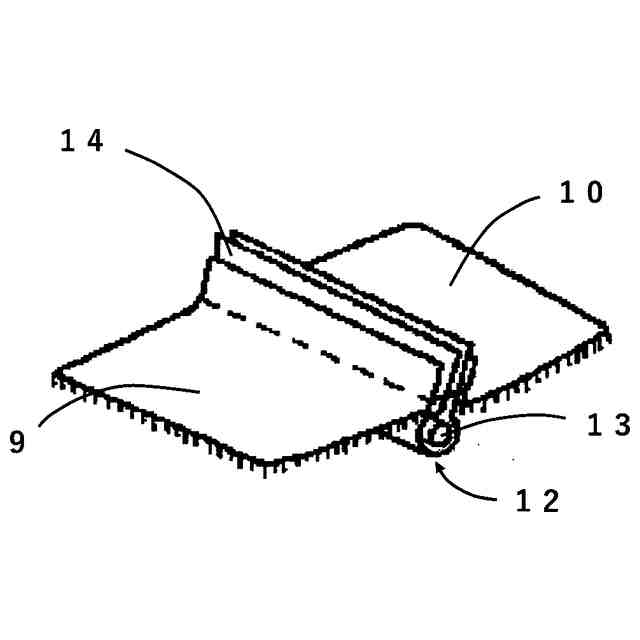
この玉縁12は、図6に示すように、従来と同様に細線状の玉縁芯13を二つ折りされた玉縁帯14で包み込んでなるもので、両部材13,14は高周波溶着されやすい塩化ビニールを素材として形成されている。
そして、玉縁帯14の縫い代を表皮片9の縫い代と表皮片10の縫い代との間に差し込んだ状態で共縫いされることにより、この玉縁12が表皮片9と表皮片10との縫着部に沿って縫い付けられている。
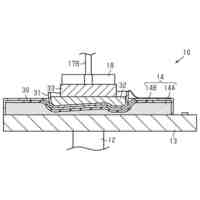
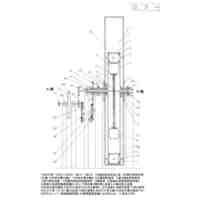
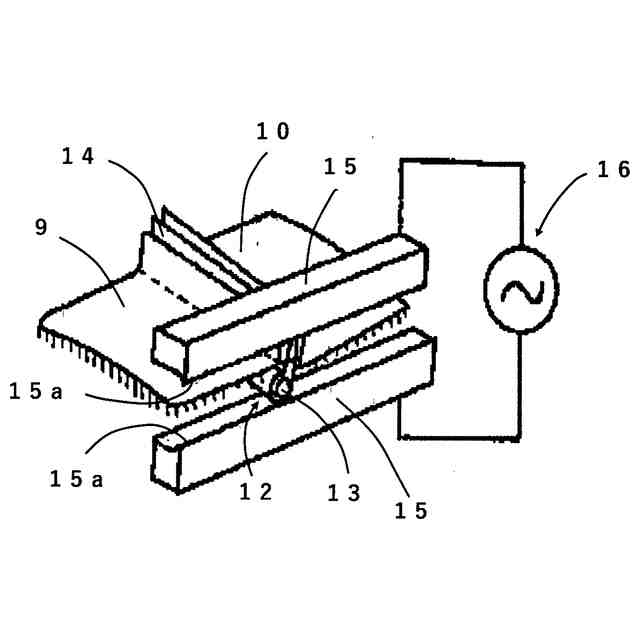
(ハ)部のT字状縫着部においては、図7に示すように、表皮片9と表皮片10の縫着部に沿って共縫いされた玉縁12の端部は、表皮片9および表皮片10の、表皮片8に対する縫い代において、高周波ウエルダー16のウエルド型15によって薄肉の平面状態に押し潰され、かつ押し潰しによるはみ出し部分がカット刃15aによって表皮片9および表皮片10の端部に切り揃えられ、然る後、表皮片9および表皮片10に表皮片8が縫着され、表皮片9および表皮片10の縫い代と表皮片8の縫い代との間における玉縁12の端部が薄肉の平面状態に押し潰された状態で共縫いされている。
また、(ニ)部のT字状縫着部においては、(ハ)部の場合と同様に、玉縁12の端部が薄肉の平面状態に押し潰されるとともに、表皮片9と表皮片10の後端部からはみ出した部分がカット刃15aによって切り揃えられ、表皮片11に共縫いされている。
【先行技術文献】
【特許文献】
【】
特開平5-269032号公報
【発明の概要】
【発明が解決しようとする課題】
【】
特許文献1では、図5に示すように、表皮片9と表皮片10の縫着部に沿って共縫いされた玉縁12の端部は、表皮片9および表皮片10の、表皮片8に対する縫い代において、高周波ウエルダー16のウエルド型15によって薄肉の平面状態に押し潰され、かつ押し潰しによるはみ出し部分がウエルド型15に設けられたカット刃15aによって表皮片9および表皮片10の端部に切り揃えられ、然る後、表皮片9および表皮片10に表皮片8を縫着して、表皮片9および表皮片10の縫い代と表皮片8の縫い代との間における玉縁12の端部を薄肉の平面状態に押し潰された状態で共縫いされている。
しかし、この構造では、表皮片9および表皮片10の、表皮片8に対する縫い代において、高周波ウエルダー16のウエルド型15によって薄肉の平面状態に押し潰す加工が必要となる。また、押し潰してはみ出した部分をウエルド型15に設けられたカット刃15aによって表皮片9および表皮片10の端部に切り揃える加工も必要となる。したがって、ミシンといった縫製装置以外にも高周波ウエルダーといった溶着・切断装置が必要となることや、加工工程が煩雑となることで、コスト高に繋がる懸念がある。
また、薄肉の平面状態に押し潰されてはみ出た玉縁12の端部が表皮片9および表皮片10の端部に切り揃えられ、表皮片8に共縫いされており、玉縁芯13が剛性をもつことから、玉縁芯13の端部がT字状縫着部において突き出て盛り上がり、見栄えを損ねる懸念がある。
本発明は、かかる点に鑑みたものであり、その目的とするところは、T字状縫着部において、玉縁12の端部を簡素な構成にすることにより、玉縁12の縫製作業を容易に低コストで行うことができ、かつ良好な外観に仕上げることができるようにすることである。
【課題を解決するための手段】
【】
本発明は上記従来の問題点を解決するため、所定形状に裁断された複数の表皮片を縫着してなるシート表皮の、第1~第3の三つの表皮片が縫着されて形成されるT字状に交差する縫着部における玉縁の端部構造であって、前記第1および第2の表皮片の縫着部に沿って共縫いされた前記玉縁の端部は、該玉縁を構成する玉縁帯の各端部に延設した折り返し部がそれぞれ内側に折り返された状態で、前記玉縁を構成する玉縁芯が被覆されており、前記折り返し部に前記玉縁芯の端部が当接することで該玉縁芯の外方への移動を阻止するようにしている。
【発明の効果】
【】
本発明は、第1~第3の三つの表皮片が縫着されて形成されるT字状に交差する縫着部において、玉縁帯の各端部に折り返し部をそれぞれ延設し、各折り返し部をそれぞれ内側に折り返した状態で玉縁芯を被覆してなる玉縁を第1および第2の表皮片に共縫いし、然る後、前記第1および第2の表皮片に第3の表皮片を縫着するようにしたことで、前記折り返し部の端部に前記玉縁芯の端部が当接することによって該玉縁芯の外方への移動を阻止し、前記玉縁の端部から前記玉縁芯が外方へ飛び出すのを防止できる。
よって、前記玉縁の端部から飛び出した前記玉縁芯によって第3の表皮片が盛り上がることはなく、シート表皮は見栄え良く仕上がる。
また、前記玉縁芯の端部は、前記第1および第2の表皮片と前記第3の表皮片との縫着部から、前記折り返し部によって一定距離離間するよう規制されているため、前記縫着部をシート角部の曲面に沿わした場合など、前記玉縁芯に剛性があることによって前記縫着部が盛り上がり、外観不良を引き起こすことを防止できる。
さらに、前記玉縁の端部において、前記玉縁芯の外方への移動は前記玉縁帯の端部に延設された前記折り返し部によって阻止するようにしたので、簡素な構成で前記玉縁芯の飛び出しを防止でき、シート表皮の縫製作業を容易に低コストで行うことができる。
【図面の簡単な説明】
【】
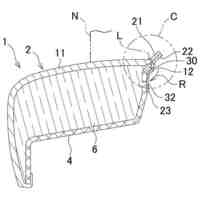
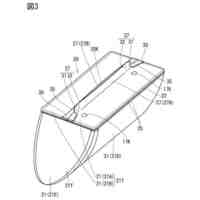
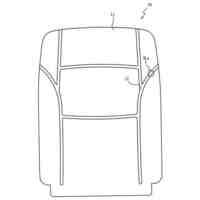
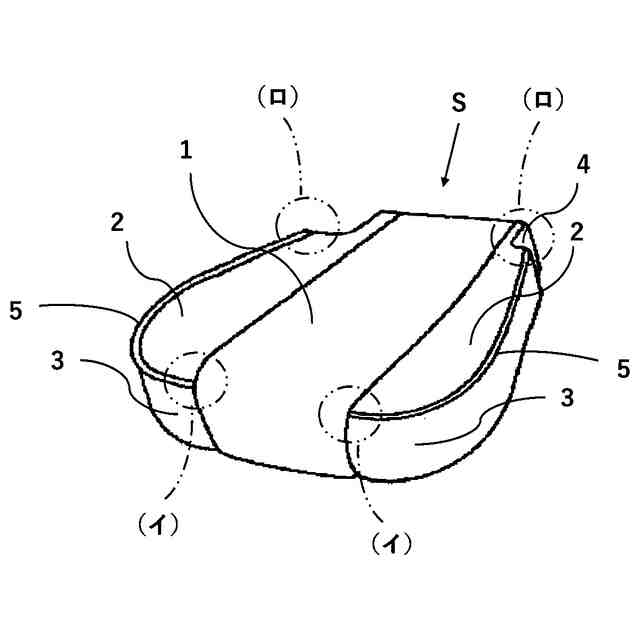
本発明の実施形態に係るシート表皮の表側の全体斜視図である。
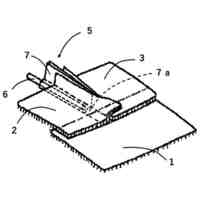
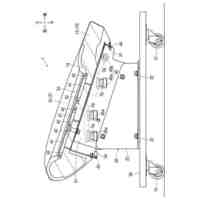
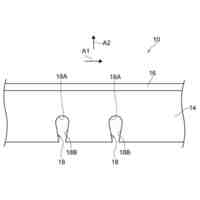
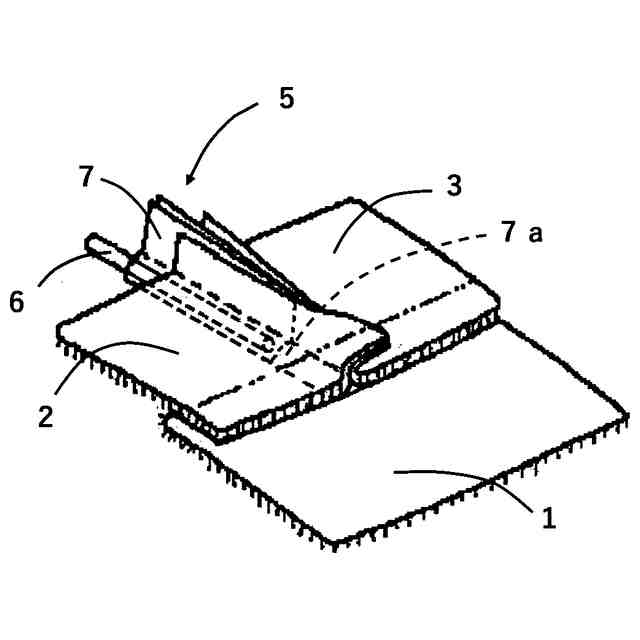
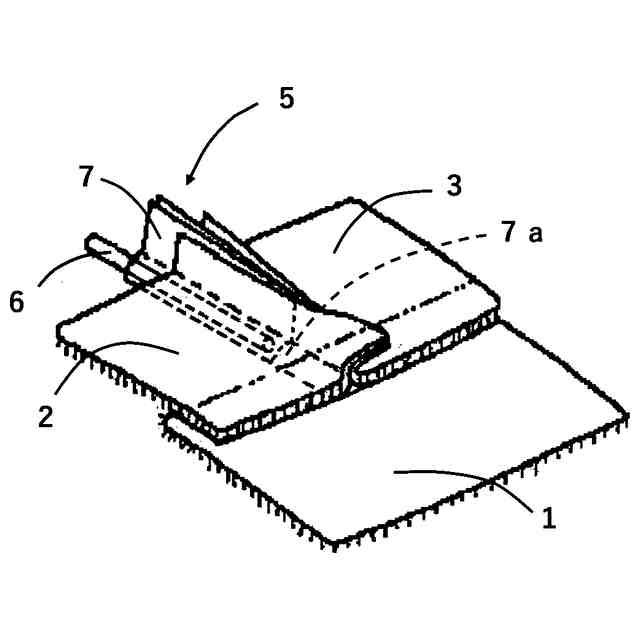
図1のT字状縫着部の(イ)部を裏返したときの状態を示す部分斜視図である。
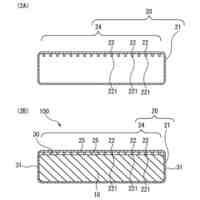
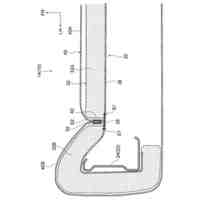
縫着前の玉縁単体の全体斜視図である。
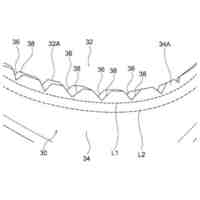
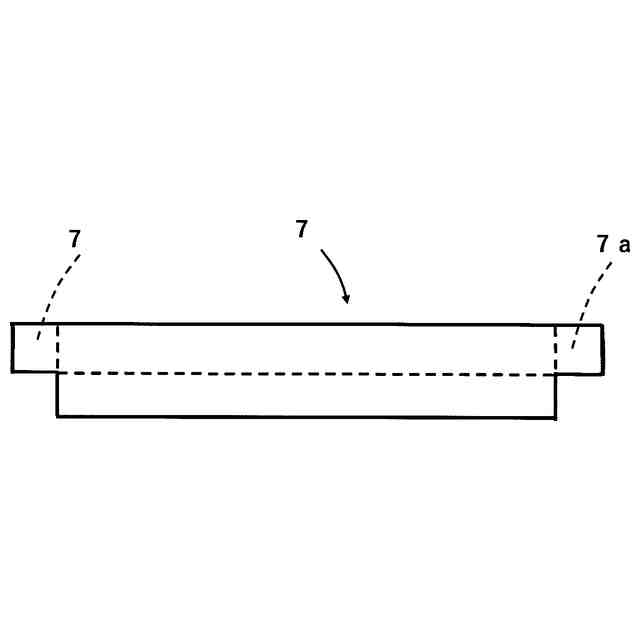
玉縁を構成する玉縁帯の展開図である。
従来構造を示すシート表皮の表側の全体斜視図である。
従来構造において、各表皮片の間に差し込まれた玉縁の縫着状態を示す図である。
従来構造において、表皮片に縫着された玉縁端部の溶着・切断作業を示す斜視図である。
【発明を実施するための形態】
【】
以下、本発明の実施形態を図面に基づいて詳細に説明する。尚、以下の好ましい実施形態の説明は、本質的に例示に過ぎず、何ら本発明を限定するものではない。
図1に示すシート表皮Sは、所定形状に裁断されてなる主として第1表皮片1と第2表皮片2と第3表皮片3と第4表皮片4とを相互に縫着して形成されたもので、第1表皮片1が着座部をなすべくほぼ中央に配置され、この第1表皮片1の両側部に沿って第2表皮片2,2および第3表皮片3,3が縫い合わせられている。また、第4表皮片4は、第1表皮片1と第2表皮片2と第3表皮片3の後縁に沿って縫い合わせられている。
このようにして第1表皮片1~第4表皮片4が縫着されることで、このシート表皮Sには図中(イ),(ロ)で示す部位にT字状の縫着部が形成されている。
(イ)部のT字状縫着部は、第2表皮片2と第3表皮片3との縫着部が第1表皮片1の縫着部に突き当たって形成され、(ロ)部のT字状縫着部は第2表皮片2と第3表皮片3との縫着部が第4表皮片4の縫着部に突き当たって形成されている。
そして、第2表皮片2と第3表皮片3との縫着部に、シートの装飾効果を高めるために玉縁5,5が共縫いされており、両玉縁5の端部はそれぞれ(イ)、(ロ)部のT字状縫着部において第1表皮片1あるいは第4表皮片4の裏側に潜り込むようにして消し込まれている。
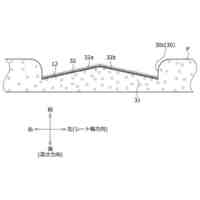
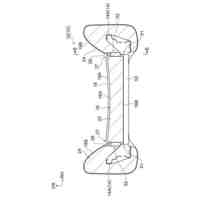
この玉縁5は、図2に示すように、従来と同様に細線状の玉縁芯6を二つ折りされた玉縁帯7で包み込んでなるもので、玉縁芯6はポリエチレンの素材で、玉縁帯7は塩化ビニールの素材で形成されている。また、図3、図4に示すように、玉縁帯7の両端部には、折り返し部7aがそれぞれ延設されており、この折り返し部7aがそれぞれ内側に折り返された状態で、玉縁芯6を包み込むように玉縁帯7が二つ折りされている。ここで、玉縁帯7を二つ折りにして形成された袋状内部構造において、折り返し部7aの端部と玉縁芯6の端部は重ならない位置に配置されており、折り返し部7aの端部に玉縁芯6の端部が当接することで、玉縁芯6の移動を阻止するようにしている。
そして、二つ折りにされた玉縁帯7の重なり合う部分の縫い代を第2表皮片2の縫い代と第3表皮片3の縫い代との間に差し込んだ状態で共縫いされることにより、この玉縁5が第2表皮片2と第3表皮片3との縫着部に沿って縫い付けられている。
本実施例は、以上のような玉縁5の端部構造としたことにより、次のような作用効果を奏する。すなわち、本実施例のシート表皮Sには、第2表皮片2と第3表皮片3の縫着部に沿って玉縁5,5が共縫いされ、この玉縁5の両端部は、第2表皮片2および第4表皮片4に第1表皮片1を縫着することにより、あるいは第2表皮片2および第3表皮片3に第4表皮片4を縫着することにより形成されるT字状に交差する縫着部において、第1表皮片1あるいは第4表皮片4の裏側へ潜り込むようにして消し込まれている。
この玉縁5は、従来と同様に細線状の玉縁芯6を二つ折りされた玉縁帯7で包み込んでなるものであり、玉縁帯7の両端部には、折り返し部7aがそれぞれ延設されており、この折り返し部7aがそれぞれ内側に折り返された状態で、玉縁芯6を包み込むように玉縁帯7が二つ折りされている。ここで、玉縁帯7を二つ折りにして形成された袋状内部構造において、折り返し部7aの端部と玉縁芯6の端部は重ならない位置に配置されており、折り返し部7aの端部に玉縁芯6の端部が当接することで、玉縁芯6の移動を阻止するようにしている。これによって、第1表皮片1あるいは第4表皮片4の縫合部に玉縁芯6が移動して突き出たりすることがなくなり、シート表皮Sの盛り上がり等の外観不良はなくなる。
また、玉縁芯6の一方の端部は、第2表皮片2および第3表皮片3と第4表皮片4との縫着部から、あるいは玉縁芯6の他方の端部は、第2表皮片2および第3表皮片3と第1の表皮片との縫着部から、前記折り返し部7aによって一定距離離間するよう規制されているため、前記縫着部をシート角部の曲面に沿わした場合など、前記玉縁芯6に剛性があることによって前記縫着部が盛り上がり、外観不良を引き起こすことを防止できる。
さらに、玉縁5の端部において、玉縁芯6の外方への移動は玉縁帯7の端部に延設された折り返し部7aによって阻止するようにしたので、簡単な構成で玉縁芯6の突き出しが防止でき、シート表皮Sの縫製作業を容易に低コストで行うことができる。
上述の実施形態はあらゆる点で単なる例示に過ぎず、限定的に解釈してはならない。
さらに、特許請求の範囲の均等範囲に属する変形や変更は、全て本発明の範囲内のものである。
【産業上の利用可能性】
【】
以上説明したように、本開示に係るシート表皮における玉縁構造は、例えば自動車に搭載されるシートの表皮に利用できる。
【符号の説明】
【】
S シート表皮
1 第1表皮片
2 第2表皮片
3 第3表皮片
4 第4表皮片
5 玉縁
6 玉縁芯
7 玉縁帯
7a 折り返し部
8 表皮片
9 表皮片
10 表皮片
11 表皮片
12 玉縁
13 玉縁芯
14 玉縁帯
この特許をJ-PlatPatで参照する
関連特許
株式会社K&I
皮革製品の製造方法
2か月前
アキレス株式会社
クッション材
5か月前
株式会社ハシマ
被覆用プレス装置
3か月前
株式会社東洋シート
車両用シート表皮の玉縁構造
1か月前
テイ・エス テック株式会社
車両用シート
5か月前
日本発條株式会社
シートバック
10か月前
日本発條株式会社
車両用シート
10か月前
トヨタ紡織株式会社
シートカバー
11か月前
トヨタ紡織株式会社
外観検査装置
6か月前
東海化成工業株式会社
成形体及び成形体の成形方法
8か月前
日本発條株式会社
サスペンダ及びシートトリム
5か月前
日本発條株式会社
シートパッド及び車両用シート
20日前
日本発條株式会社
トリムカバー及び車両用シート
3か月前
株式会社イノアックコーポレーション
袋形表皮材及び表皮付き発泡成形品
1か月前
株式会社セフト研究所
スペーサー
11か月前
株式会社イノアックコーポレーション
袋材一体発泡成形品
4か月前
株式会社東洋クオリティワン
軟質ポリウレタンフォーム、接着部材および成形型
2か月前
日本発條株式会社
シート表皮の吊り込み構造、車両用シート、及び吊り込み構造部の製造方法
21日前
株式会社デンソー
電子制御装置
5か月前
公益財団法人電磁材料研究所
ひずみゲージ、ひずみ測定装置およびひずみ測定方法
7か月前
個人
浮力と重力のバランスを利用した動力発生装置。
4か月前
バイオヴェンチャーズ リミテッド ライアビリティ カンパニー
ペリオスチン抗体およびその使用方法
8か月前
他の特許を見る
 特許ウォッチ
特許ウォッチ