TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025091461
公報種別
公開特許公報(A)
公開日
2025-06-19
出願番号
2023206622
出願日
2023-12-07
発明の名称
金属缶の製造方法及び金型セット
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
B21D
22/30 20060101AFI20250612BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】金属缶の寸法精度をより向上させることができる金属缶の製造方法を提供する。
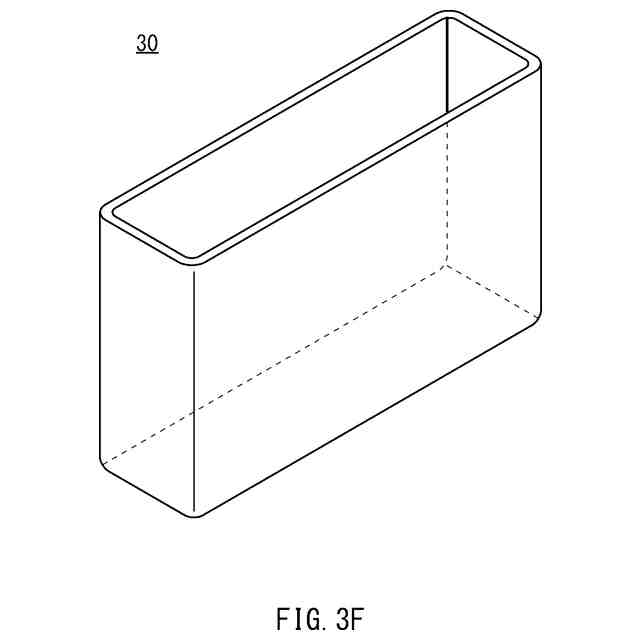
【解決手段】金属缶(30)の製造方法は、素材缶(20)を準備する工程と、金型(11,12)を含む金型セット(10)を用い、素材缶(20)を矯正して金属缶(30)を得る工程とを備える。素材缶(20)の矯正工程では、素材缶(20)内に配置された金型(11)の間に金型(12)を押し込んで金型(11)を離隔させる。それとともに、金型(11)の少なくとも一つのコーナー部(116,117P,117Q)を素材缶(20)の対応するコーナー部に接触させることにより側壁(211)の間の幅を拡大する。金型(11)の少なくとも一つのコーナー部(116,117P,117Q)は、少なくとも一部において、素材缶(20)の対応するコーナー部の内面の曲率半径よりも小さい曲率半径を有する。
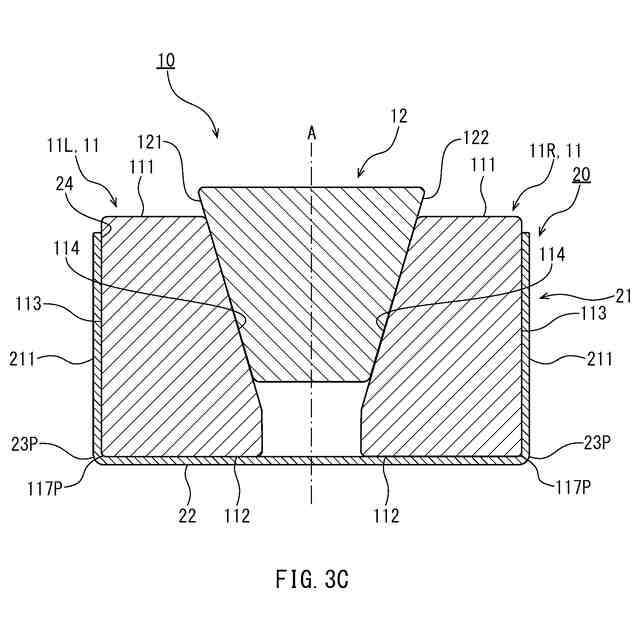
【選択図】図3C
特許請求の範囲
【請求項1】
金属缶の製造方法であって、
対向して配置される一対の第1側壁と、前記第1側壁の各々に接続される第2側壁と、前記第1側壁の各々と前記第2側壁との間に配置される側コーナー部とを含む筒状の周壁と、前記周壁の軸方向の一端を閉鎖する底板と、前記第1側壁の各々と前記底板との間に配置される第1底コーナー部と、前記第2側壁と前記底板との間に配置される第2底コーナー部とを含み、前記周壁の前記軸方向の他端に開口を有する素材缶を準備する工程と、
前記一対の第1側壁に対応して設けられる一対の第1金型と、第2金型とを含む金型セットを用い、前記素材缶を矯正して金属缶を得る工程と、
を備え、
前記第1金型の各々は、第1側面と、前記第1側面に接続される第2側面と、前記第1側面と前記第2側面との間に配置される側コーナー部と、前記第1側面及び前記第2側面に接続される底面と、前記第1側面と前記底面との間に配置される第1底コーナー部と、前記第2側面と前記底面との間に配置される第2底コーナー部とを含み、
前記素材缶を矯正する工程では、前記素材缶内に配置された前記第1金型の間に前記開口側から前記第2金型を前記軸方向に押し込んで前記第1金型を互いに離隔させながら、前記第1金型をそれぞれ対応する前記第1側壁に前記第1側面で接触させるとともに、前記第1金型の各々の前記側コーナー部、前記第1底コーナー部及び前記第2底コーナー部のうち少なくとも一つのコーナー部を前記素材缶の前記側コーナー部、前記第1底コーナー部及び前記第2底コーナー部のうち対応するコーナー部に接触させることにより、前記第1側壁の間の幅を拡大し、
前記第1金型の各々の前記少なくとも一つのコーナー部は、少なくとも一部において、前記素材缶の前記対応するコーナー部の内面の曲率半径よりも小さい曲率半径を有する、製造方法。
続きを表示(約 1,500 文字)
【請求項2】
請求項1に記載の製造方法であって、
前記素材缶を矯正する工程において、前記第1金型の各々の前記側コーナー部は、前記素材缶の前記側コーナー部に接触し、
前記第1金型の各々の前記側コーナー部は、少なくとも一部において、前記素材缶の前記側コーナー部の内面の曲率半径よりも小さい曲率半径を有する、製造方法。
【請求項3】
請求項2に記載の製造方法であって、
前記第1金型の各々の前記側コーナー部は、前記開口側の部分において、前記素材缶の前記側コーナー部の内面の曲率半径よりも小さい曲率半径を有する、製造方法。
【請求項4】
請求項1に記載の製造方法であって、
前記素材缶を矯正する工程において、前記第1金型の各々の前記第1底コーナー部は、前記素材缶の前記第1底コーナー部に接触し、
前記第1金型の各々の前記第1底コーナー部は、少なくとも一部において、前記素材缶の前記第1底コーナー部の内面の曲率半径よりも小さい曲率半径を有する、製造方法。
【請求項5】
請求項1から4のいずれか1項に記載の製造方法であって、
前記素材缶を矯正する工程において、前記第1金型の各々の前記第2底コーナー部は、前記素材缶の前記第2底コーナー部に接触し、
前記第1金型の各々の前記第2底コーナー部は、少なくとも一部において、前記素材缶の前記第2底コーナー部の内面の曲率半径よりも小さい曲率半径を有する、製造方法。
【請求項6】
請求項1に記載の製造方法であって、
前記第1金型の各々は、さらに、前記側コーナー部と前記底面との間に設けられた面取り面を含む、製造方法。
【請求項7】
請求項1に記載の製造方法であって、
前記第1側面は、前記底板側の部分に対して前記開口側の部分が前記第1金型の離隔方向において外側に位置するように形成されている、製造方法。
【請求項8】
請求項1に記載の製造方法であって、
前記素材缶を矯正する工程において、前記第1側壁のうち前記第1金型に接触する領域は、それぞれ、前記素材缶の外側からパッドによって押さえられる、製造方法。
【請求項9】
素材缶から金属缶を製造するために用いられる金型セットであって、
頂面と、前記頂面の反対側に配置される底面と、前記頂面と前記底面とを連結する第1側面と、前記第1側面の反対側に配置される被当接面と、前記第1側面と前記被当接面とを連結する第2側面と、前記第1側面と前記第2側面との間に配置される側コーナー部と、前記第1側面と前記底面との間に配置される第1底コーナー部と、前記第2側面と前記底面との間に配置される第2底コーナー部とをそれぞれ含む一対の第1金型と、
前記第1金型の各々の前記被当接面に当接するための一対の当接面を含み、前記当接面の間の幅が軸方向の一端側から他端側に向かって小さくなるように構成された第2金型と、
を備え、
前記一対の第1金型のうち一方の第1金型の前記被当接面と他方の第1金型の前記被当接面との間の距離は、前記当接面の間の幅に対応して、前記頂面側から前記底面側に向かって小さくなり、
前記側コーナー部、前記第1底コーナー部及び前記第2底コーナー部のうち少なくとも一つは、前記素材缶に設けられたコーナー部に対応し、少なくとも一部において前記対応するコーナー部の内面の曲率半径よりも小さい曲率半径を有する、金型セット。
発明の詳細な説明
【技術分野】
【0001】
本開示は、金属缶の製造方法に関する。また、本開示は、素材缶から金属缶を製造するために用いられる金型セットに関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
例えば電池セルケースとして使用される金属缶は、金属板の深絞り加工によって製造されることがある。しかしながら、深絞り加工で金属缶を製造する場合、加工時のスプリングバック(キャニング)により、金属缶の寸法精度不良が生じやすい。金属缶の寸法精度不良は、深絞りの際に金属板にしごき加工を施すことによって解消する可能性がある。
【0003】
しごき加工では、パンチとダイとのクリアランスが素材である金属板の板厚よりも小さく設定される。そして、パンチ及びダイにより、元の金属板の板厚よりも薄肉の金属缶が成形される。元の金属板の板厚が小さい場合、パンチ及びダイから金属板に対して板厚方向に負荷される荷重が大きくなり、パンチ及びダイの変形又は損傷が生じることがある。したがって、薄肉の金属缶の製造にしごき加工を適用することは難しい。
【0004】
特許文献1には、一次プレス成形によって金属板から角缶状の中間成形品を成形した後、二次プレス成形によって中間成形品の拡幅を行う技術が開示されている。二次プレス成形では、二分割されたポンチが中間成形品内に配置される。そして、二分割されたポンチの間に楔型ポンチが押し込まれることにより、二分割されたポンチが中間成形品の幅方向に移動し、中間成形品の幅広の側壁に張力が作用する。特許文献1によれば、一次プレス成形でキャニングが発生した中間成形品に対し、二次プレス成形において幅方向に張力を付与することにより、側壁の残留応力を緩和してキャニングを低減し、金属缶の寸法精度を向上させることができる。
【先行技術文献】
【特許文献】
【0005】
特開2009-142851号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1では、中間成形品の矯正工程である二次プレス成形において、二分割されたポンチが中間成形品の幅方向に移動することで幅広の側壁に張力が付与され、側壁のキャニングが低減される。しかしながら、特許文献1の技術では、キャニングが十分に低減できない場合がある。そのため、得られる金属缶の寸法精度が不足する可能性がある。
【0007】
本開示は、金属缶の寸法精度をより向上させることができる金属缶の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
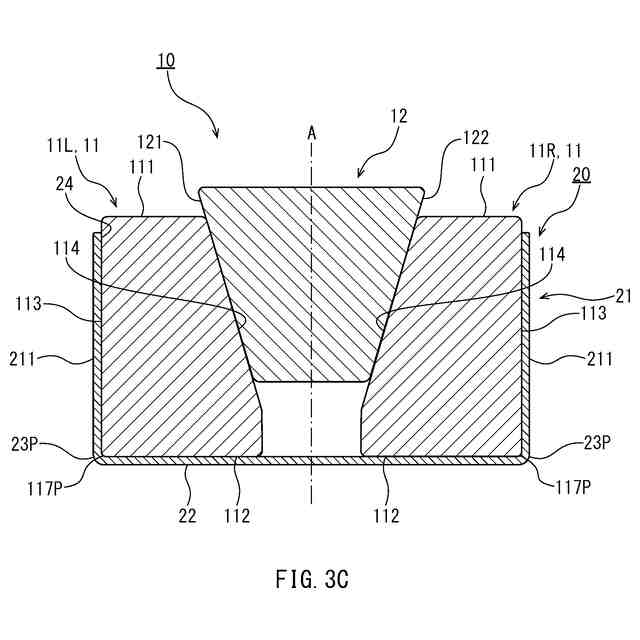
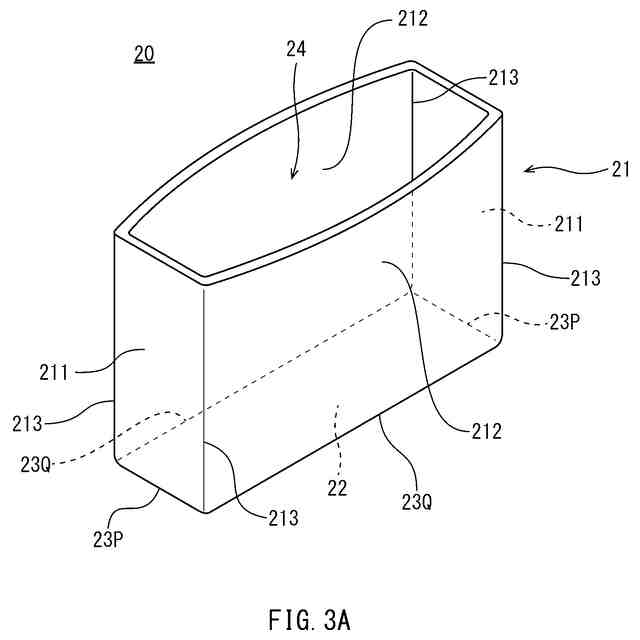
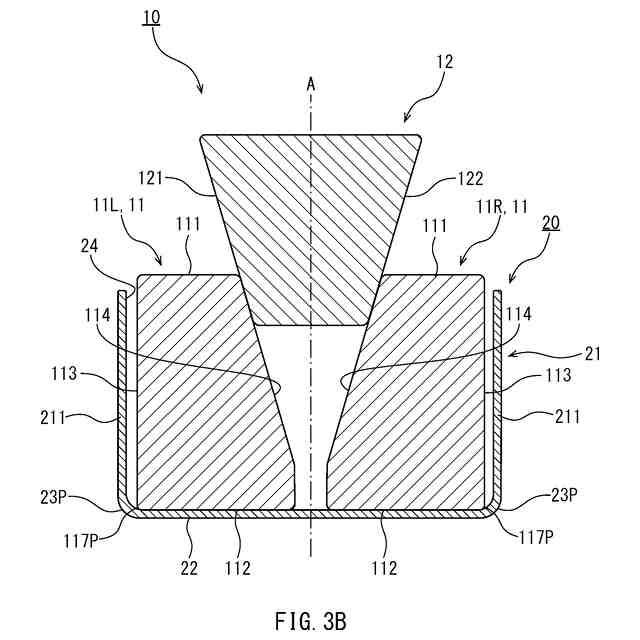
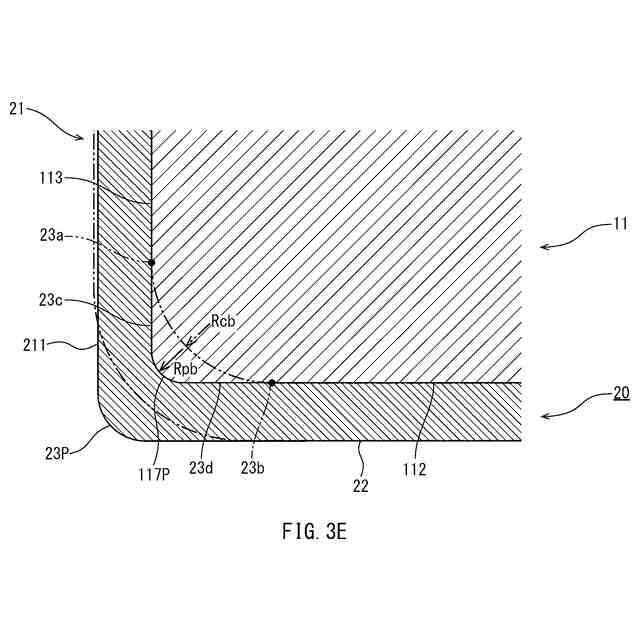
本開示に係る金属缶の製造方法は、素材缶を準備する工程と、金型セットを用い、素材缶を矯正して金属缶を得る工程とを備える。素材缶は、周壁と、底板と、第1底コーナー部と、第2底コーナー部とを含む。周壁は、筒状を有する。周壁は、一対の第1側壁と、第2側壁と、側コーナー部とを含む。一対の第1側壁は、対向して配置される。第2側壁は、第1側壁の各々に接続される。側コーナー部は、第1側壁の各々と第2側壁との間に配置される。底板は、周壁の軸方向の一端を閉鎖する。第1底コーナー部は、第1側壁の各々と底板との間に配置される。第2底コーナー部は、第2側壁と底板との間に配置される。素材缶は、周壁の軸方向の他端に開口を有する。金型セットは、一対の第1金型と、第2金型とを含む。一対の第1金型は、一対の第1側壁に対応して設けられる。第1金型の各々は、第1側面と、第2側面と、側コーナー部と、底面と、第1底コーナー部と、第2底コーナー部とを含む。第2側面は、第1側面に接続される。側コーナー部は、第1側面と第2側面との間に配置される。底面は、第1側面及び第2側面に接続される。第1底コーナー部は、第1側面と底面との間に配置される。第2底コーナー部は、第2側面と底面との間に配置される。素材缶を矯正する工程では、素材缶内に配置された第1金型の間に開口側から第2金型を軸方向に押し込んで第1金型を互いに離隔させながら、第1金型をそれぞれ対応する第1側壁に第1側面で接触させる。それとともに、素材缶を矯正する工程では、第1金型の各々の側コーナー部、第1底コーナー部及び第2底コーナー部のうち少なくとも一つのコーナー部を素材缶の側コーナー部、第1底コーナー部及び第2底コーナー部のうち対応するコーナー部に接触させることにより、第1側壁の間の幅を拡大する。第1金型の各々の少なくとも一つのコーナー部は、少なくとも一部において、素材缶の対応するコーナー部の内面の曲率半径よりも小さい曲率半径を有する。
【発明の効果】
【0009】
本開示に係る金属缶の製造方法によれば、金属缶の寸法精度をより向上させることができる。
【図面の簡単な説明】
【0010】
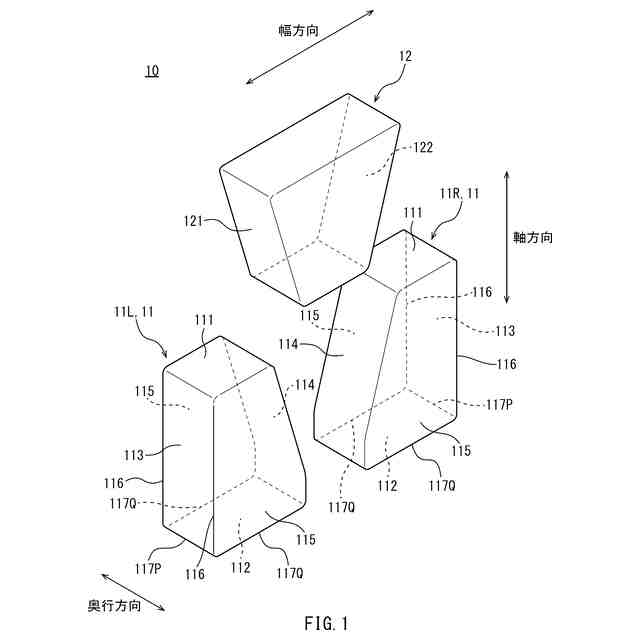
図1は、第1実施形態に係る金型セットを模式的に示す斜視図である。
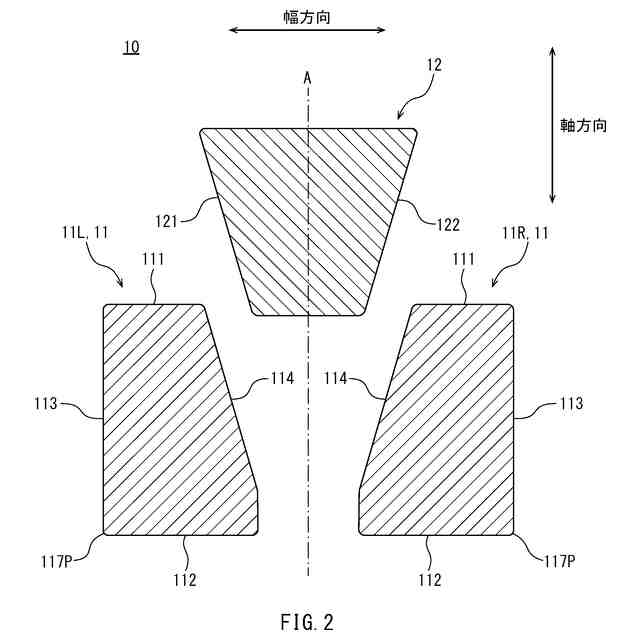
図2は、図1に示す金型セットに含まれる金型の縦断面図である。
図3Aは、第1実施形態に係る金属缶の製造方法を説明するための模式図である。
図3Bは、第1実施形態に係る金属缶の製造方法を説明するための模式図である。
図3Cは、第1実施形態に係る金属缶の製造方法を説明するための模式図である。
図3Dは、第1実施形態に係る金属缶の製造方法を説明するための模式図である。
図3Eは、第1実施形態に係る金属缶の製造方法を説明するための模式図である。
図3Fは、第1実施形態に係る金属缶の製造方法を説明するための模式図である。
図4は、第2実施形態に係る金型セットに含まれる第1金型を模式的に示す斜視図である。
図5は、第2実施形態に係る金型セットに含まれる第1金型の変形例を示す斜視図である。
図6は、第3実施形態に係る金型セットを模式的に示す縦断面図である。
図7Aは、第3実施形態に係る金型セットを用いた金属缶の製造方法を説明するための模式図である。
図7Bは、第3実施形態に係る金型セットを用いた金属缶の製造方法を説明するための模式図である。
図7Cは、第3実施形態に係る金型セットを用いた金属缶の製造方法を説明するための模式図である。
図8は、第4実施形態に係る金型セットを模式的に示す縦断面図である。
図9は、各実施形態の変形例に係る金型セットを模式的に示す縦断面図である。
図10は、各実施形態の変形例に係る金型セットを模式的に示す縦断面図である。
図11は、各実施形態の変形例に係る金型セットを模式的に示す縦断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る


 特許ウォッチ
特許ウォッチ