TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025094665
公報種別
公開特許公報(A)
公開日
2025-06-25
出願番号
2023210359
出願日
2023-12-13
発明の名称
らせん溝の加工方法
出願人
DMG森精機株式会社
代理人
弁理士法人タス・マイスター
主分類
B23C
3/32 20060101AFI20250618BHJP(工作機械;他に分類されない金属加工)
要約
【課題】らせん溝の加工において、加工効率及び加工精度を向上させる。
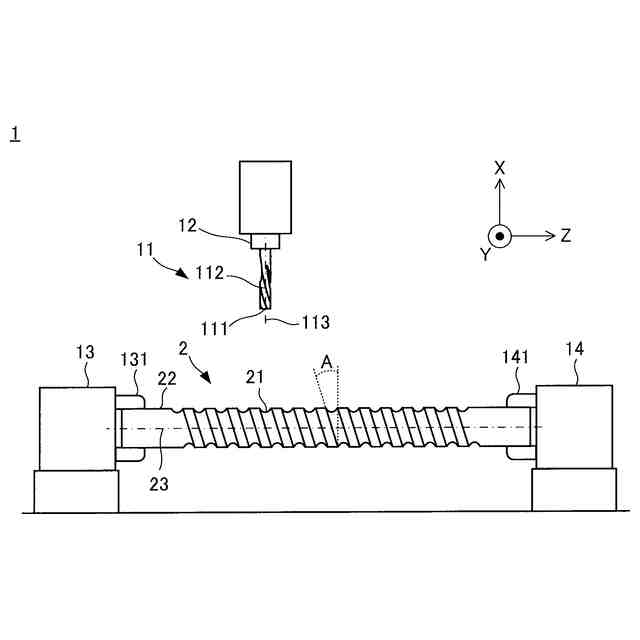
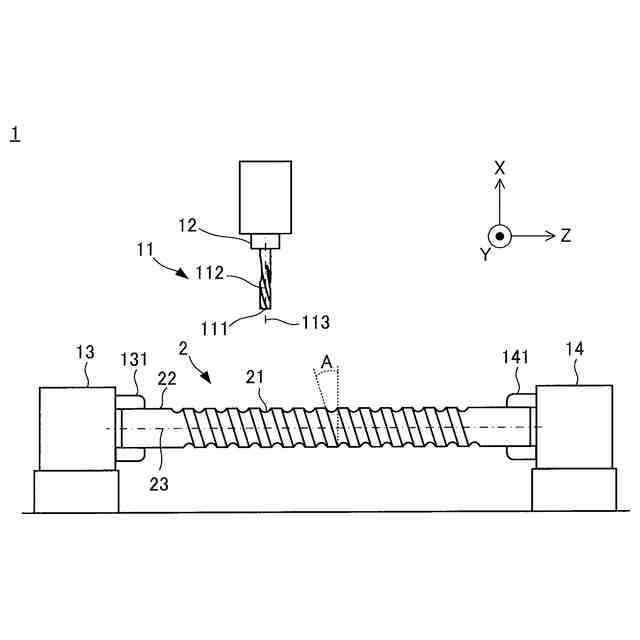
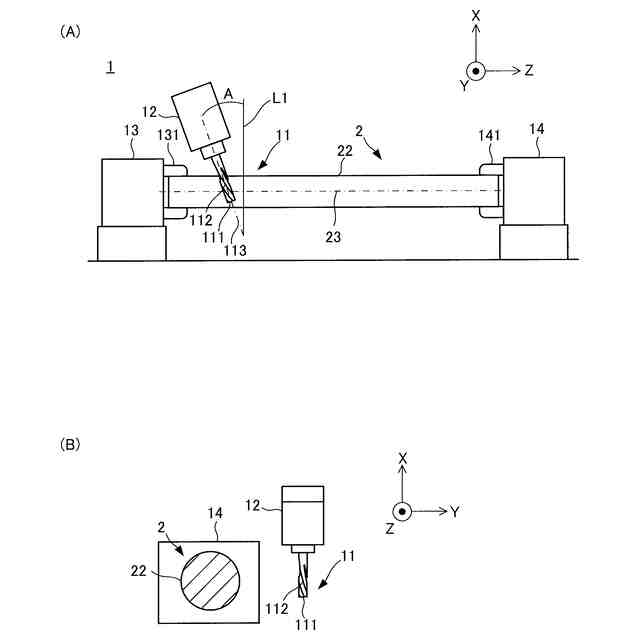
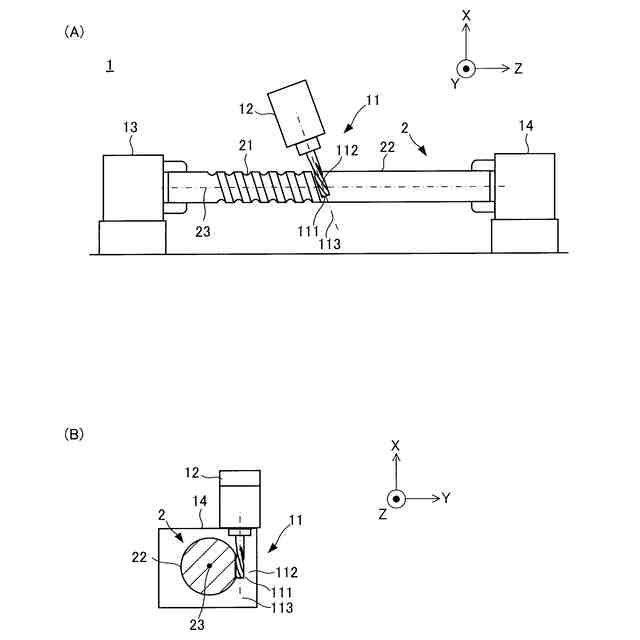
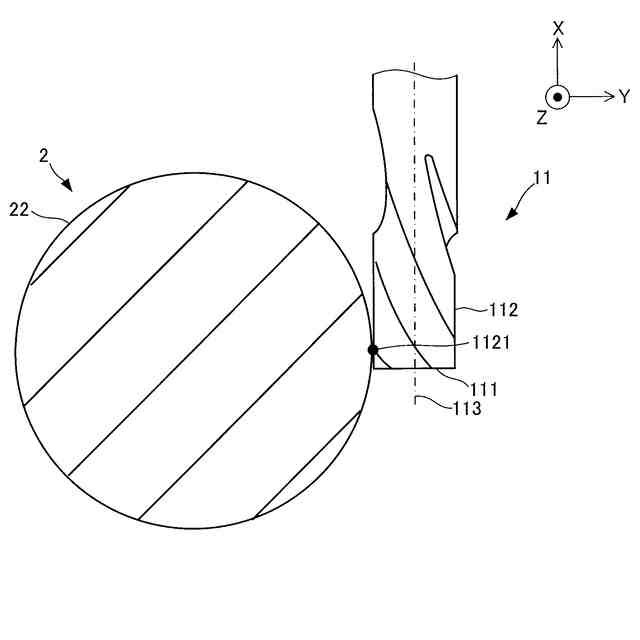
【解決手段】らせん溝の加工方法は、外周面に切削刃112を有する軸形状の切削工具11によって軸形状を有するワーク2の外周面22にらせん溝21を形成するらせん溝の加工方法である。らせん溝の加工方法は、切削工具11を、その中心軸113がワーク2の中心軸23に垂直な線L1に対し加工するらせん溝21のリード角Aだけ傾いた姿勢にするとともに、切削刃112をワーク2の外周面22に向ける切削準備工程と、切削準備工程後、切削工具11の切削刃112を、その中心軸23周りに回転しているワーク2の外周面22に当てながら切削工具11をワーク2の中心軸23方向に移動させ、ワーク2の外周面23にらせん溝21を形成する切削工程とを備える。
【選択図】図1
特許請求の範囲
【請求項1】
外周面に切削刃を有する軸形状の切削工具によって軸形状を有するワークの外周面にらせん溝を形成するらせん溝の加工方法であって、
前記切削工具を、その中心軸が前記ワークの中心軸に垂直な線に対し加工するらせん溝のリード角だけ傾いた姿勢にするとともに、前記切削刃を前記ワークの外周面に向ける切削準備工程と、
前記切削準備工程後、前記切削工具の前記切削刃を、その中心軸周りに回転している前記ワークの外周面に当てながら前記切削工具を前記ワークの中心軸に沿った方向に移動させ、前記ワークの外周面にらせん溝を形成する切削工程とを備える、らせん溝の加工方法。
続きを表示(約 1,800 文字)
【請求項2】
請求項1に記載のらせん溝の加工方法であって、
前記切削工具の前記切削刃は、前記切削工具の中心軸に沿った方向において、所定の範囲に設けられ、
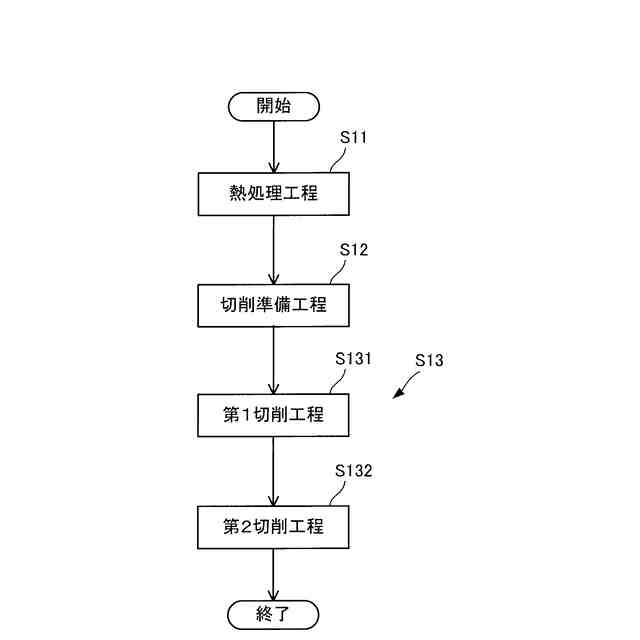
前記切削工程は、
前記切削刃における第1の部分を前記ワークの外周面に当て、前記第1の部分によって前記ワークの外周面を切削する第1切削工程と、
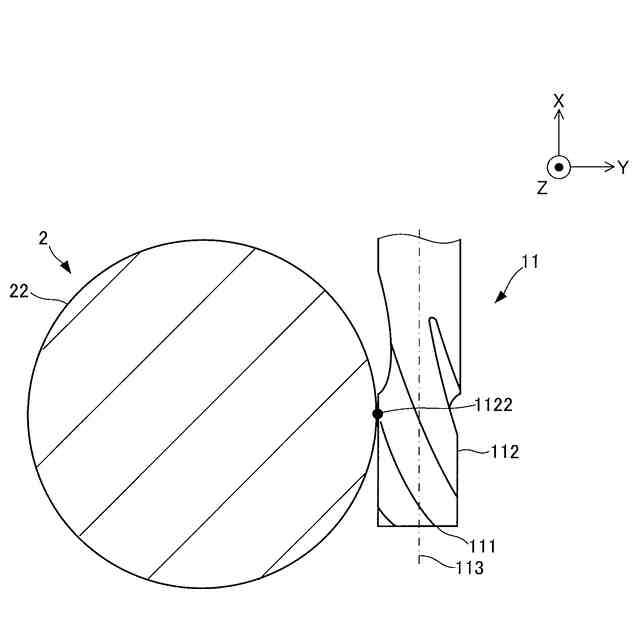
前記第1切削工程後、前記切削刃において前記第1の部分と前記切削工具の中心軸に沿った方向における位置が異なる第2の部分を前記ワークの外周面に当て、前記第2の部分によって前記ワークの外周面又は新たな前記ワークの外周面を切削する第2切削工程とを含む、らせん溝の加工方法。
【請求項3】
請求項2に記載のらせん溝の加工方法であって、
前記らせん溝の加工方法は、
前記切削工具の端部を保持し、回転させる工具主軸とを含む複合加工機を用い、
前記切削工具の前記切削刃は、前記切削工具の中心軸に沿った方向において、前記工具主軸に保持される端部とは異なる端部の所定の範囲に設けられ、
前記第1の部分は、前記切削工具の中心軸に沿った方向において、前記第2の部分よりも前記工具主軸に近い、らせん溝の加工方法。
【請求項4】
請求項1に記載のらせん溝の加工方法であって、
前記ワークは、焼入れ処理が施された前記外周面を有し、
前記切削工程では、
焼入れ処理が施された前記ワークの外周面にらせん溝を形成する、らせん溝の加工方法。
【請求項5】
請求項1に記載のらせん溝の加工方法であって、
前記らせん溝の加工方法は更に、
前記切削工程後、形成された前記らせん溝を研削する研削工程を備える、らせん溝の加工方法。
【請求項6】
請求項1に記載のらせん溝の加工方法であって、
前記らせん溝の加工方法は、
前記切削工具を保持し、回転させる工具主軸と、前記ワークの第1端部を保持し、前記ワークを回転させるワーク主軸と、前記第1端部と異なる前記ワークの第2端部を支持する補助ワーク主軸とを含む複合加工機を用いる、らせん溝の加工方法。
【請求項7】
請求項1に記載のらせん溝の加工方法であって、
前記切削工程では、
前記切削工具の前記切削刃を前記ワークの外周面に当てるとともに前記切削工具をその中心軸に沿った方向に振動させながら前記切削工具を前記ワークの中心軸に沿った方向に移動させ、前記ワークの外周面にらせん溝を形成する、らせん溝の加工方法。
【請求項8】
請求項1~7のいずれか1項に記載のらせん溝の加工方法によって、らせん溝を有する軸部材を製造する、らせん溝を有する軸部材の製造方法。
【請求項9】
外周面に切削刃を有する軸形状の切削工具によって軸形状を有するワークの外周面にらせん溝を形成するらせん溝の加工機であって、
前記切削工具の位置又は姿勢と、前記ワークの位置又は姿勢を制御する制御装置を備え、
前記制御装置は、
前記切削工具を、その中心軸が前記ワークの中心軸に垂直な線に対し加工するらせん溝のリード角だけ傾いた姿勢にするとともに、前記切削刃を前記ワークの外周面に向ける切削準備処理と、
前記切削準備処理を実行した後、前記切削工具の前記切削刃を、その中心軸周りに回転している前記ワークの外周面に当てながら前記切削工具を前記ワークの中心軸に沿った方向に移動させ、前記ワークの外周面にらせん溝を形成する切削処理と、を実行するように構成された、らせん溝の加工機。
【請求項10】
外周面に切削刃を有する軸形状の切削工具によって軸形状を有するワークの外周面にらせん溝を形成するらせん溝の加工機に用いられるプログラムであって、
前記切削工具を、その中心軸が前記ワークの中心軸に垂直な線に対し加工するらせん溝のリード角だけ傾いた姿勢にするとともに、前記切削刃を前記ワークの外周面に向ける切削準備処理と、
前記切削準備処理を実行した後、前記切削工具の前記切削刃を、その中心軸周りに回転している前記ワークの外周面に当てながら前記切削工具を前記ワークの中心軸に沿った方向に移動させ、前記ワークの外周面にらせん溝を形成する切削処理と、を実行するように構成された、らせん溝の加工機用のプログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、らせん溝の加工方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
らせん溝が形成される部材の一例として、ボールねじのねじ軸が知られている。ねじ軸は一般には概ね円筒形状であり、その外周面にらせん状の溝が形成される。このようなねじ軸は、例えば切削加工によって製造される。切削加工によるねじ軸の加工方法は、例えば特許文献1に開示される。
【0003】
特許文献1は、切削工具としてバイトを用いる加工方法を一例として開示する。この加工方法では、円筒形状のワークを中心軸周りに回転させ、バイトにおけるチップをワークの外周面に当てるとともにバイトをワークの中心軸に沿った方向に移動させる。このようなチップによるワークの外周面の切削を、複数回繰り返すことで、らせん溝が形成される。
【0004】
特許文献1は、その他にも、切削工具としてエンドミルを用いる加工方法を開示する。この加工方法では、エンドミルの軸方向がワークの半径方向に沿うようにエンドミルをワークの外周面に当てる。すなわち、エンドミルの軸方向がワークの外周面の加工点における接線方向と直角を成すように、エンドミルが配置される。ワーク及びエンドミルをそれぞれの中心軸周りに回転させ、エンドミルをワークの中心軸に沿った方向に移動させる。これにより、らせん溝が形成される。
【先行技術文献】
【特許文献】
【0005】
特許第4933081号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ボールねじの場合、ねじ軸のらせん溝にボールが設けられ、ボールを介してねじ軸とボールナットとが相対運動する。そのため、らせん溝の断面形状は、半円形であるのが望ましい。チップを用いた加工方法によってこのようならせん溝を加工するには、例えば円形のチップ、すなわち溝の断面形状に対応したチップが用いられる。しかしながら、この場合、特殊なチップが必要となるため、加工コストが増加する。
【0007】
また、チップを用いた加工方法(旋削加工)では、ワークを所定の速度で回転させつつ、チップをらせん溝のピッチに合わせてワークの中心軸に沿った方向へ移動させる送り動作が必要である。そのため、旋削加工では、一般的なねじ加工と比べて切削負荷が高くなりやすい。加えて、ねじ軸に加工されるワークは、予め焼入れ処理が施される場合が多い。そのため、旋削加工では、更に切削負荷が高くなりやすい。このような理由により、旋削加工では、ワークの切削を複数サイクルに分け、ワークを徐々に切削することが多い。その結果、旋削加工では、加工効率を上げることは難しい。
【0008】
これに対し、エンドミルを用いた加工方法(ミーリング加工)では、エンドミルの先端面に設けられた底刃及び外周面に設けられた外周刃を用いてワークを切削する。ミーリング加工では、ワークの回転だけでなく、工具の回転も利用してワークを切削するため、旋削加工と比べてワークの回転速度を低速に設定できる。これに伴い、らせん溝のピッチに合わせるための工具の送り速度も低速に設定できる。その結果、ミーリング加工では、工具への切削負荷を適切に調整でき、旋削加工よりも少ないサイクルでらせん溝を形成することができる。
【0009】
しかしながら、エンドミルを用いた加工方法では、主に底刃がワークを切削する。この場合、底刃に大きな切削負荷がかかり、振動が生じやすく、工具摩耗も進みやすい。特に、ねじ軸等のらせん溝を有する部材は、高硬度のワークを切削するハードターニングによって製造されることが多い。そのため、一般的な切削加工と比べて、上述の振動が生じやすく、工具摩耗も進みやすい。このような理由から、エンドミルの底刃でらせん溝を切削する場合、加工速度等の加工条件の制約が厳しくなり、加工効率を上げることが難しい。
【0010】
本発明は、らせん溝の加工において、加工効率及び加工精度を向上させることを課題とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ