TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025094959
公報種別
公開特許公報(A)
公開日
2025-06-25
出願番号
2025049190,2022509916
出願日
2025-03-25,2021-03-11
発明の名称
希土類系焼結磁石の製造方法および湿式成形装置
出願人
株式会社プロテリアル
代理人
個人
,
個人
主分類
B22F
3/02 20060101AFI20250618BHJP(鋳造;粉末冶金)
要約
【課題】横磁場成形を行う場合に生じる湿式成形法の課題を解決する。
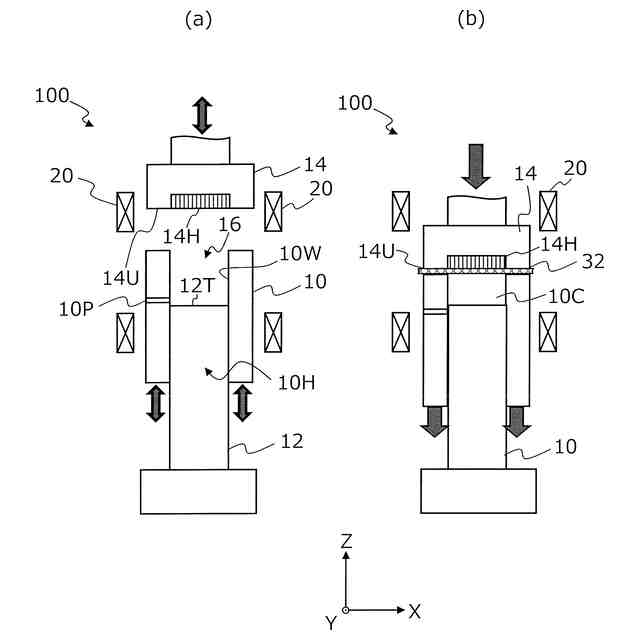
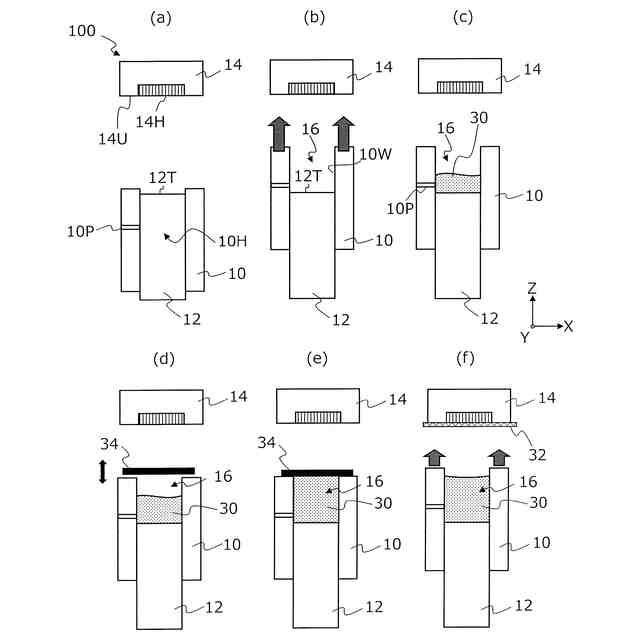
【解決手段】本開示の希土類系焼結磁石の製造方法は、希土類元素を含む合金粉末と、分散媒とを含むスラリーとを湿式成形装置を用いて圧縮成形して成形体を作製する工程と、前記成形体を焼結する工程と、を含み、前記湿式成形装置のキャビティを形成する空間の内部に前記スラリーを注入しているときは磁場を印加せず、前記スラリーをプレスすることによって前記スラリーに含まれる前記分散媒を前記空間の内部から排出することを開始する。
【選択図】図1
特許請求の範囲
【請求項1】
希土類元素を含む合金粉末と分散媒とを含むスラリーを金型の空間内に供給し、該供給した前記スラリーをプレス成形することによって得られる成形体を焼結する希土類焼結磁石の製造方法であって、
前記金型の空間は、プレス方向に90mm以上のサイズを有し、
前記金型の空間内に前記スラリーを供給しているときは、磁場の印加を行わない一方、
前記金型の空間内から前記分散媒を排出するときは、前記排出の前にプレス方向に直交する向きの横磁場の印加を開始し、
更に、
前記成形体を切断することにより、複数の成形体片に分割する第1分割工程と、
前記第1分割工程の後、複数の前記成形体片のそれぞれを焼結することにより、複数の焼結体素材を作製する焼結体素材作製工程と、
を含む、希土類系焼結磁石の製造方法。
続きを表示(約 500 文字)
【請求項2】
前記金型は注入口を有しており、
前記スラリーを前記金型の空間内に供給するとき、前記磁場の印加を行うことなく前記注入口から前記金型の空間内に前記スラリー注入する
、請求項1に記載の希土類系焼結磁石の製造方法。
【請求項3】
前記成形体の寸法は、縦90mm以上、横90mm以上、高さ90mm以上である、
請求項1に記載の希土類系焼結磁石の製造方法。
【請求項4】
前記複数の成形体個数は、10個以上である、
請求項1から3のいずれか一項に記載の希土類系焼結磁石の製造方法。
【請求項5】
前記焼結体素材作製工程の後、複数の前記焼結体素材のそれぞれを切断することにより、100個以上の焼結体片に分割する第2分割工程と、
を含む、
請求項4に記載の希土類系焼結磁石の製造方法。
【請求項6】
前記横磁場の印加を開始する前に、前記スラリーをプレス成形する装置と前記スラリーの上面との間に間隙を形成する、
請求項1から5のいずれか1項に記載の希土類系焼結磁石の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、希土類系焼結磁石の製造方法および湿式成形装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
近年、希土類系焼結磁石は、高い需要を示しており、その中でも、R-T-B系焼結磁石(Rは希土類元素のうち少なくとも一種であり、Tは主に鉄であり、Bは硼素である)は、最も高性能な磁石として知られており、ハードディスクドライブのボイスコイルモータ(VCM)、電気自動車用(EV、HV、PHVなど)モータ、産業機器用モータなどの各種モータや家電製品などに使用されている。
【0003】
R-T-B系焼結磁石は、主としてR
2
T
14
B化合物からなる主相と、この主相の粒界部分に位置する粒界相とから構成されている。主相であるR
2
T
14
B化合物は、高い飽和磁化と異方性磁場を持つ強磁性材料である。粒界相には、非磁性で希土類元素(R)の濃縮した低融点のRリッチ相が存在する。R-T-B系焼結磁石の磁気特性を向上させる方法として、(1)R
2
T
14
B相の微細化、(2)R
2
T
14
B相の配向度を高めること、(3)酸素量の低減、(4)R
2
T
14
B相の比率向上、が知られている。
【0004】
R-T-B系焼結磁石などの希土類系焼結磁石の製造には、例えば、金属等の原料を溶融して作製した溶湯を鋳型に鋳造することにより得たインゴット、またはストリップキャスト法により得たフレーク等の所望の組成を有する原料合金鋳造材を粉砕して得た所定の粒径を有する合金粉末が用いられ、この合金粉末を配向磁場中で圧縮して粉末成形体(圧粉体)を作製した後、この粉末成形体を焼結することにより、希土類系焼結磁石が製造される。なお、粉砕および成形時に粉末粒子が酸化すると、磁気特性の向上が阻害される。
【0005】
ところで、粉末成形体を作製する成形法には、乾式と湿式の2つの方法が存在しており、特許文献1は、湿式成形法を開示している。この湿式成形法によれば、粉末粒子の酸化を抑制することが可能となるため、乾式成形法と比較して、磁気特性の向上が阻害され難いと考えられている。
【先行技術文献】
【特許文献】
【0006】
特開平8-88133号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に開示されている湿式成形法では、希土類合金粉末を含むスラリーが金型のキャビティ内(空間内)に加圧注入されているが、本発明者の検討によると、このような場合でも、配向磁場中で圧縮して作製された「粉末成形体の密度ばらつき」や「配向の乱れ」が生じやすいことがわかった。
【0008】
前者の「粉末成形体の密度ばらつき」は、粉末成形体の取出し時やその後の焼結時に、割れやひびが発生する可能性がある。また、後者の「配向の乱れ」は、磁気特性が低下する可能性がある。特に、スラリーを金型のキャビティ内に加圧注入するときのプレス方向と磁場の向きとの関係や金型のキャビティ内におけるスラリーの状況などにより、粉末成形体の密度ばらつきや配向の乱れの程度が異なるため、求められる高い磁気特性を安定して生産することが難しかった。
【0009】
本開示は、上記の課題を解決することが可能な新しい希土類系焼結磁石の製造方法および湿式成形装置を提供する。
【課題を解決するための手段】
【0010】
本開示の希土類系焼結磁石の製造方法は、限定的ではない実施形態において、希土類元素を含む合金粉末と分散媒とを含むスラリーを金型の空間内に供給し、該供給した前記スラリーをプレスすることによって得られる成形体を焼結する希土類焼結磁石の製造方法であって、前記金型の空間内に前記スラリーを供給しているときは、磁場の印加を行わない一方、前記金型の空間内から前記分散媒を排出するときは、前記排出の前にプレス方向に直交する向きの横磁場の印加を開始する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る



 特許ウォッチ
特許ウォッチ