TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025098548
公報種別
公開特許公報(A)
公開日
2025-07-02
出願番号
2023214760
出願日
2023-12-20
発明の名称
研磨設備及び焼鈍鋼板の製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C21D
9/56 20060101AFI20250625BHJP(鉄冶金)
要約
【課題】片当たりによる偏摩耗を抑制しながら搬送ロールを研磨できる研磨設備を提供する。
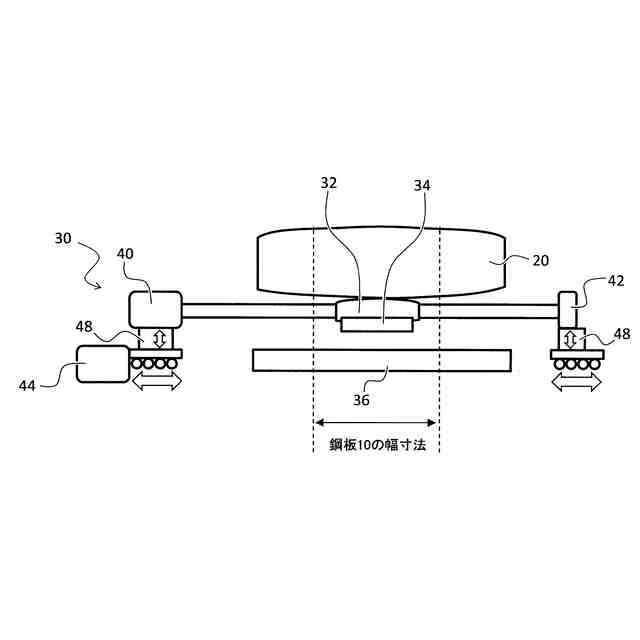
【解決手段】連続焼鈍設備において鋼板を搬送する搬送ロールを研磨する研磨設備であって、搬送ロールの周面に接触する第1研磨ロールと、当該第1研磨ロールを回転させる回転装置と、当該第1研磨ロールを前記搬送ロールの軸方向に移動させる移動装置と、第1研磨ロールを前記搬送ロールに押し付ける押し付け機構と、を有し、第1研磨ロールは、第1研磨ロールの軸方向の中央部の径が両端部の径よりも大きい樽形形状である。
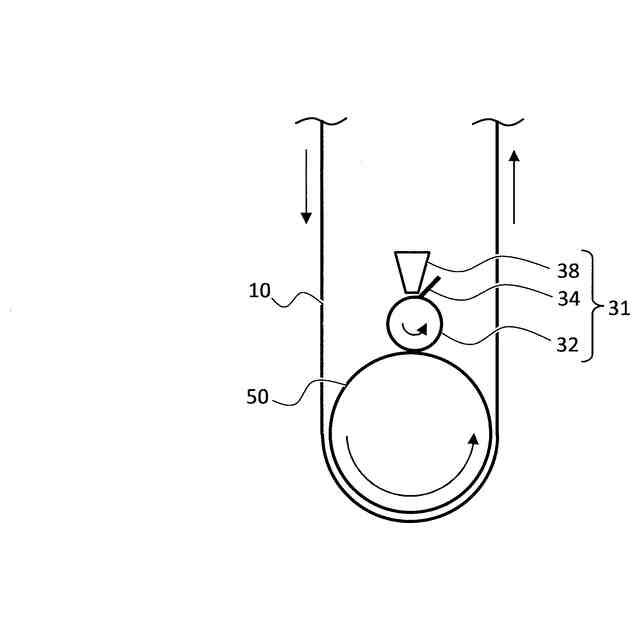
【選択図】図3
特許請求の範囲
【請求項1】
連続焼鈍設備において鋼板を搬送する搬送ロールを研磨する研磨設備であって、
前記搬送ロールの周面に接触する第1研磨ロールと、
前記第1研磨ロールを回転させる回転装置と、
前記第1研磨ロールを前記搬送ロールの軸方向に移動させる移動装置と、
前記第1研磨ロールを前記搬送ロールに押し付ける押し付け機構と、
を有し、
前記第1研磨ロールは、前記第1研磨ロールの軸方向の中央部の径が両端部の径よりも大きい樽形形状である、研磨設備。
続きを表示(約 690 文字)
【請求項2】
前記第1研磨ロールは、周面から径方向に突出する複数の金属製のワイヤーを有するブラシロールである、請求項1に記載の研磨設備。
【請求項3】
前記ワイヤーの直径は20μm以上500μm以下である、請求項2に記載の研磨設備。
【請求項4】
前記ワイヤーは、タングステン、モリブデン、コバルト、ニッケルクロム合金又はステンレスで構成される、請求項2又は請求項3に記載の研磨設備。
【請求項5】
前記第1研磨ロールの周面に接触する研磨部材を有し、
前記研磨部材は平板、砥石又は第2研磨ロールである、請求項1から請求項3のいずれか一項に記載の研磨設備。
【請求項6】
前記第1研磨ロールの周面に接触する研磨部材を有し、
前記研磨部材は平板、砥石又は第2研磨ロールである、請求項4に記載の研磨設備。
【請求項7】
前記搬送ロール及び第1研磨ロールからの脱落物を回収する回収装置を有する、請求項1から請求項3のいずれか一項に記載の研磨設備。
【請求項8】
前記搬送ロール及び第1研磨ロールからの脱落物を回収する回収装置を有する、請求項4に記載の研磨設備。
【請求項9】
前記搬送ロール、第1研磨ロールからの脱落物を回収する回収装置を有する、請求項5に記載の研磨設備。
【請求項10】
前記搬送ロール、第1研磨ロールからの脱落物を回収する回収装置を有する、請求項6に記載の研磨設備。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、連続焼鈍設備において鋼板を搬送する搬送ロールを研磨する研磨設備及び焼鈍鋼板の製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
近年、高張力鋼板の需要が高まり、高張力鋼板の製造割合が増加している。高張力鋼板は、SiやMn添加により、強度及び加工に有利な鋼板が製造できる可能性が示されている。一方、連続焼鈍工程において高張力鋼板を製造する場合、高強度化の観点から、加熱した鋼板を冷却する処理が必要である。またプレス成形性の観点から、冷却された鋼板を再度加熱する焼戻し処理が必要となる。
【0003】
鋼板は、たとえば、予熱帯で約150℃に予熱され、酸化・還元帯で約800℃に加熱され、急冷帯で500℃まで急冷されるという焼鈍工程を経て焼戻し処理される。その際、Si、Mn等の易酸化性元素を含む鋼板では、還元帯においてSi、Mn等の添加元素が鋼板表面に濃化し、これらの酸化物が生成される。これら酸化物が搬送ロールに付着したロール付着物は鋼板の押し疵欠陥(表面欠陥)の原因となる。
【0004】
搬送ロールに付着したロール付着物による鋼板の押し疵を防止する技術として、特許文献1には、搬送ロール表面から異物を除去するドクターブレードと集塵吸引機構が一体となった装置が開示されている。
【先行技術文献】
【特許文献】
【0005】
特許第6686790号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に開示された技術によってロール付着物を除去できるもののサーマルクラウンが形成された焼鈍炉内の搬送ロールに平板を均一に押し当てることは容易ではなく、平板が片当たりして偏摩耗が発生するという課題がある。本発明は、このような従来技術の課題を鑑みてなされた発明であり、その目的は、片当たりによる偏摩耗を抑制しながら搬送ロールを研磨できる研磨設備及び当該研磨設備で搬送ロールを研磨し、連続焼鈍設備で焼鈍鋼板を製造する焼鈍鋼板の製造方法を提供することである。
【課題を解決するための手段】
【0007】
上記課題を解決するための手段は、以下の通りである。
[1] 連続焼鈍設備において鋼板を搬送する搬送ロールを研磨する研磨設備であって、前記搬送ロールの周面に接触する第1研磨ロールと、前記第1研磨ロールを回転させる回転装置と、前記第1研磨ロールを前記搬送ロールの軸方向に移動させる移動装置と、前記第1研磨ロールを前記搬送ロールに押し付ける押し付け機構と、を有し、前記第1研磨ロールは、前記第1研磨ロールの軸方向の中央部の径が両端部の径よりも大きい樽形形状である、研磨設備。
[2] 前記第1研磨ロールは、周面から径方向に突出する複数の金属製のワイヤーを有するブラシロールである、[1]に記載の研磨設備。
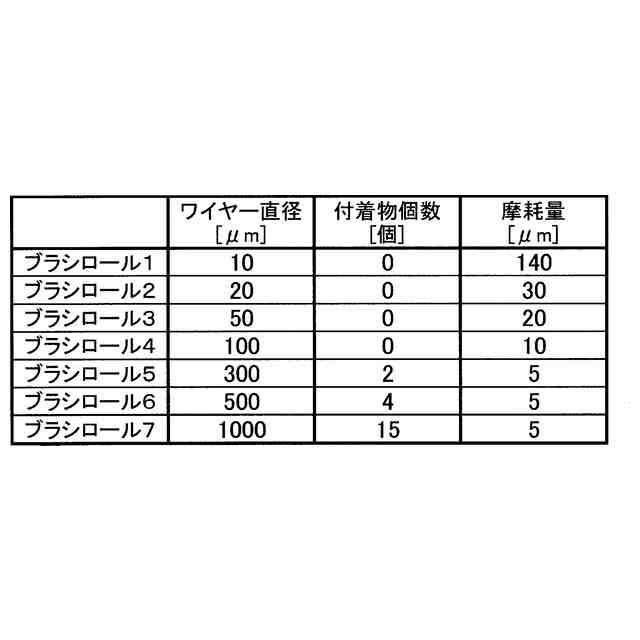
[3] 前記ワイヤーの直径は20μm以上500μm以下である、[2]に記載の研磨設備。
[4] 前記ワイヤーは、タングステン、モリブデン、コバルト、ニッケルクロム合金又はステンレスで構成される、[2]又は[3]に記載の研磨設備。
[5] 前記第1研磨ロールの周面に接触する研磨部材を有し、前記研磨部材は平板、砥石又は第2研磨ロールである、[1]から[4]のいずれかに記載の研磨設備。
[6] 前記搬送ロール及び第1研磨ロールからの脱落物を回収する回収装置を有する、[1]から[5]のいずれかに記載の研磨設備。
[7] [1]から[3]のいずれかに記載の研磨設備で前記搬送ロールを研磨し、前記連続焼鈍設備で鋼板を焼鈍して焼鈍鋼板を製造する、焼鈍鋼板の製造方法。
【発明の効果】
【0008】
本発明に係る研磨設備では、樽形の第1研磨ロールを搬送ロールの軸方向に移動させて搬送ロールを研磨するので、第1研磨ロールが搬送ロールに片当たりすることを抑制できる。これにより、第1研磨ロールを用いて片当たりによる偏摩耗を抑制しながら搬送ロールを研磨できるようになる。
【図面の簡単な説明】
【0009】
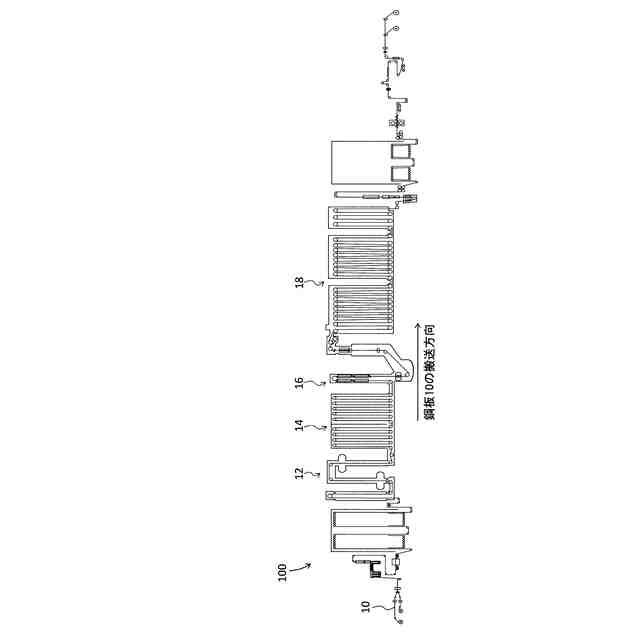
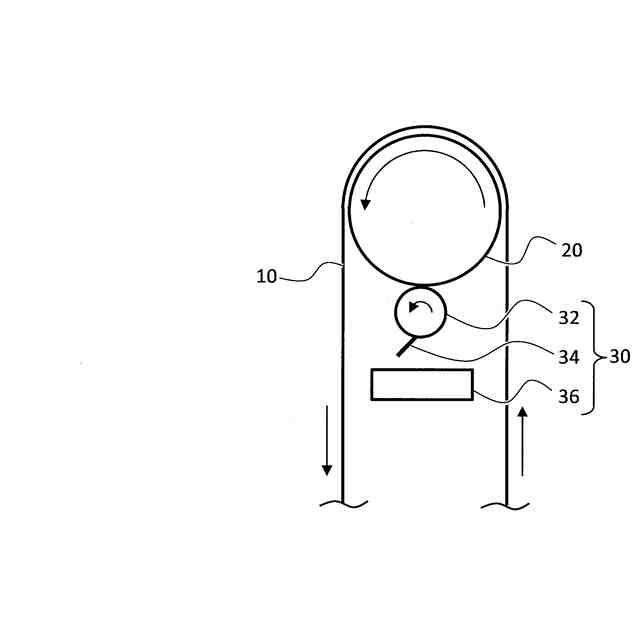
図1は、連続焼鈍設備の構成例を示す模式図である。
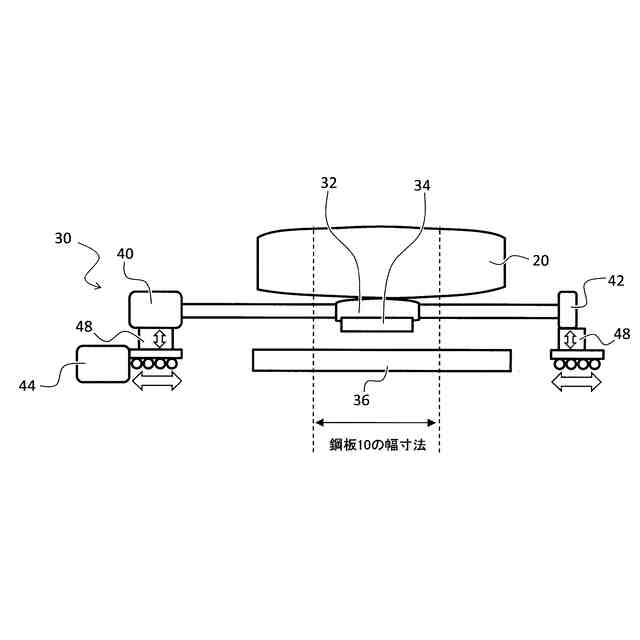
図2は、本実施形態に係る研磨設備の構成例を示す側面模式図である。
図3は、本実施形態に係る研磨設備の構成例を示す正面模式図である。
図4は、本実施形態に係る研磨設備の別の構成例を示す側面模式図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態を通じて本発明を説明する。但し、以下の実施形態は、本発明の好適な一例を示すものであり、これらの実施形態によって、本発明は何ら限定されるものではない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ