TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025100171
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023217348
出願日
2023-12-22
発明の名称
交流通電加熱装置およびコイルばねの製造方法
出願人
日本発條株式会社
代理人
弁理士法人スズエ国際特許事務所
主分類
H05B
6/10 20060101AFI20250626BHJP(他に分類されない電気技術)
要約
【課題】 コイルばねの素線の加熱温度分布を良好に制御可能とする。
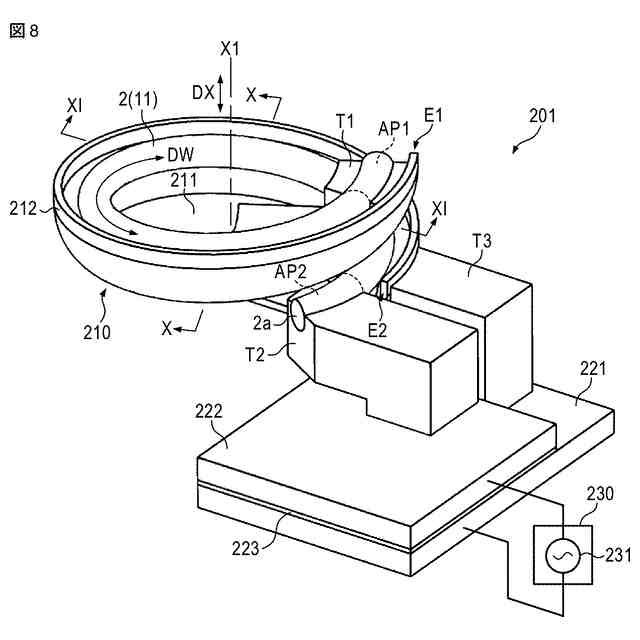
【解決手段】 実施形態に係る交流通電加熱装置は、交流電流を供給可能な電源と、コイルばねの螺旋状の素線の第1取付位置に取り付けられる第1端子と、前記素線の巻き方向において前記第1取付位置から離れた前記素線の第2取付位置に取り付けられる第2端子と、前記素線のうち前記第1取付位置と前記第2取付位置の間に位置する加熱対象部分と対向するように配置される導体と、を備えている。さらに、前記第1端子および前記第2端子を通じて前記素線に前記交流電流を流すことにより前記加熱対象部分を加熱する。
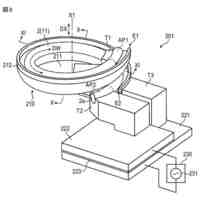
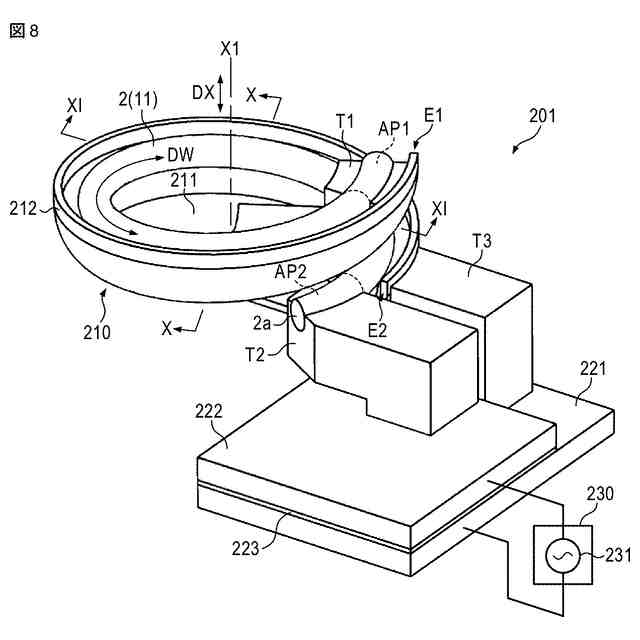
【選択図】 図8
特許請求の範囲
【請求項1】
交流電流を供給可能な電源と、
コイルばねの螺旋状の素線の第1取付位置に取り付けられる第1端子と、
前記素線の巻き方向において前記第1取付位置から離れた前記素線の第2取付位置に取り付けられる第2端子と、
前記素線のうち前記第1取付位置と前記第2取付位置の間に位置する加熱対象部分と対向するように配置される導体と、
を備え、
前記第1端子および前記第2端子を通じて前記素線に前記交流電流を流すことにより前記加熱対象部分を加熱する、
交流通電加熱装置。
続きを表示(約 1,200 文字)
【請求項2】
前記加熱対象部分に電流が流れるときに、当該電流と逆向きの電流が前記導体に流れる、
請求項1に記載の交流通電加熱装置。
【請求項3】
前記第2取付位置は、前記素線の座巻部に含まれるとともに、前記巻き方向において前記座巻部の端末と前記第1取付位置との間に位置している、
請求項2に記載の交流通電加熱装置。
【請求項4】
前記電源と前記導体を電気的に接続する第3端子をさらに備え、
前記第1端子は、前記導体と前記素線を電気的に接続し、
前記第2端子は、前記素線と前記電源を電気的に接続し、前記第2端子によって接続される前記素線と前記電源の間に前記導体が介在しない、
請求項3に記載の交流通電加熱装置。
【請求項5】
前記電源と前記導体を電気的に接続する第3端子をさらに備え、
前記第2端子は、前記導体と前記素線を電気的に接続し、
前記第1端子は、前記素線と前記電源を電気的に接続し、前記第1端子によって接続される前記素線と前記電源の間に前記導体が介在しない、
請求項3に記載の交流通電加熱装置。
【請求項6】
前記第1端子および前記第2端子は、前記導体を介さずに前記電源と電気的に接続され、
前記加熱対象部分に電流が流れるときに、前記導体が電気的にフローティング状態である、
請求項1に記載の交流通電加熱装置。
【請求項7】
前記第1取付位置と前記第2取付位置は、前記巻き方向において1巻き以上離れており、
前記導体の一部が、前記導体の他の一部と前記素線のコイル軸と平行な軸方向に重なっている、
請求項1乃至6のうちいずれか1項に記載の交流通電加熱装置。
【請求項8】
コイル軸を中心に素線を螺旋状に成形し、
前記素線の第1取付位置に第1端子を取り付け、
前記素線の巻き方向において前記第1取付位置から離れた前記素線の第2取付位置に第2端子を取り付け、
前記素線のうち前記第1取付位置と前記第2取付位置の間に位置する加熱対象部分と対向するように導体を配置し、
前記第1端子および前記第2端子を通じて前記素線に交流電流を流すことにより前記加熱対象部分を加熱する、
ことを含むコイルばねの製造方法。
【請求項9】
前記加熱対象部分に電流が流れるときに、当該電流と逆向きの電流が前記導体に流れる、
請求項8に記載のコイルばねの製造方法。
【請求項10】
前記第2取付位置は、前記素線の座巻部に含まれるとともに、前記巻き方向において前記座巻部の端末と前記第1取付位置との間に位置している、
請求項9に記載のコイルばねの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、交流通電加熱装置およびコイルばねの製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
例えば車両の懸架装置等の種々の装置でコイルばねが用いられている。この種のコイルばねにおいて、素線に対する局所的な加熱が必要となることがある。
【0003】
例えば、特許文献1,2,3には、コイルばねの耐へたり性や耐腐食疲労性を向上させる目的で、素線(ばね鋼)の内部や表面の一部を軟化させる技術が開示されている。このようにコイルばねの一部を軟化させるためには、当該一部を局所的に加熱しなければならない。
【先行技術文献】
【特許文献】
【0004】
特開2016-191445号公報
特許第6053916号公報
特開2010-133558号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
コイルばねを加熱する方法の一つとしては、交流電流を素線に流して発熱させる交流通電加熱が挙げられる。交流通電加熱を用いて素線の硬さ等の特性を局所的に変化させる場合、素線への通電時の加熱温度分布(電流密度分布)を制御する必要がある。しかしながら、従来の技術ではこのような加熱温度分布の制御を正確に行うことが困難であった。
【0006】
本発明は、このような事情に基づいてなされたものであり、コイルばねの素線の加熱温度分布を良好に制御可能な交流通電加熱装置およびコイルばねの製造方法を提供することを目的の一つとする。
【課題を解決するための手段】
【0007】
実施形態に係る交流通電加熱装置は、交流電流を供給可能な電源と、コイルばねの螺旋状の素線の第1取付位置に取り付けられる第1端子と、前記素線の巻き方向において前記第1取付位置から離れた前記素線の第2取付位置に取り付けられる第2端子と、前記素線のうち前記第1取付位置と前記第2取付位置の間に位置する加熱対象部分と対向するように配置される導体と、を備えている。さらに、当該交流通電加熱装置は、前記第1端子および前記第2端子を通じて前記素線に前記交流電流を流すことにより前記加熱対象部分を加熱する。
【0008】
また、実施形態に係るコイルばねの製造方法は、コイル軸を中心に素線を螺旋状に成形し、前記素線の第1取付位置に第1端子を取り付け、前記素線の巻き方向において前記第1取付位置から離れた前記素線の第2取付位置に第2端子を取り付け、前記素線のうち前記第1取付位置と前記第2取付位置の間に位置する加熱対象部分と対向するように導体を配置し、前記第1端子および前記第2端子を通じて前記素線に交流電流を流すことにより前記加熱対象部分を加熱する、ことを含む。
【発明の効果】
【0009】
本開示によれば、例えば、コイルばねの素線の加熱温度分布を良好に制御可能な交流通電加熱装置およびコイルばねの製造方法を提供することができる。
【図面の簡単な説明】
【0010】
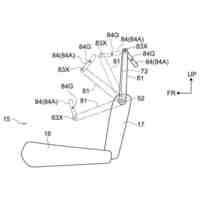
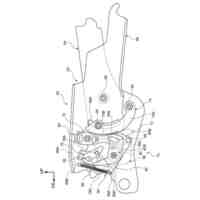
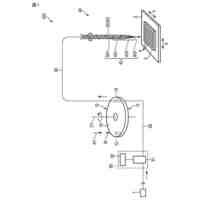
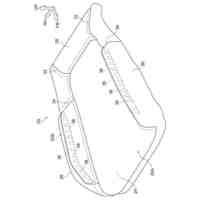
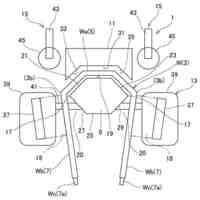
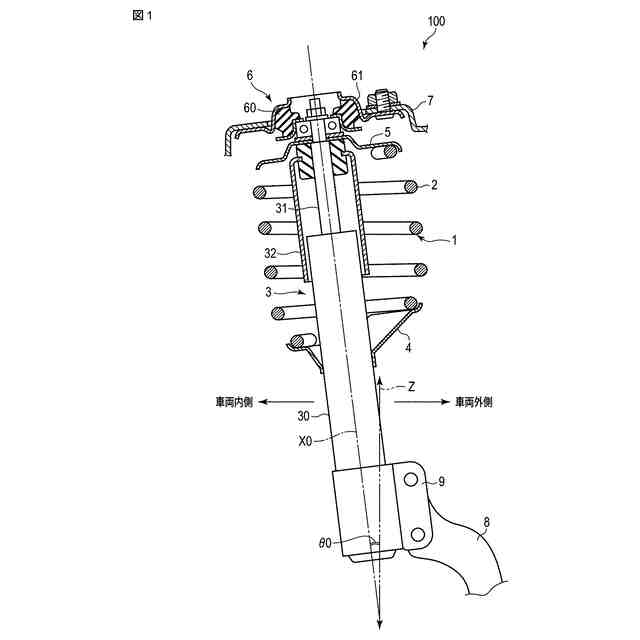
図1は、第1実施形態に係る懸架装置の概略的な断面図である。
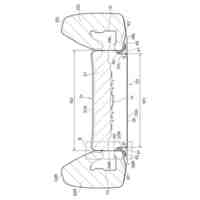
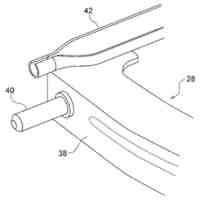
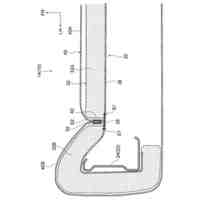
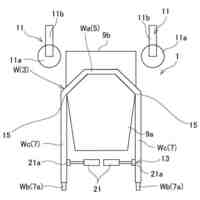
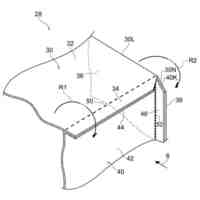
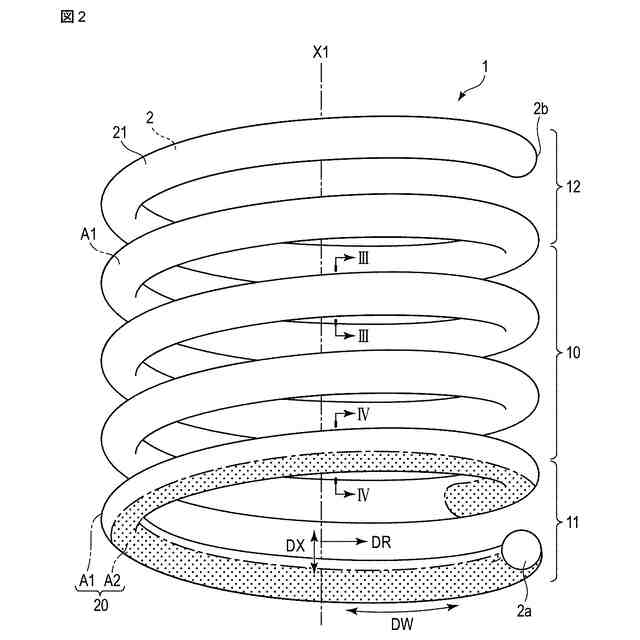
図2は、第1実施形態に係るコイルばねの概略的な斜視図である。
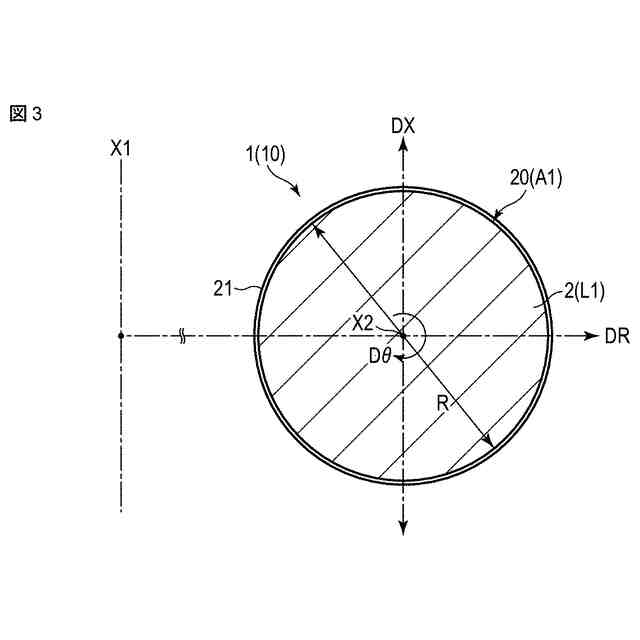
図3は、図2におけるIII-III線に沿うコイルばねの概略的な断面図である。
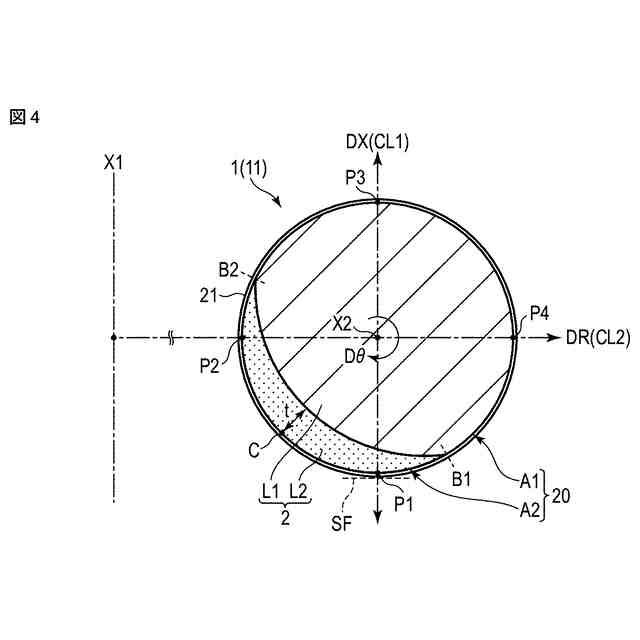
図4は、図2におけるIV-IV線に沿うコイルばねの概略的な断面図である。
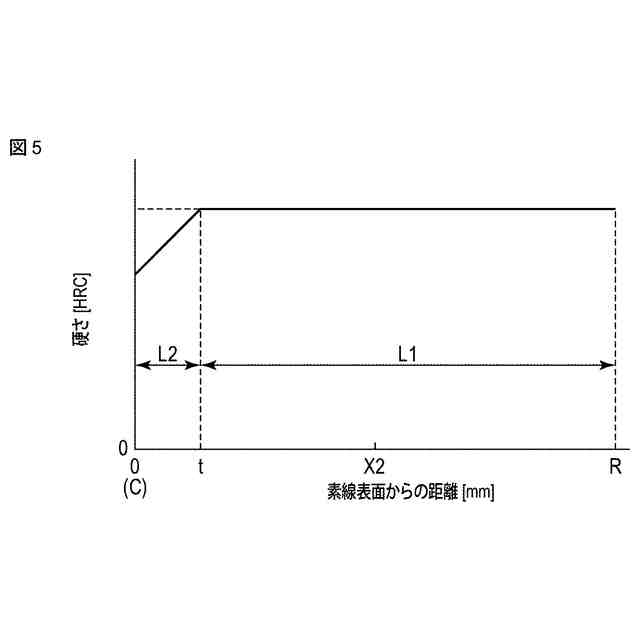
図5は、深さ方向における第1座巻部の硬さ分布の一例を示すグラフである。
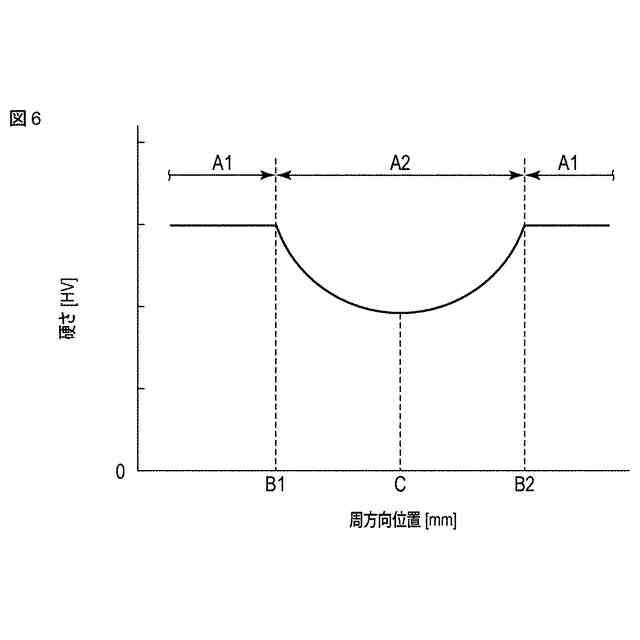
図6は、周方向における第1座巻部の表面の硬さ分布の一例を示すグラフである。
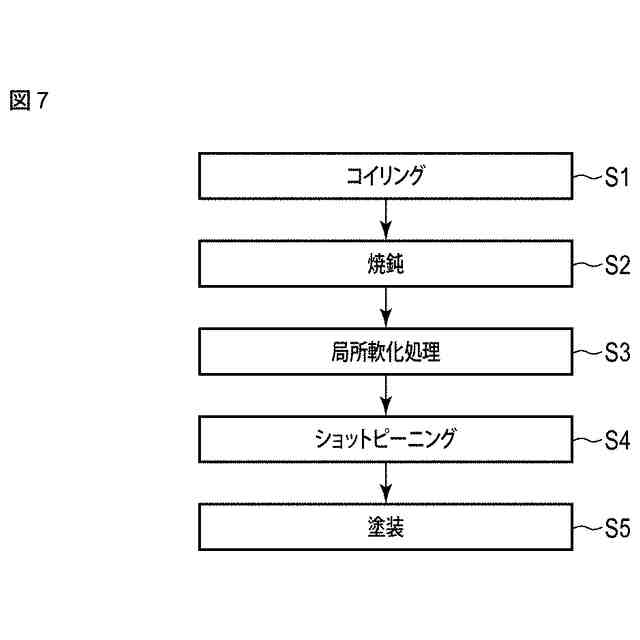
図7は、コイルばねの製造方法の一例を示すフローチャートである。
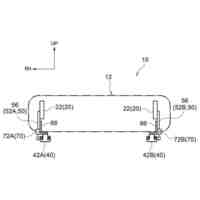
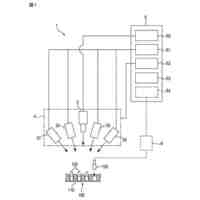
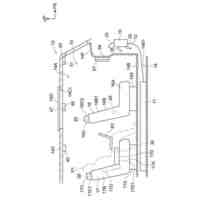
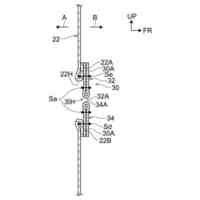
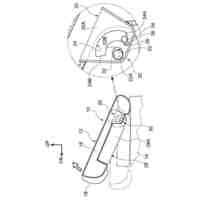
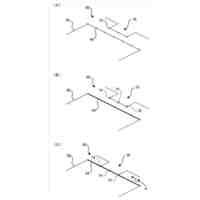
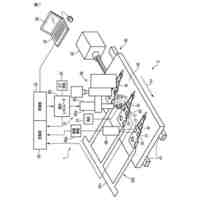
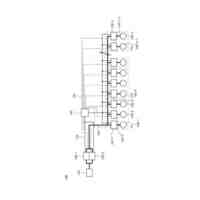
図8は、第1実施形態に係る交流通電加熱装置の概略的な斜視図である。
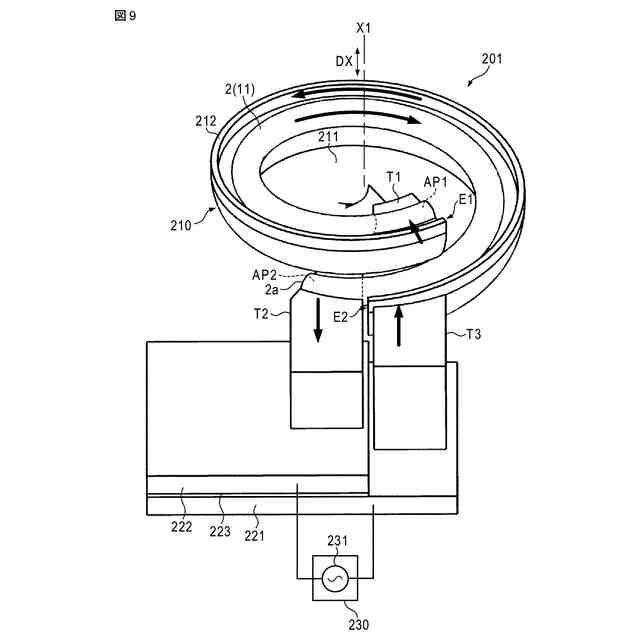
図9は、第1実施形態に係る交流通電加熱装置の他の概略的な斜視図である。
図10は、図8中のX-X線に沿う導体および素線の概略的な断面図である。
図11は、図8中のXI-XI線に沿う導体および素線の概略的な断面図である。
図12は、近接効果を説明するための模式図である。
図13は、導体を用いずに交流通電により加熱される座巻部の概略的な断面図である。
図14は、導体を用いた交流通電により加熱される座巻部の概略的な断面図である。
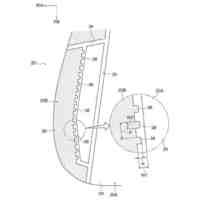
図15は、第2実施形態に係る交流通電加熱装置の概略的な斜視図である。
図16は、第2実施形態に係る交流通電加熱装置の他の概略的な斜視図である。
図17は、第3実施形態に係る交流通電加熱装置の概略的な斜視図である。
図18は、第3実施形態に係る交流通電加熱装置の他の概略的な斜視図である。
図19は、第1乃至第3実施形態に係る交流通電加熱装置により素線を加熱する際の加熱時間と有効電力の関係を示すグラフである。
図20は、第1乃至第3実施形態に係る交流通電加熱装置により素線を加熱する際の加熱時間と皮相電力の関係を示すグラフである。
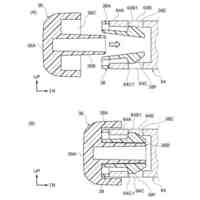
図21は、導体に適用し得る構成の第1変形例を示す概略的な断面図である。
図22は、導体に適用し得る構成の第2変形例を示す概略的な断面図である。
図23は、導体に適用し得る構成の第3変形例を示す概略的な断面図である。
図24は、導体に適用し得る構成の第4変形例を示す概略的な断面図である。
図25は、導体に適用し得る構成の第5変形例を示す概略的な断面図である。
図26は、導体に適用し得る構成の第6変形例を示す概略的な断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本発條株式会社
車両用シート
19日前
日本発條株式会社
シートバック
10日前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
車両用シート
17日前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
車両用シート
17日前
日本発條株式会社
車両用シート
20日前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
車両用シート
25日前
日本発條株式会社
加工油供給方法及び装置
10日前
日本発條株式会社
搬送装置および搬送方法
18日前
日本発條株式会社
押圧部材および保持装置
11日前
日本発條株式会社
検査装置および検査方法
1か月前
日本発條株式会社
シート部品及び車両用シート
17日前
日本発條株式会社
車両内電力無線送信システム
24日前
日本発條株式会社
シートパッド及び車両用シート
19日前
日本発條株式会社
シートパッド及び車両用シート
27日前
日本発條株式会社
車両用シートにおける操作装置
1か月前
日本発條株式会社
シートパッド及び車両用シート
27日前
日本発條株式会社
ストラップ挿通用の開口部構造
1か月前
日本発條株式会社
車両用シートのアームレスト構造
1か月前
日本発條株式会社
シートクッションパッド固定構造
17日前
日本発條株式会社
コイルセグメントの成形装置及び方法
1か月前
日本発條株式会社
コイルセグメントの製造装置及び方法
1か月前
日本発條株式会社
情報処理装置、方法およびプログラム
4日前
日本発條株式会社
ワークの製造装置と、ワークの製造方法
1か月前
日本発條株式会社
ヘッドレストグロメット及び車両用シート
1か月前
日本発條株式会社
スプレーガン及びシートパッドの製造方法
27日前
日本発條株式会社
パーソナルウォータクラフトと、その制御方法
17日前
日本発條株式会社
交流通電加熱装置およびコイルばねの製造方法
17日前
日本発條株式会社
リヤシートのシートバックカバー及びリヤシート
1か月前
日本発條株式会社
被膜付き金属部材の製造方法、及び被膜付き金属部材
1か月前
日本発條株式会社
駐車装置
1か月前
日本発條株式会社
シート表皮構造、車両用シート、及びシート表皮の製造方法
24日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ