TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025102616
公報種別
公開特許公報(A)
公開日
2025-07-08
出願番号
2024111438
出願日
2024-07-11
発明の名称
制御装置
出願人
株式会社デュプロ
代理人
主分類
B65H
39/042 20060101AFI20250701BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】給送作業の準備動作に関する様々な条件を応じて、適切なタイミングでシートの給送作業の準備動作を開始することを可能にする技術を提供する。
【解決手段】複数の給送部からシートを給送し、それらを重ねてシートセットを形成する丁合システムの制御装置26は、ユーザによる所定のスイッチ操作を受け付ける受付部66と、給送部からのシートの給送を制御する制御部68と、を備え、複数の給送部は、複数の給送グループにグループ分けされており、制御部は、複数の給送グループのうちの第1給送グループに属する給送部からシートを給送する第1給送作業中に受付部66がユーザによる所定のスイッチ操作を受け付けたときに、スイッチ操作をトリガとして、第1給送グループとは異なる第2給送グループに属する給送部からシートを給送する第2給送作業の準備動作を開始する。
【選択図】図5
特許請求の範囲
【請求項1】
複数の給送部からシートを給送し、それらを重ねてシートセットを形成する丁合システムの制御装置であって、
ユーザによる所定のスイッチ操作を受け付ける受付部と、
前記給送部からの前記シートの給送を制御する制御部と、
を備え、
前記複数の給送部は、複数の給送グループにグループ分けされており、
前記制御部は、前記複数の給送グループのうちの第1給送グループに属する前記給送部からシートを給送する第1給送作業中に前記受付部が前記ユーザによる所定のスイッチ操作を受け付けたときに、前記スイッチ操作をトリガとして、前記第1給送グループとは異なる第2給送グループに属する前記給送部からシートを給送する第2給送作業の準備動作を開始する、制御装置。
続きを表示(約 1,100 文字)
【請求項2】
前記スイッチ操作に用いられるスイッチは、給送作業の停止中に操作された場合には前記第2給送作業の準備動作とは異なる動作を前記丁合システムに実行させるためのスイッチとして機能する、請求項1に記載の制御装置。
【請求項3】
前記スイッチ操作に用いられるスイッチは、前記丁合システムを構成する丁合装置のうち前記第2給送グループに属する前記給送部を有する前記丁合装置に設けられたスイッチである、請求項1に記載の制御装置。
【請求項4】
前記準備動作は、前記給送部においてシートの束を積載する積載台を所定位置まで上昇させた後、前記シートの束から1枚のシートを捕らえる動作である、請求項1に記載の制御装置。
【請求項5】
前記制御部は、前記第2給送作業の準備動作の完了時に、前記第1給送作業を停止させ、前記第2給送作業を開始する、請求項1から4のいずれか1項に記載の制御装置。
【請求項6】
前記制御部は、前記第2給送作業の準備動作の開始後に前記第1給送グループに属するいずれかの前記給送部に積載されたシートの残量が所定量以下となった場合には前記第1給送作業を停止させ、前記第2給送作業の準備動作が完了している状態で前記第1給送グループに属するいずれかの前記給送部に積載されたシートの残量が前記所定量以下となった場合には前記第2給送作業を開始する、請求項1から4のいずれか1項に記載の制御装置。
【請求項7】
前記制御部は、前記第2給送作業の準備動作の開始後に前記第1給送グループに属するいずれかの前記給送部に積載されたシートが無くなった場合には前記第1給送作業を停止させ、前記第2給送作業の準備動作が完了している状態で前記第1給送グループに属するいずれかの前記給送部に積載されたシートが無くなった場合には前記第2給送作業を開始する、請求項1から4のいずれか1項に記載の制御装置。
【請求項8】
前記制御部は、前記スイッチ操作が行われてから所定時間経過したとき又は前記スイッチ操作が行われてから所定枚数のシートが給送されたとき、前記第2給送作業の準備動作を開始する、請求項1から4のいずれか1項に記載の制御装置。
【請求項9】
前記所定時間又は前記所定枚数は、オペレータによって設定可能である、請求項8に記載の制御装置。
【請求項10】
前記制御部は、前記スイッチ操作をトリガとして、前記第1給送作業を停止するとともに、前記第2給送作業の準備動作を開始する、請求項1から4のいずれか1項に記載の制御装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、制御装置に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
特許文献1は、丁合装置を開示する。特許文献1の丁合装置は、給紙台を複数グループに分け、全ての給紙台に用紙が積載されている第1グループから用紙の搬送を開始する。特許文献1の丁合装置は、第1グループのいずれかの給紙台から用紙がなくなった場合に、他の第2グループから用紙の搬送を開始する。
【0003】
一方、エアサクション式の丁合装置では、起動してからシートが給送できる状態となるまでの準備作業に時間がかかる。特許文献2に記載のエアサクション式の丁合装置は、用紙の給送開始時から所定回数給送したとき、あるいはニアエンドを検知したとき、第1グループからの用紙の給送を継続したまま第2グループからの用紙の給送の準備作業を開始する。特許文献2の丁合装置は、一方のグループでの丁合中に他方のブロックの用紙の給送準備が開始できるため、移行時の準備作業分の時間のロスを抑制することができる。
【先行技術文献】
【特許文献】
【0004】
特開2001-261222号公報
特開2018-34907号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、給送作業の準備動作にかかる時間は条件によって異なる。そのため、従来技術では、適切なタイミングでシートの給送作業の準備動作を開始できない場合があった。
【0006】
上記を鑑み、本発明のある態様の例示的な目的の一つは、給送作業の準備動作に関する様々な条件を応じて、適切なタイミングでシートの給送作業の準備動作を開始することを可能にする技術を提供することにある。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明のある態様の制御装置は、複数の給送部からシートを給送し、それらを重ねてシートセットを形成する丁合システムの制御装置であって、ユーザによる所定のスイッチ操作を受け付ける受付部と、前記給送部からの前記シートの給送を制御する制御部と、を備え、前記複数の給送部は、複数の給送グループにグループ分けされており、前記制御部は、前記複数の給送グループのうちの第1給送グループに属する前記給送部からシートを給送する第1給送作業中に前記受付部が前記ユーザによる所定のスイッチ操作を受け付けたときに、前記スイッチ操作をトリガとして、前記第1給送グループとは異なる第2給送グループに属する前記給送部からシートを給送する第2給送作業の準備動作を開始する。
【0008】
なお、以上の構成要素の任意の組み合わせや、本発明の構成要素や表現を方法、装置、システムなどの間で相互に置換したものもまた、本発明の態様として有効である。
【発明の効果】
【0009】
本発明によれば、給送作業の準備動作に関する様々な条件を応じて、適切なタイミングでシートの給送作業の準備動作を開始することを可能にする技術を提供できる。
【図面の簡単な説明】
【0010】
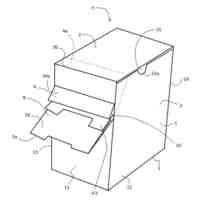
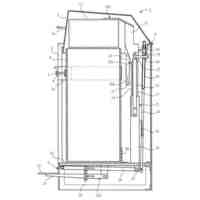
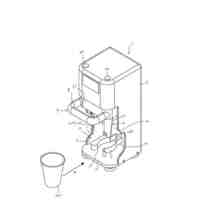
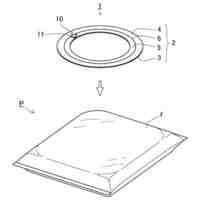
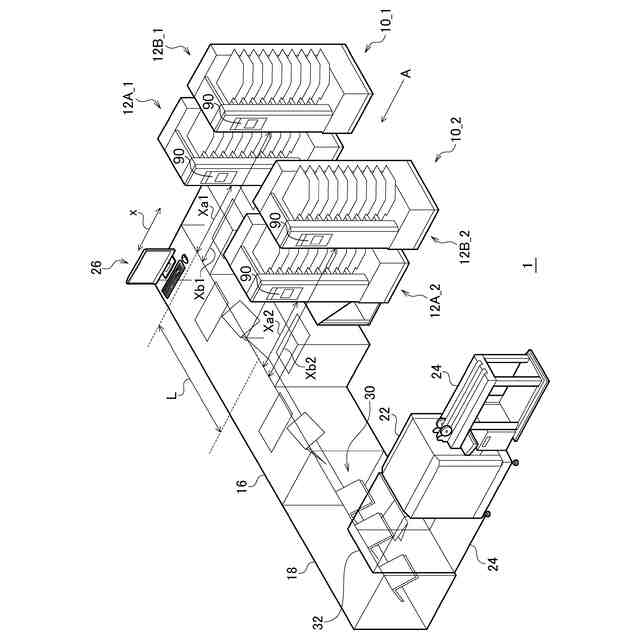
実施の形態に係る冊子作成システムの斜視図である。
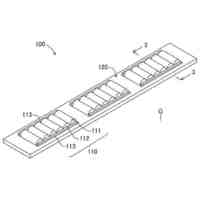
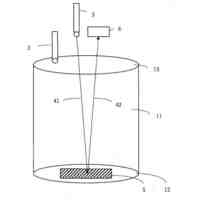
供給ラインの構成を示す図である。
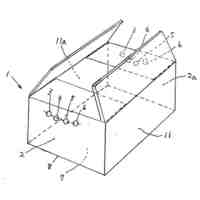
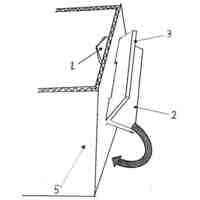
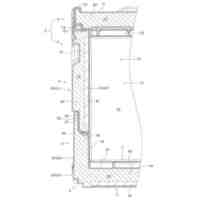
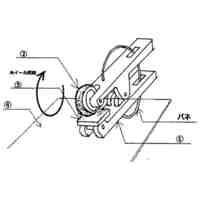
図1のA矢視図である。
操作パネル部の一例を示す図である。
冊子作成システムの制御系を示すブロック図である。
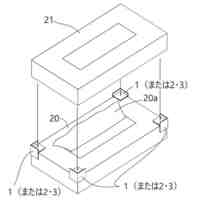
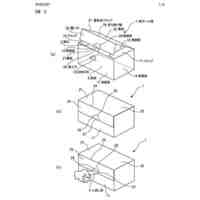
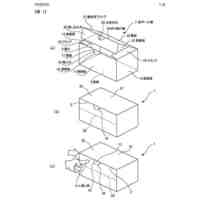
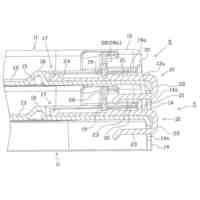
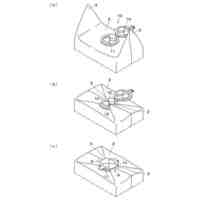
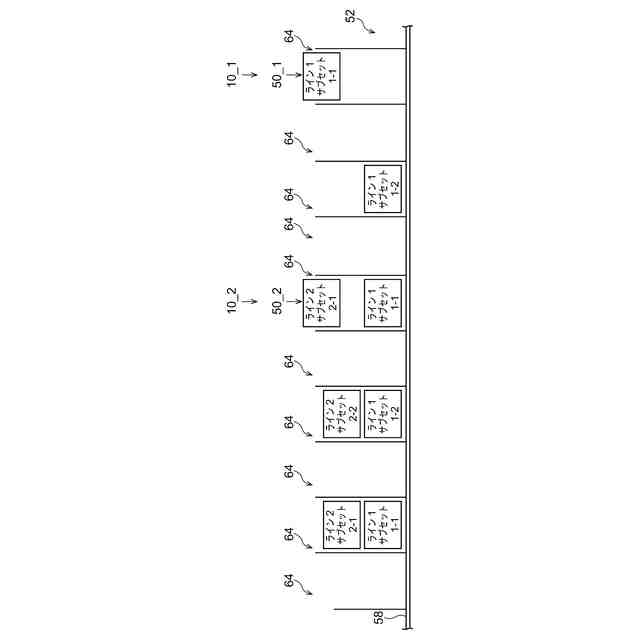
搬送機構の搬送区画へのシート束の送り込みの一例を示す図である。
搬送機構の搬送区画へのシート束の送り込みの別の例を示す図である。
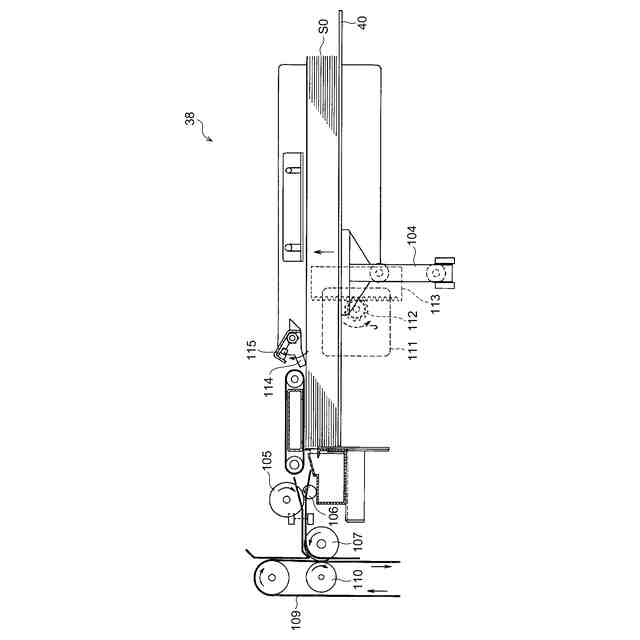
丁合装置における給送作業の準備動作を示す模式図である。
丁合装置における給送作業の準備動作を示す模式図である。
丁合装置における給送作業の準備動作を示す模式図である。
丁合装置における給送作業の準備動作を示す模式図である。
給送作業の準備動作を示す模式図である。
給送作業の動作を示す模式図である。
給送作業の動作を示す模式図である。
給送作業の動作を示す模式図である。
グループ設定画面を例示する図である。
第1実施形態の統合制御装置の処理を例示するフローチャートである。
第1実施形態の統合制御装置において移行元のある給送グループから移行先の次の給送グループへと給送作業が移行する際に想定されるケースを例示する図である。
第2実施形態の統合制御装置の処理を例示するフローチャートである。
第2実施形態の統合制御装置において移行元のある給送グループから移行先の次の給送グループへと給送作業が移行する際に想定されるケースを例示する図である。
第3実施形態の統合制御装置の処理を例示するフローチャートである。
第3実施形態の変形例の統合制御装置の処理を例示するフローチャートである。
第3実施形態及びその変形例の統合制御装置において移行元のある給送グループから移行先の次の給送グループへと給送作業が移行する際に想定されるケースを例示する図である。
第4実施形態の統合制御装置の処理を例示するフローチャートである。
第4実施形態の変形例の統合制御装置の処理を例示するフローチャートである。
第4実施形態及びその変形例の統合制御装置において移行元のある給送グループから移行先の次の給送グループへと給送作業が移行する際に想定されるケースを例示する図である。
第5実施形態の統合制御装置の処理を例示するフローチャートである。
第5実施形態の変形例の統合制御装置の処理を例示するフローチャートである。
第5実施形態及びその変形例の統合制御装置において移行元のある給送グループから移行先の次の給送グループへと給送作業が移行する際に想定されるケースを例示する図である。
第6実施形態の統合制御装置の処理を例示するフローチャートである。
第6実施形態の統合制御装置において移行元のある給送グループから移行先の次の給送グループへと給送作業が移行する際に想定されるケースを例示する図である。
グループ設定画面の他の例を示す図である。
変形例の統合制御装置の処理を例示するフローチャートである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
収容箱
3か月前
個人
コンベア
4か月前
個人
段ボール箱
6か月前
個人
段ボール箱
6か月前
個人
ゴミ収集器
6か月前
個人
宅配システム
6か月前
個人
バンド
1か月前
個人
角筒状構造体
5か月前
個人
楽ちんハンド
4か月前
個人
廃棄物収容容器
2か月前
個人
お薬の締結装置
5か月前
個人
包装容器
26日前
個人
貯蔵サイロ
6か月前
個人
積み重ね用補助具
2か月前
個人
蓋閉止構造
3か月前
個人
蓋閉止構造
3か月前
株式会社バンダイ
物品
7日前
株式会社コロナ
梱包材
5か月前
個人
把手付米袋
4か月前
個人
袋入り即席麺
7か月前
三甲株式会社
容器
5か月前
三甲株式会社
容器
5か月前
株式会社KY7
封止装置
3か月前
個人
搬送システム
6か月前
三甲株式会社
容器
1か月前
株式会社新弘
容器
2か月前
個人
輸送積荷用動吸振器
5か月前
三甲株式会社
蓋体
7か月前
個人
コード折り畳み器具
3か月前
個人
介護用コップ
1か月前
株式会社イシダ
搬送装置
6か月前
個人
開口形成シール
6か月前
個人
袋の自立保持具
4か月前
個人
反射板のある袋
3か月前
個人
簡単レジ袋オープナー
2か月前
個人
穴タブ付きフタの容器
3か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ