TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025106404
公報種別
公開特許公報(A)
公開日
2025-07-15
出願番号
2025062332,2023220760
出願日
2025-04-04,2019-08-08
発明の名称
加工装置
出願人
株式会社ニコン
代理人
個人
主分類
B23K
26/04 20140101AFI20250708BHJP(工作機械;他に分類されない金属加工)
要約
【課題】課題は、物体を適切に加工することが可能な加工装置を提供することである。
【解決手段】加工装置は、加工光源からの加工光を物体に照射することで物体を加工する加工装置であって、加工光源からの加工光と、パルス光を含む計測光とを合成する合成光学系と、合成光学系を介した加工光及び計測光を物体に照射する照射光学系と、合成光学系を介した加工光及び計測光が入射し、物体上での加工光の照射位置と物体上での計測光の照射位置とを変更する照射位置変更光学系とを備える。
【選択図】図3
特許請求の範囲
【請求項1】
加工光源からの加工光を物体に照射することで前記物体を加工する加工装置であって、
前記加工光源からの前記加工光と、パルス光を含む計測光とを合成する合成光学系と、
前記合成光学系を介した前記加工光及び前記計測光を前記物体に照射する照射光学系と、
前記合成光学系を介した前記加工光及び前記計測光が入射し、前記物体上での前記加工光の照射位置と前記物体上での前記計測光の照射位置とを変更する照射位置変更光学系と
を備える
加工装置。
続きを表示(約 880 文字)
【請求項2】
前記照射位置変更光学系は、前記物体上での前記加工光の前記照射位置と前記物体上での前記計測光の前記照射位置とを連動して変更する
請求項1に記載の加工装置。
【請求項3】
前記照射位置変更光学系は、前記合成光学系と前記照射光学系との間に配置される
請求項1又は2に記載の加工装置。
【請求項4】
前記照射位置変更光学系は、前記加工光の射出角度と前記計測光の射出角度とを変更する
請求項1から3のいずれか一項に記載の加工装置。
【請求項5】
前記照射光学系には、前記加工光と前記計測光とが入射し、
前記照射位置変更光学系による前記加工光の射出角度と前記計測光の射出角度との変更により、前記物体上での前記加工光の前記照射位置と前記物体上での前記計測光の前記照射位置とが変更される
請求項4に記載の加工装置。
【請求項6】
前記計測光を供給する計測光源を備え、
前記合成光学系には、前記計測光源からの前記計測光が入射する
請求項1から5のいずれか一項に記載の加工装置。
【請求項7】
前記計測光を第1計測光とするとき、前記照射光学系には、前記第1計測光の前記物体への照射によって前記物体から生じる第2計測光の少なくとも一部が入射する
請求項1から6のいずれか一項に記載の加工装置。
【請求項8】
前記照射光学系に入射した前記第2計測光は、前記合成光学系を経由して射出される
請求項7に記載の加工装置。
【請求項9】
前記合成光学系から射出される前記第2計測光は、前記第2計測光を検出する検出器へ向かう
請求項7又は8に記載の加工装置。
【請求項10】
前記検出器は、前記第1計測光の一部から生成される参照光と、前記第2計測光の少なくとも一部との干渉光を検出する
請求項9に記載の加工装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工光で物体を加工可能な加工装置の技術分野に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
物体を加工可能な加工装置として、特許文献1には、物体の表面に加工光を照射して構造を形成する加工装置が記載されている。この種の加工装置では、物体を適切に加工することが要求されている。
【先行技術文献】
【特許文献】
【0003】
米国特許第4,994,639号
【発明の概要】
【0004】
第1の態様によれば、加工光源からの加工光を物体に照射することで前記物体を加工する加工装置であって、前記加工光源からの前記加工光と、パルス光を含む計測光とを合成する合成光学系と、前記合成光学系を介した前記加工光及び前記計測光を前記物体に照射する照射光学系と、前記合成光学系を介した加工光及び前記計測光が入射し、前記物体上での前記加工光の照射位置と前記物体上での前記計測光の照射位置とを変更する照射位置変更光学系とを備える加工装置が提供される。
【図面の簡単な説明】
【0005】
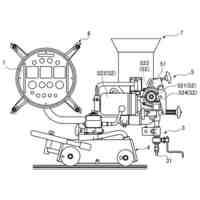
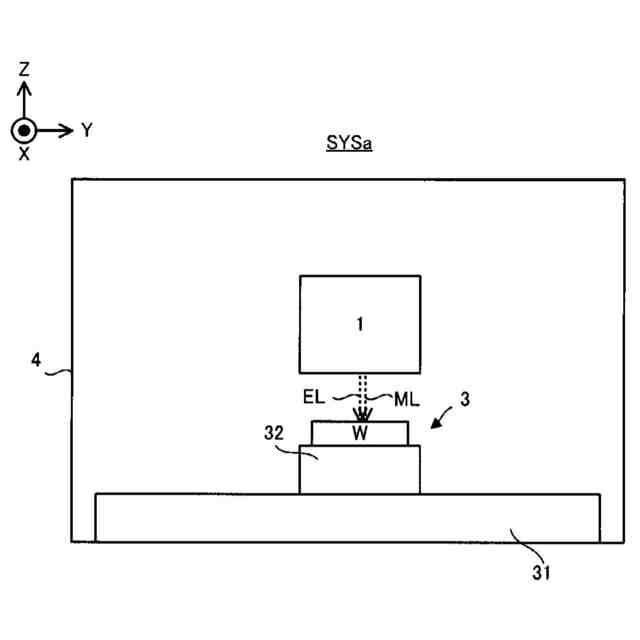
図1は、第1実施形態の加工システムの全体構造を模式的に示す断面図である。
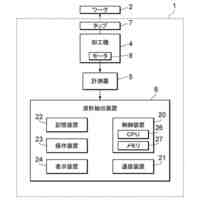
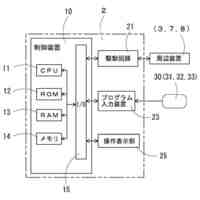
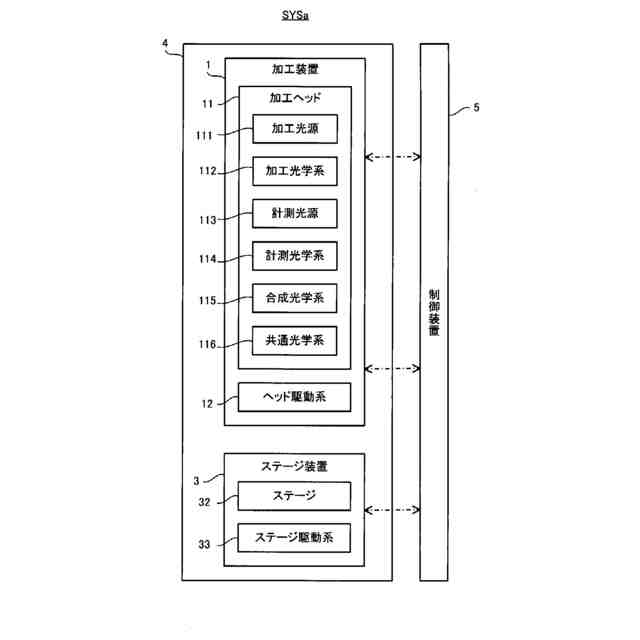
図2は、第1実施形態の加工システムのシステム構成を示すシステム構成図である。
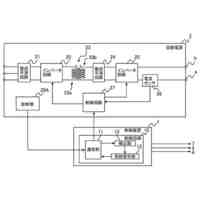
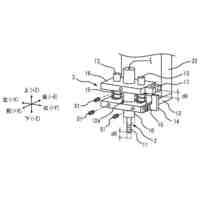
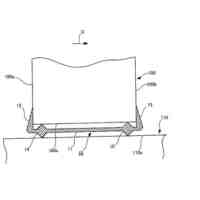
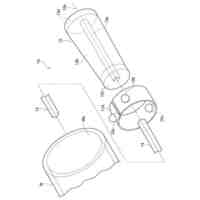
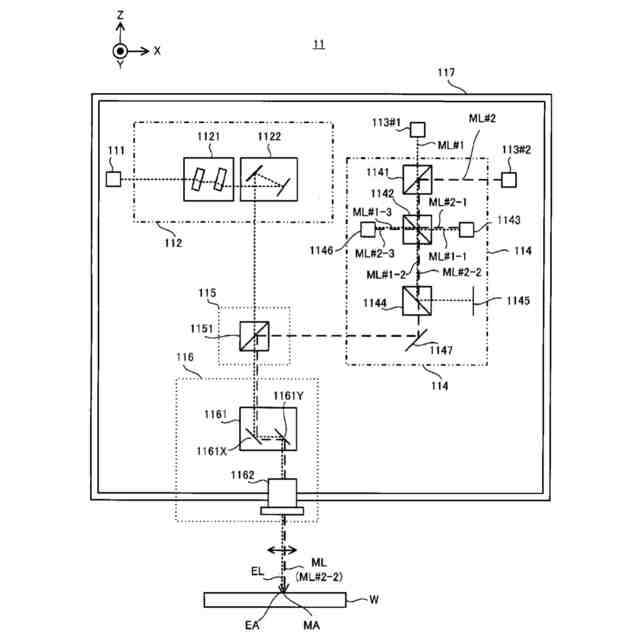
図3は、第1実施形態の加工ヘッドの構造を示す断面図である。
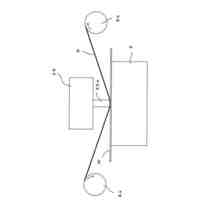
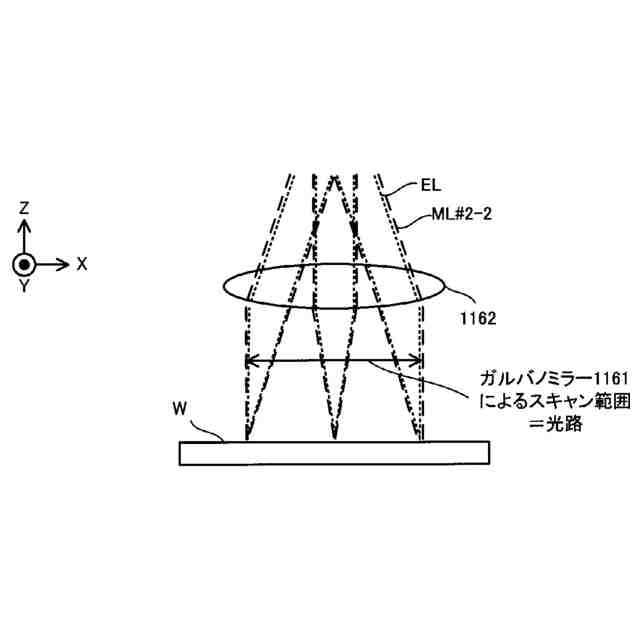
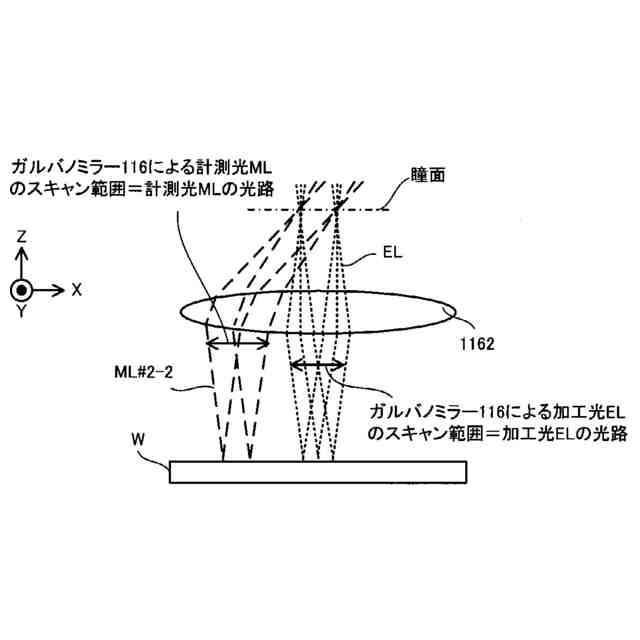
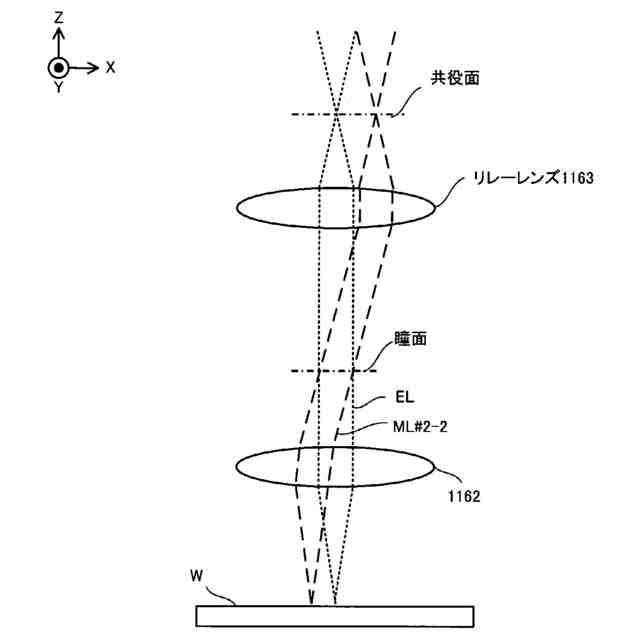
図4は、合成光学系とワークとの間における加工光の光路と計測光の光路とを部分的に示す断面図である。
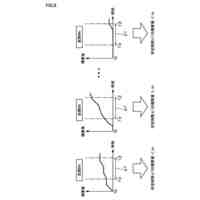
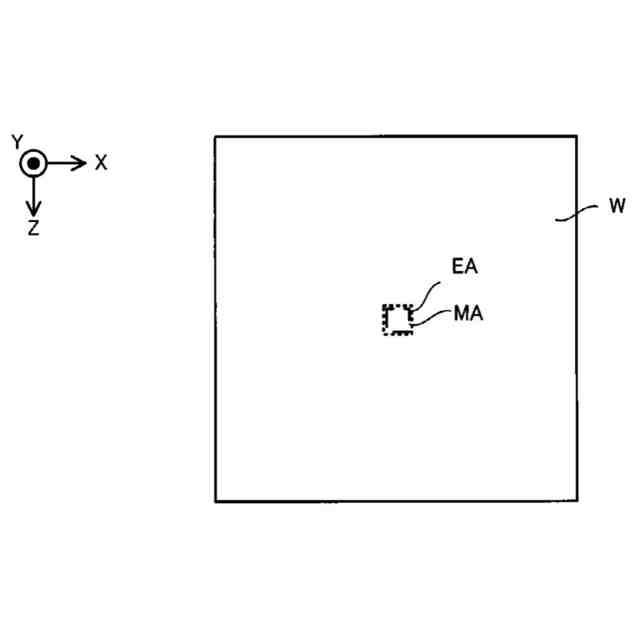
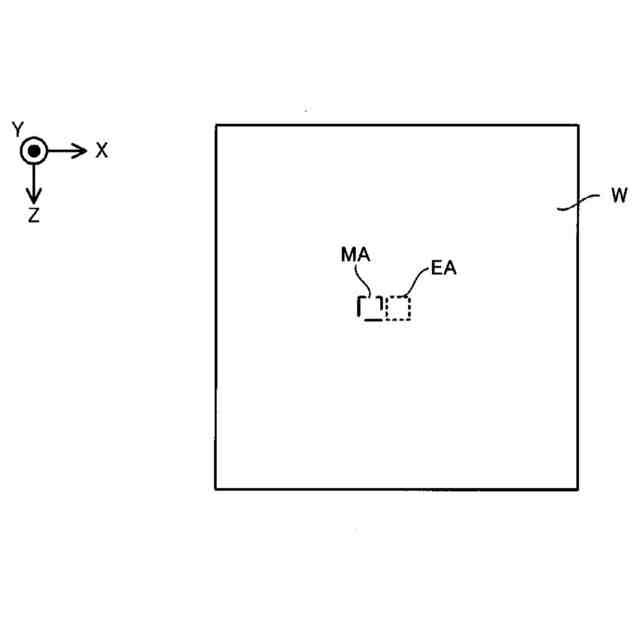
図5は、加工光が照射される被照射領域と計測光が照射される被照射領域とを示す平面図である。
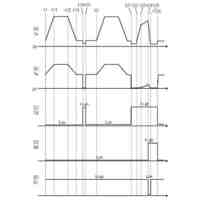
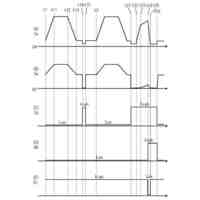
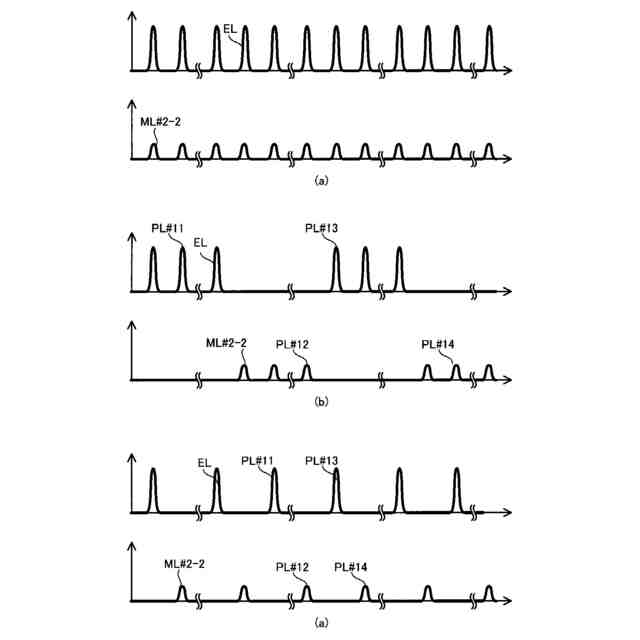
図6(a)から図6(c)のそれぞれは、加工光の照射タイミングと計測光の照射タイミングとを示すタイミングチャートである。
図7は、合成光学系とワークとの間における加工光の光路と計測光の光路とを部分的に示す断面図である。
図8は、加工光が照射される被照射領域と計測光が照射される被照射領域とを示す平面図である。
図9は、合成光学系とワークとの間における加工光の光路と計測光の光路とを部分的に示す断面図である。
図10は、検出器に入射する計測光と、検出器が検出した干渉光とを示すタイミングチャートである。
図11は、ヘッド駆動系の構造を示す断面図である。
図12は、ヘッド駆動系が備える第2駆動系の構造を示す断面図である。
図13は、第2実施形態の加工ヘッドの構造を示す断面図である。
図14は、第3実施形態の加工ヘッドの構造を示す断面図である。
図15は、第3実施形態の加工ヘッドの構造の他の例を示す断面図である。
図16は、第3実施形態の加工ヘッドの構造の他の例を示す断面図である。
図17は、第3実施形態の加工ヘッドの構造の他の例を示す断面図である。
図18は、第3実施形態の加工ヘッドの構造の他の例を示す断面図である。
図19は、第4実施形態の加工ヘッドの構造を示す断面図である。
図20は、第5実施形態の加工ヘッドの構造を示す断面図である。
図21は、第1の光学系候補が共通光学系として取り付けられた加工ヘッドを示す断面図である。
図22は、第2の光学系候補が共通光学系として取り付けられた加工ヘッドを示す断面図である。
図23は、第3の光学系候補が共通光学系として取り付けられた加工ヘッドを示す断面図である。
図24は、第7実施形態の加工システムの全体構造を模式的に示す断面図である。
図25は、第8実施形態の加工ヘッドの構造を示す断面図である。
図26は、第9実施形態の加工システムの全体構造を模式的に示す断面図である。
図27は、第9実施形態の加工システムのシステム構成を示すシステム構成図である。
図28は、第9実施形態の加工ヘッドの構造を示す断面図である。
図29は、第9実施形態の計測ヘッドの構造を示す断面図である。
図30は、第10実施形態の加工システムの全体構造を模式的に示す断面図である。
図31は、第11実施形態の加工システムの全体構造を模式的に示す断面図である。
図32は、第12実施形態の加工システムの全体構造を模式的に示す断面図である。
図33は、エンドエフェクタを備える加工装置の構造の一例を示す断面図である。
【発明を実施するための形態】
【0006】
以下、図面を参照しながら、加工装置、加工部材、ロボットシステム及び測定装置の実施形態について説明する。以下では、加工光ELを用いてワークWを加工する加工システムSYSを用いて、加工装置、加工部材、ロボットシステム及び測定装置の実施形態を説明する。但し、本発明が以下に説明する実施形態に限定されることはない。
【0007】
また、以下の説明では、互いに直交するX軸、Y軸及びZ軸から定義されるXYZ直交座標系を用いて、加工システムSYSを構成する各種構成要素の位置関係について説明する。尚、以下の説明では、説明の便宜上、X軸方向及びY軸方向のそれぞれが水平方向(つまり、水平面内の所定方向)であり、Z軸方向が鉛直方向(つまり、水平面に直交する方向であり、実質的には上下方向)であるものとする。また、X軸、Y軸及びZ軸周りの回転方向(言い換えれば、傾斜方向)を、それぞれ、θX方向、θY方向及びθZ方向と称する。ここで、Z軸方向を重力方向としてもよい。また、XY平面を水平方向としてもよい。
【0008】
(1)第1実施形態の加工システムSYSa
初めに、第1実施形態の加工システムSYS(以降、第1実施形態の加工システムSYSを、“加工システムSYSa”と称する)について説明する。
【0009】
(1-1)加工システムSYSaの構造
初めに、図1及び図2を参照しながら、第1実施形態の加工システムSYSaの構造について説明する。図1は、第1実施形態の加工システムSYSaの構造を模式的に示す断面図である。図2は、第1実施形態の加工システムSYSaのシステム構成を示すシステム構成図である。
【0010】
図1及び図2に示すように、加工システムSYSaは、加工装置1と、ステージ装置3と、制御装置5とを備えている。加工装置1及びステージ装置3は、筐体4に収容されている。但し、加工装置1及びステージ装置3は、筐体4に収容されていなくてもよい。つまり加工システムSYSaは、加工装置1及びステージ装置3を収容する筐体4を備えていなくてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
2か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め装置
20日前
株式会社FUJI
工作機械
12日前
株式会社FUJI
工作機械
24日前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
村田機械株式会社
レーザ加工機
1か月前
株式会社トヨコー
被膜除去方法
1か月前
村田機械株式会社
レーザ加工機
1か月前
住友重機械工業株式会社
加工装置
17日前
有限会社 ナプラ
ソルダペースト
17日前
トヨタ自動車株式会社
溶接ヘッド
1か月前
株式会社ダイヘン
溶接装置
13日前
トヨタ自動車株式会社
溶接ヘッド
1か月前
株式会社不二越
超硬合金製ドリル
2か月前
トヨタ自動車株式会社
溶接マスク
20日前
株式会社ダイヘン
溶接装置
13日前
日東精工株式会社
はんだこて先の製造方法
1か月前
日東精工株式会社
はんだこて先の製造方法
2か月前
株式会社不二越
摩耗判定装置
1か月前
株式会社不二越
波形抽出装置
1か月前
ブラザー工業株式会社
工作機械
12日前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
溶接システム
2か月前
株式会社アドウェルズ
超音波加工装置
2か月前
株式会社FUJI
周辺装置制御用治具
2か月前
株式会社ジャノメ
インサート挿入装置
1か月前
株式会社向洋技研
プロジェクション溶接部材
17日前
株式会社IHI
支持機構
24日前
DMG森精機株式会社
工作機械
27日前
株式会社ダイヘン
パルスアーク溶接制御方法
24日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ