TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025106581
公報種別
公開特許公報(A)
公開日
2025-07-15
出願番号
2025069090,2025506050
出願日
2025-04-18,2024-04-24
発明の名称
プレス成形部品
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B21D
22/20 20060101AFI20250708BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】本発明は、複数の部分ブランクを部分的に重ね合わせて形成した一体化ブランクをプレス成形するに際しクラックなどの破断を抑止することを課題とし、そのようなブランク(一体化ブランク)を提供することを目的とする。
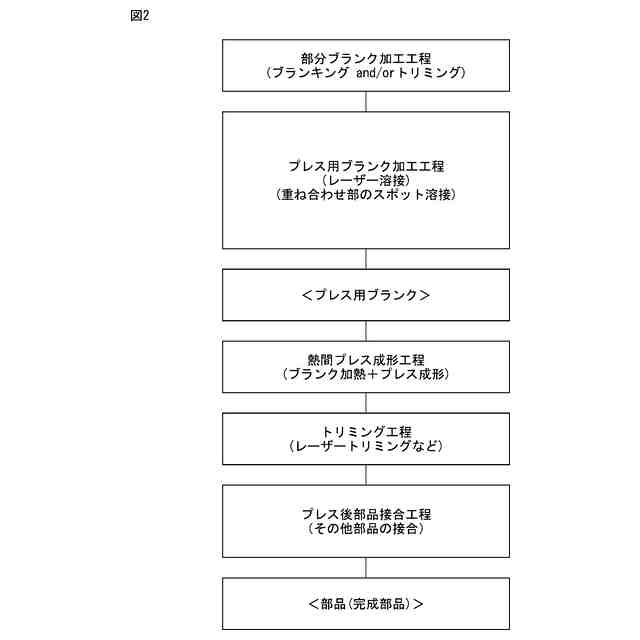
【解決手段】鋼板からなる複数の部分ブランクを接合して一体化したプレス成形用ブランクにおいて、少なくとも2つの部分ブランクが部分的に重ね合わせられた重ね合わせ部を有するプレス成形用ブランクの製造方法であって、予め重ね合わせ部におけるプレス成形による部分ブランクの材料流入量(各部分ブランク上の点の移動ベクトル)を求め、部分ブランクの材料流入量(移動ベクトル)の差の絶対値が、予め定めた限界値より小さい部分のみで、重ね合わせ部を構成する部分ブランクを接合することでプレス成形用ブランクを製造し、当該ブランクを熱間プレス成形後に、重ね合わせ部のその他の部分を接合して所望のプレス成形部品を得る。
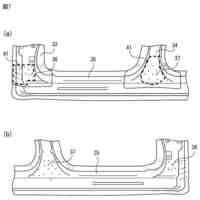
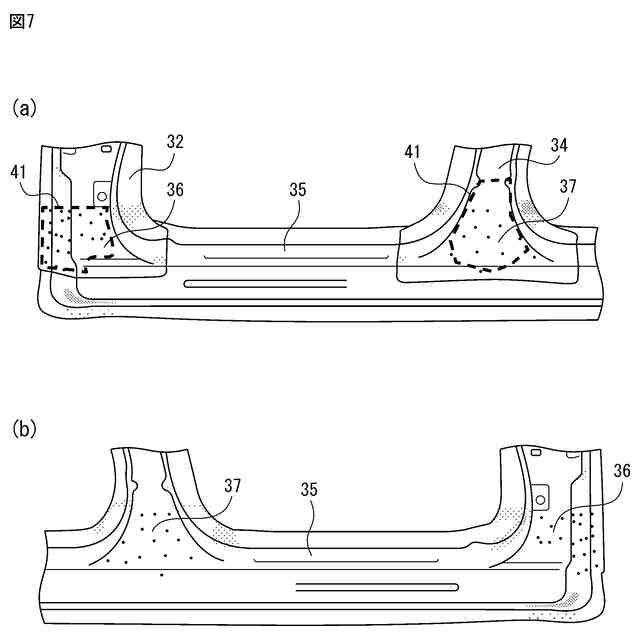
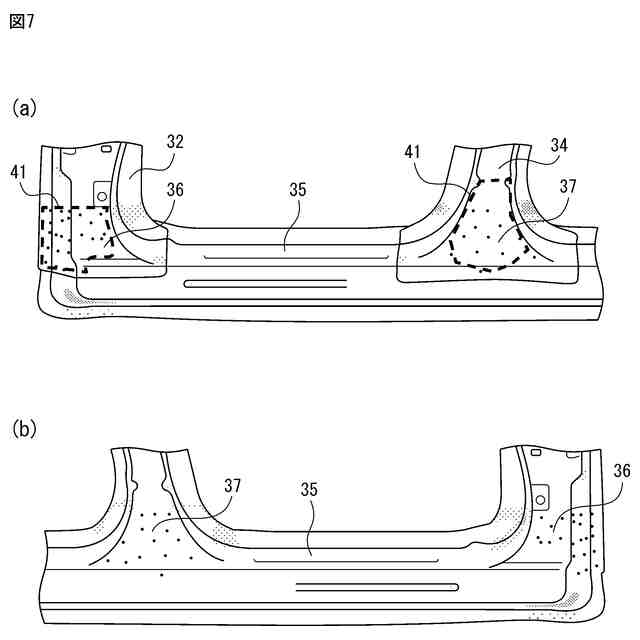
【選択図】図7
特許請求の範囲
【請求項1】
鋼板からなる複数の部分ブランクが接合され、
少なくとも2つの前記部分ブランクが、部分的に重ね合わせられて構成された重ね合わせ部において複数の接合部分で接合されており、
前記部分ブランクのうち最外側の部分ブランクの前記接合部分の中心を含む部分ブランクの表面に垂直な断面で、前記部分ブランクの他の部分ブランクと接している表面から板厚の1/4の位置において、
前記接合部分の中心から15mm以上離れ、前記接合をしていない位置でのビッカース硬度をHvmとしたときに、
前記複数の接合部分の一部が、当該接合部分の端部から母材側に5mm以内の範囲におけるビッカース硬度での最大硬度と最小硬度の差である△Hvが0.2Hvm未満であり、
前記複数の接合部分のその他の接合部分が、前記△Hvが0.2Hvm以上である
ことを特徴とするプレス成形部品。
続きを表示(約 820 文字)
【請求項2】
前記接合がスポット溶接である請求項1に記載のプレス成形部品。
【請求項3】
前記複数の接合部分の一部が、予めプレス成形による前記重ね合わせ部における前記部分ブランクの材料流入量を求めたときに、前記部分ブランクの材料流入量の差の絶対値が、予め定めた限界値より小さい部分に設定されている請求項1に記載のプレス成形部品。
【請求項4】
前記予め定めた限界値が、プレス成形による前記部分ブランクの材料流入量の差の絶対値で1mmである請求項3に記載のプレス成形部品。
【請求項5】
前記複数の接合部分のうち前記一部以外の接合部分が、プレス成形により伸びフランジ変形をする部分に設定されている請求項1~4のいずれか1項に記載のプレス成形部品。
【請求項6】
前記プレス成形部品の前記重ね合わせ部が、L字状またはT字状の部分を含む請求項1~4のいずれか1項に記載のプレス成形部品。
【請求項7】
前記プレス成形部品の前記重ね合わせ部が、L字状またはT字状の部分を含む請求項5に記載のプレス成形部品。
【請求項8】
前記複数の接合部分の一部が、予めプレス成形による前記重ね合わせ部における前記部分ブランクの材料流入量を求めたときに、前記部分ブランクの材料流入量の差の絶対値が、予め定めた限界値より小さい部分に設定されている請求項2に記載のプレス成形部品。
【請求項9】
前記予め定めた限界値が、プレス成形による前記部分ブランクの材料流入量の差の絶対値で1mmである請求項8に記載のプレス成形部品。
【請求項10】
前記複数の接合部分のうち前記一部以外の接合部分が、プレス成形により伸びフランジ変形をする部分に設定されている請求項8または9に記載のプレス成形部品。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、テーラードブランクを用いたプレス成形部品の製造方法、プレス成形部品、プレス成形用ブランクの製造方法、およびプレス成形用ブランクに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
自動車などを中心に、ライフサイクルGHG(ライフサイクル全体での温室効果ガス(Greenhouse Gas)の排出総量)の低減が求められており、部品点数削減や工程省略による製造ラインの高効率化を目的にした部品・モジュール一体化の要求が高まっている。そのため、最適化設計の導入に伴い部品中において異なる品種の鋼板を組み合わせて一体化したブンラク、いわゆるテーラードブランク(TWB:Tailored Welded Blank))のプレス成形による部品製造への要求が高まっている。TWBのプレス成形技術については、以前から種々提案されている(例えば特許文献1)。
【0003】
TWBで一体化したブランク(一体化ブランク)は、通常、異なる厚さや品種の鋼板からなる部分ごとのブランク(部分ブランク)を突き合わせ溶接して製造される。一体化ブランクの大型化に伴い、2つの部分ブランクを部分的に重複させ、その重複部分をスポット溶接して一体化ブランクを製造する方法が提案されている(特許文献2)。部品・モジュールの大型化と、それにともなう部品製造の効率化や低コスト化の流れの中で、一体化ブランクの一括プレス成形による部品製造は、ますます着目されている。
【0004】
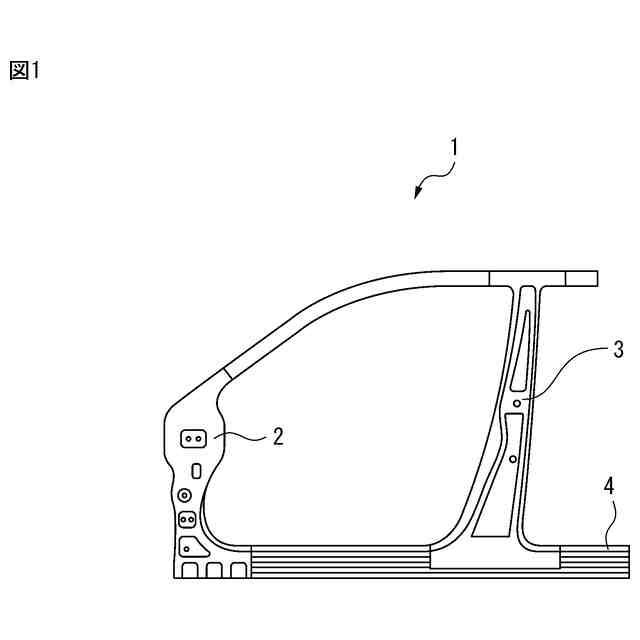
例えば特許文献3には、自動車構造部品の製造において、内側前方ピラー、内側中心ピラー、内側再度レールを別個に熱間プレスで製造するに際し、内側前方ピラーと内側中心ピラーに局所的に補強ブランクを取り付けて熱間プレスすることが記載されている。しかし、特許文献3に開示されている自動車構造部品は、広い意味でパーツごとの一体化成形ではあるが、自動車構造部品(特許文献3は上方ドアリング部品)を一体成形したものではない。
【先行技術文献】
【特許文献】
【0005】
国際公開第2020/059804号
特表2021-528248号公報
国際公開第2017/098427号
【発明の概要】
【発明が解決しようとする課題】
【0006】
2つの部分ブランクを重ね合わせて接合(例えば、スポット溶接、重ね合わせ溶接など)して得られた一体化ブランクをプレス成形したときに、部分ブランクの重ね合わせた部分においてクラックなどの破断が観察される場合がある。部品中にクラックなどの破断が発生すると、部品品質を著しく悪化させ、廃棄処分される。即ち、プレス成型品の破断は、品質上だけでなく生産性上の問題につながる。
【0007】
冷間加工に比較して大きい加工ひずみ量を許容できる熱間プレス成形(ホットスタンプング成形)においては、このような問題は認識されていなかった。特に、部品の複雑形状化の要求と大型部品(例えばドアリングのような自動車構造部品など)の一体成形化の要求に伴い、テーラードブランクによる一体化ブランクの熱間プレスによる一体成形が求められる中、部分ブランクの重ね合わせた部分においてクラックなどの破断が観察される場合があり、問題が顕在化してきた。
【0008】
本発明は、複数の部分ブランクを部分的に重ね合わせて形成した一体化ブランクをプレス成形するに際しクラックなどの破断を抑制することを課題とする。
【課題を解決するための手段】
【0009】
本発明者らは、上記課題を達成するため鋭意開発を進め、以下の知見を得た。
【0010】
(ア)
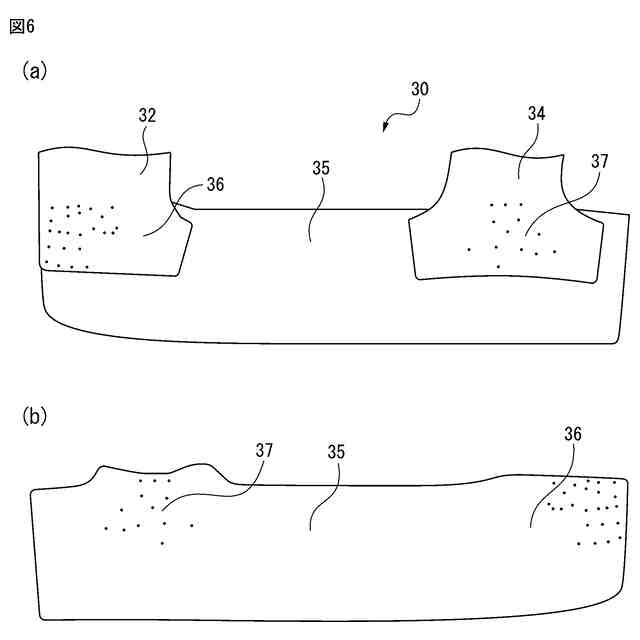
まず、鋼板からなる複数の部分ブランクを接合して一体化するにときに、少なくとも2つの部分ブランクが部分的に重ね合わせられた重ね合わせ部を有するプレス成形用ブランクを製造して破断の発生状態を調査検証した。一例として重ね合わせ部をスポット溶接で接合したプレス成形用ブランクを製造し調査検証を進めた。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
角形鋼管
11日前
日本製鉄株式会社
柱梁接合部
10日前
日本製鉄株式会社
圧延H形鋼
11日前
日本製鉄株式会社
転炉吹錬方法
12日前
日本製鉄株式会社
転炉吹錬方法
12日前
日本製鉄株式会社
鋼線及び撚り線
11日前
日本製鉄株式会社
パネル用支持具
10日前
日本製鉄株式会社
パネル用支持具
10日前
日本製鉄株式会社
鋼管用ねじ継手
10日前
日本製鉄株式会社
鋼線及びロープ
11日前
日本製鉄株式会社
鋼板及び鋼板の製造方法
4日前
日本製鉄株式会社
鋼材、及び、ガス浸炭機械構造用部品
11日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
10日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
12日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
12日前
日本製鉄株式会社
鉄鉱石原料の装入領域の決定方法及び高炉の操業方法
10日前
日本製鉄株式会社
接合構造
3日前
日本製鉄株式会社
試験片、試験片の作製方法、および疲労き裂進展試験方法
11日前
日本製鉄株式会社
プレス成形部品
5日前
日本製鉄株式会社
炭化水素製造触媒、炭化水素製造触媒の製造方法、及び炭化水素の製造方法
12日前
トーカロ株式会社
金属板搬送ロールの補修方法、及び補修済金属板搬送ロール
12日前
日本製鉄株式会社
金属材料探索方法、金属材料探索装置、金属材料探索システム及びコンピュータープログラム
10日前
日本製鉄株式会社
スクラップ等級判定装置、スクラップ等級判定システム、スクラップ等級判定方法、機械学習モデル及びプログラム
11日前
日本製鉄株式会社
フェライト系ステンレス鋼板、電気加熱触媒用の部材、電気加熱触媒、フェライト系ステンレス鋼板の製造方法および電気加熱触媒用の部材の製造方法
3日前
日本製鉄株式会社
フェライト系ステンレス鋼板、電気加熱触媒用の部材、電気加熱触媒、フェライト系ステンレス鋼板の製造方法および電気加熱触媒用の部材の製造方法
3日前
個人
棒鋼連続引抜装置
4か月前
個人
ヘッダー加工機
1か月前
株式会社オプトン
曲げ加工装置
4か月前
株式会社不二越
NC転造盤
4か月前
株式会社不二越
NC転造盤
10日前
日東精工株式会社
中空軸部品の製造方法
24日前
日伸工業株式会社
プレス加工装置
24日前
東栄工業株式会社
ダブルデッキヘミング金型
20日前
トヨタ紡織株式会社
プレス金型
1か月前
工機ホールディングス株式会社
ニブラ
2か月前
株式会社西田製作所
パンチャーヘッド
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ