TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025117632
公報種別
公開特許公報(A)
公開日
2025-08-13
出願番号
2024012461
出願日
2024-01-31
発明の名称
レーザ加工装置
出願人
株式会社東京精密
代理人
弁理士法人インターブレイン
主分類
B23K
26/146 20140101AFI20250805BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ワークの加工と洗浄の効率を高めることが可能なレーザ加工装置を提供する。
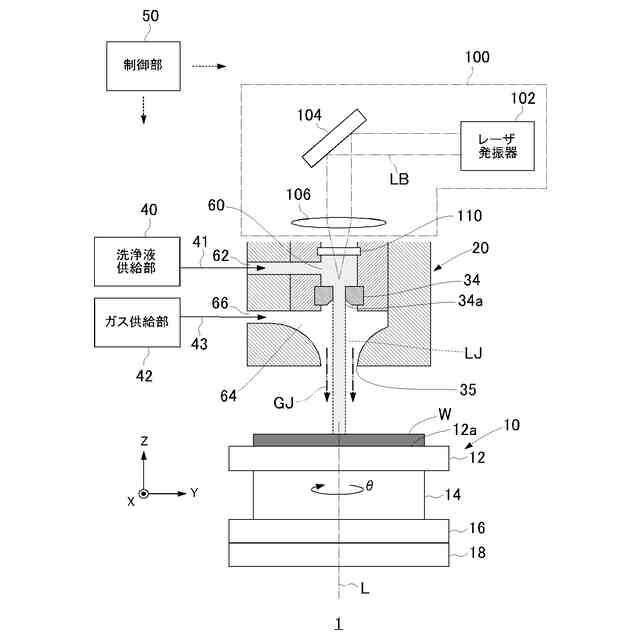
【解決手段】レーザ加工装置1は、ワークWを保持するワーク保持部10と、ワークWを加工するためのレーザLBを出力するレーザ出力部と、ワークWの表面に向けて液体ジェットLJを吐出する洗浄ノズル34とを含む加工ヘッド20と、加工ヘッド20とワーク保持部10とを相対的に移動させることにより、ワークWにおけるレーザLBの照射位置および液体ジェットLJの吐出位置を変化させる移動機構と、レーザLBの出力および液体ジェットLJの吐出を制御する制御部50と、を備える。制御部50は、レーザLBを出力してワークWの加工を制御する加工モードと、レーザLBの出力を停止しつつ液体ジェットLJを吐出してワークWを洗浄する洗浄モードとを、ワークWの処理工程に応じて切り替える。
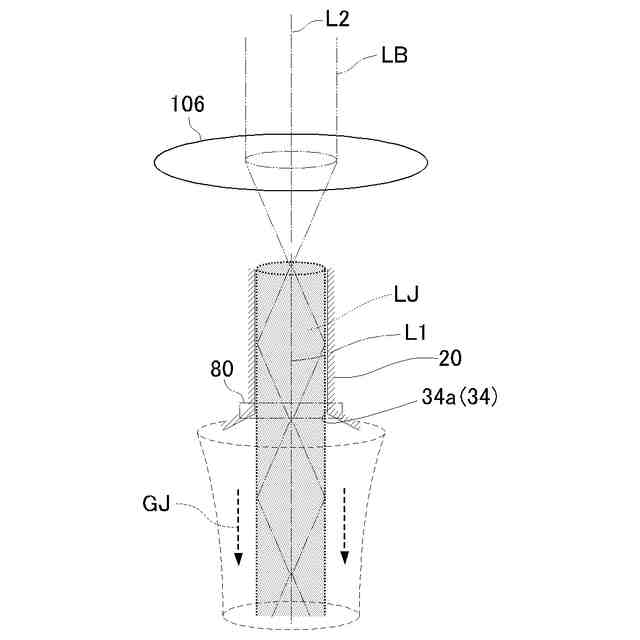
【選択図】図2
特許請求の範囲
【請求項1】
ワークを保持するワーク保持部と、
前記ワークを加工するためのレーザを出力するレーザ出力部と、前記ワークの表面に向けて液体ジェットを吐出する洗浄ノズルとを含む加工ヘッドと、
前記加工ヘッドと前記ワーク保持部とを相対的に移動させることにより、前記ワークにおけるレーザの照射位置および前記液体ジェットの吐出位置を変化させる移動機構と、
前記レーザの出力および前記液体ジェットの吐出を制御する制御部と、
を備え、
前記制御部は、前記レーザを出力して前記ワークの加工を制御する加工モードと、前記レーザの出力を停止しつつ前記液体ジェットを吐出して前記ワークを洗浄する洗浄モードとを、前記ワークの処理工程に応じて切り替える、レーザ加工装置。
続きを表示(約 1,000 文字)
【請求項2】
前記制御部は、前記加工モードにおいて前記レーザの導光路として前記液体ジェットを吐出させる、請求項1に記載のレーザ加工装置。
【請求項3】
前記液体ジェットの中心軸と前記レーザの光軸とが同軸状となるよう、前記洗浄ノズルと前記レーザ出力部が前記加工ヘッドに設けられる、請求項2に記載のレーザ加工装置。
【請求項4】
前記洗浄ノズルの前記ワークの表面に対する傾斜角度を調整可能な角度調整機構をさらに備える、請求項2に記載のレーザ加工装置。
【請求項5】
前記洗浄ノズルを含み、前記液体ジェットを吐出する第1洗浄部と、
前記液体ジェットとは別に、前記ワークの表面に液膜を形成するように洗浄液を供給する第2洗浄部と、
を備える、請求項2に記載のレーザ加工装置。
【請求項6】
前記液膜を形成するために供給する洗浄液にマイクロバブル又はナノバブルを混入させるためのファインバブル混入部をさらに備える、請求項5に記載のレーザ加工装置。
【請求項7】
前記ワークの表面を水平面に対して傾斜させるよう、前記ワーク保持部により前記ワークを保持させることで前記液膜の流れを形成する、請求項5又は6に記載のレーザ加工装置。
【請求項8】
前記液体ジェットとして吐出される洗浄液にマイクロバブル又はナノバブルを混入させるためのファインバブル混入部をさらに備え、
前記制御部は、前記洗浄モードにおいて前記ファインバブル混入部を作動させる、請求項2に記載のレーザ加工装置。
【請求項9】
前記液体ジェットとして吐出される洗浄液にマイクロバブル又はナノバブルを混入させるためのファインバブル混入部をさらに備え、
前記ファインバブル混入部は、前記マイクロバブル又はナノバブルの大きさおよび密度を調整可能であり、
前記制御部は、前記加工モードにおいて前記液体ジェットによる前記レーザの導光を確保するよう前記ファインバブル混入部を制御する、請求項2に記載のレーザ加工装置。
【請求項10】
前記制御部は、前記加工モードの実行に先立ち、前記ファインバブル混入部の作動を停止させた状態で前記液体ジェットを吐出する準備工程を実行する、請求項9に記載のレーザ加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザを用いてワークを加工するレーザ加工装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
半導体製造の前工程で多数のデバイスが形成されたウェーハは、ダイシング工程においてデバイスごとに複数のチップに分割される。ウェーハの表面には複数のデバイスが形成され、ストリートと呼ばれる分割予定ラインにより各デバイスが区画される。チップがバラバラにならないよう、ダイシングに先立ってウェーハの裏面に粘着テープ(以下「ダイシングテープ」ともよぶ)が貼り付けられる。ダイシング工程では、ウェーハの表面側からストリートに沿った切込みがなされ、デバイスが分割される。
【0003】
ダイシング方式としては、ダイシングブレードをウェーハに押し当てながら切削加工を行うブレードダイシング方式、レーザ光を用いてウェーハの表面を分離加工するレーザダイシング方式などがある。レーザダイシングは一般に、ブレードダイシングよりも切溝(カーフ)の幅が小さくなるため、ストリートの幅を小さくでき、ウェーハから取り出せるチップの歩留まりを高められる点で利点がある。
【0004】
レーザダイシングとして、液体ジェットを導光路としてレーザを出力する手法も提案されている(特許文献1参照)。このような手法によれば、ウェーハにおける加工時の熱ダメージや加工で発生するデブリの固着を防止しつつ、高精度な加工を実現できる。
【先行技術文献】
【特許文献】
【0005】
特許6688979号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1のダイシング加工を採用しても、カーフの壁面には、レーザ加工で発生したデブリが付着することがある。また、カーフのエッジ部は脆いため、剥がれかかった層が生じることもあり、そのエッジ部の剥離片が新たなデブリとなる。これらのデブリがデバイスに付着すると、その後の工程(ワイヤボンディング工程等)において不良が生じるおそれがある。
【0007】
このため、ダイシング後に改めてスピン洗浄などを行い、カーフ内に残存するデブリを除去する必要がある。その場合、ウェーハをダイシング後の加工領域から洗浄領域に移動させて洗浄を行うことになるため、製造効率の面で改善の余地があった。なお、このような問題は半導体製造に用いられるダイシング装置に限らず、ワークのレーザ加工後に高精度な洗浄を必要とする装置であれば生じ得る。
【0008】
本発明はこのような事情に鑑みてなされたものであり、その目的の一つは、ワークの加工と洗浄の効率を高めることが可能なレーザ加工装置を提供することにある。
【課題を解決するための手段】
【0009】
本発明のある態様のレーザ加工装置は、ワークを保持するワーク保持部と、ワークを加工するためのレーザを出力するレーザ出力部と、ワークの表面に向けて液体ジェットを吐出する洗浄ノズルとを含む加工ヘッドと、加工ヘッドとワーク保持部とを相対的に移動させることにより、ワークにおけるレーザの照射位置および液体ジェットの吐出位置を変化させる移動機構と、レーザの出力および液体ジェットの吐出を制御する制御部と、を備える。制御部は、レーザを出力してワークの加工を制御する加工モードと、レーザの出力を停止しつつ液体ジェットを吐出してワークを洗浄する洗浄モードとを、ワークの処理工程に応じて切り替える。
【発明の効果】
【0010】
本発明によれば、ワークの加工と洗浄の効率を高めることが可能なレーザ加工装置を提供できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る







 特許ウォッチ
特許ウォッチ