TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025123951
公報種別
公開特許公報(A)
公開日
2025-08-25
出願番号
2024019763
出願日
2024-02-13
発明の名称
フェライト系ステンレス熱延鋼板およびその製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C22C
38/00 20060101AFI20250818BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】通板中の割れの抑止能力に優れるフェライト系ステンレス熱延鋼板を提供する。
【解決手段】成分組成を適正に制御するとともに、C断面における長軸径:1000μm以上の結晶粒の個数密度を50個/cm
2
以下とし、破壊靭性値K
IC
を30MPa・m
1/2
以上とする。
【選択図】図1
特許請求の範囲
【請求項1】
質量%で、
C:0.001~0.020%、
Si:0.01~1.00%、
Mn:0.01~1.00%、
P:0.040%以下、
S:0.010%以下、
Al:0.001~0.100%、
Cr:16.0~30.0%、
Ni:0.01~0.60%、
Ti:0.10~0.40%および
N:0.001~0.020%
であり、残部がFeおよび不可避的不純物である、成分組成を有し、
C断面における長軸径:1000μm以上の結晶粒の個数密度が50個/cm
2
以下であり、
破壊靭性値K
IC
が30MPa・m
1/2
以上である、フェライト系ステンレス熱延鋼板。
続きを表示(約 790 文字)
【請求項2】
前記成分組成が、さらに、質量%で、以下の(A群)および(B群)のうちの一方または両方を含有する、請求項1に記載のフェライト系ステンレス熱延鋼板。
(A群)Cu:1.00%以下、Mo:2.00%以下、W:1.00%以下、Co:0.20%以下およびSn:0.50%以下のうちから選ばれる1種または2種以上
(B群)Nb:0.12%未満、V:0.50%以下、REM:0.100%以下、Mg:0.0030%以下およびCa:0.0030%以下のうちから選ばれる1種または2種以上
【請求項3】
請求項1または2に記載のフェライト系ステンレス熱延鋼板を製造するための方法であって、
1100~1250℃に加熱されたスラブに、2以上の圧延パスによる熱間圧延を施して熱延鋼板とし、
前記熱間圧延では、
以下の第1の圧延パス-保持の組み合わせを行ったのち、
以下の第2の圧延パス-保持の組み合わせを行う、
フェライト系ステンレス熱延鋼板の製造方法。
・第1の圧延パス-保持の組み合わせ
圧延温度が1100℃以上で、かつ、圧下率が20%以上である、1の圧延パスと、
保持温度が1080℃以上で、かつ、保持時間が20秒以上である、該圧延パス直後の保持との組み合わせ
・第2の圧延パス-保持の組み合わせ
圧延温度が1100℃未満1050℃以上で、かつ、合計圧下率が35%以上である、1以上の圧延パスと、
保持温度が900℃以上で、かつ、保持時間が30秒以上である、該圧延パスのうちの最終の圧延パス直後の保持との組み合わせ
【請求項4】
前記第1の圧延パス-保持の組み合わせを2回以上行う、請求項3に記載のフェライト系ステンレス熱延鋼板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、フェライト系ステンレス熱延鋼板およびその製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
自動車の排気ガス経路を構成する部品(以下、排気系部品ともいう)は、通常、フランジと呼ばれる締結部品により接続される。フランジには、十分な耐食性と剛性とが必要である。そのため、フランジは、厚肉(例えば、板厚:5.0mm以上)の鋼板を素材として製造されるのが一般的である。
【0003】
なかでも、フェライト系ステンレス鋼、例えば、特許文献1に開示されるようなフェライト系ステンレス熱延鋼板は、耐食性に加え、溶接性、さらには溶接部の耐食性にも優れることから、フランジの素材として多く使用されている。
【先行技術文献】
【特許文献】
【0004】
特許6384640号
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1に開示されるような厚肉のフェライト系ステンレス熱延鋼板では、熱間圧延の次工程の通板ライン(連続焼鈍ラインや連続焼鈍酸洗ライン(以下、これらを纏めて、単に連続焼鈍ラインともいう)、焼鈍の準備のためにダミーテールを取り付ける巻替えラインなど)において、鋼帯(コイル)を展開して通板した際に、鋼帯に割れ(以下、通板中の割れともいう)が生じるトラブルが発生しやすいという問題があった。
【0006】
本発明は、上記の問題を解決すべく開発されたものであって、通板中の割れの抑止能力に優れるフェライト系ステンレス熱延鋼板を、その好適な製造方法とともに提供することを目的とする。
なお、本明細書において、「~」を用いて表す数値範囲はいずれも、「~」の前後に記載される数値をそれぞれ下限値および上限値として含む範囲を意味する。
【課題を解決するための手段】
【0007】
さて、発明者らは、上記の目的を達成すべく、鋭意検討を重ねた。その結果、以下の知見を得た。
【0008】
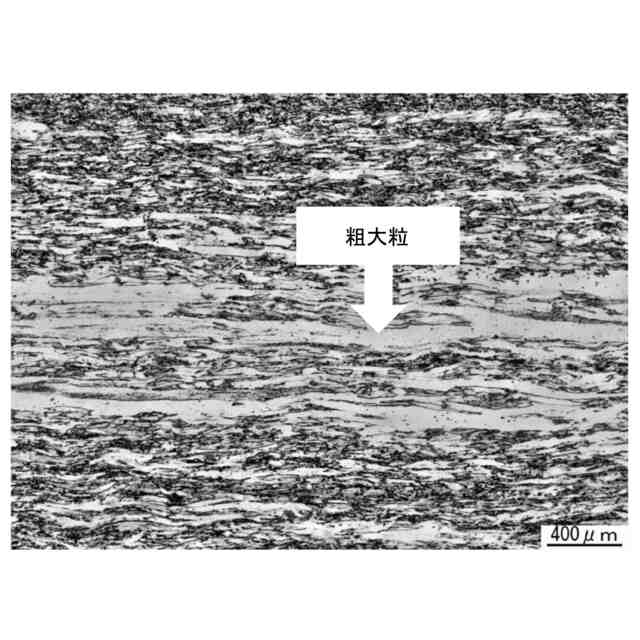
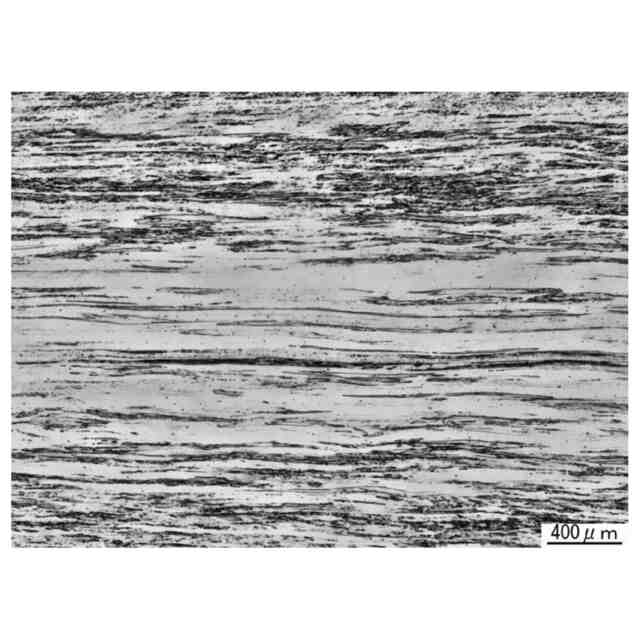
(1)まず、発明者らは、通板中の割れが発生したフェライト系ステンレス熱延鋼板の破面などを詳細に調査した。その結果、発明者らは、通板中の割れが発生したフェライト系ステンレス熱延鋼板では、通板中に生じた微小き裂を起点とする脆性破壊が生じている、つまり、通板中に生じた微小き裂が板幅方向全体に渡って伝播し、破断に至っていることを知見した。また、発明者らは、上記の微小き裂の起点が、C断面で観察される長軸径:1000μm以上の結晶粒(以下、粗大粒ともいう)に生じたへき開破壊によるものであることを知見した。ここで、C断面とは、フェライト系ステンレス熱延鋼板の板厚方向および板幅方向(圧延直角方向)が含まれる断面である。すなわち、C断面に垂直な方向は圧延方向となる。また、後述するL断面とは、フェライト系ステンレス熱延鋼板の板厚方向および圧延方向が含まれる断面である。すなわち、L断面に垂直な方向は板幅方向となる。
【0009】
(2)ここで、(一般的にフェライト単相である)フェライト系ステンレス鋼では、鋳造以降のすべての製造工程においてフェライト相のみが金属固溶体相として存在する。また、フェライト系ステンレス熱延鋼板は、例えば、フェライト系ステンレス鋼のスラブなどの圧延素材(以下、単に圧延素材ともいう)に、粗圧延、仕上げ圧延および巻取りを順に行う熱間圧延工程を経て製造される。ここで、粗圧延から仕上げ圧延の開始時点までは圧延素材の温度が高く、また、圧延パス間の時間も長い、そのため、圧延素材では、再結晶および粒成長が生じて組織が微細化されながら、仕上げ圧延へと進む。一方、仕上げ圧延から巻取りまでの間では、通常、再結晶は生じない。
【0010】
(3)すなわち、上記のようにして製造されるフェライト系ステンレス熱延鋼板の組織では、粗圧延中に再結晶が生じた箇所は微細な組織となる。一方、粗圧延中に再結晶が生じなかった箇所は鋳造組織由来の粗大な組織(以下、粗大鋳造組織ともいう)となる。つまり、上記の粗大粒は、粗圧延中に再結晶が生じなかった箇所であり、鋳造組織由来の粗大な組織を指すものといえる。なお、上記の粗大粒は、圧延方向に著しく伸長しており、圧延方向の長さは1cmを超えるものが殆どである。そのため、一般的に行われるL断面での組織観察では、上記の粗大粒の個数をカウントすることは極めて困難である。換言すれば、C断面での組織観察において粗大粒の個数を定量的に評価できることは、思いがけない発見といえるものであった。参考のため、図1にC断面での組織観察写真の一例を、図2にL断面での組織観察写真の一例を、それぞれ示す。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ