TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024134727
公報種別
公開特許公報(A)
公開日
2024-10-04
出願番号
2023045071
出願日
2023-03-22
発明の名称
溶鋼の製造方法
出願人
日本製鉄株式会社
代理人
個人
主分類
C21C
7/072 20060101AFI20240927BHJP(鉄冶金)
要約
【課題】コストの上昇を伴わない簡便な手法により、電気炉において効率よく脱りんおよび脱窒を行うことが可能な溶鋼の製造方法を提供する。
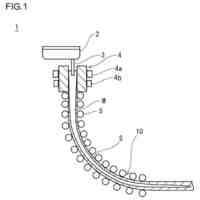
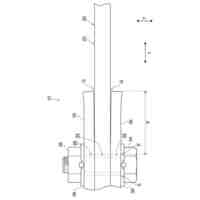
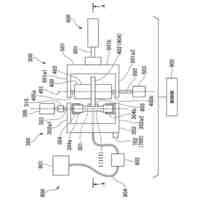
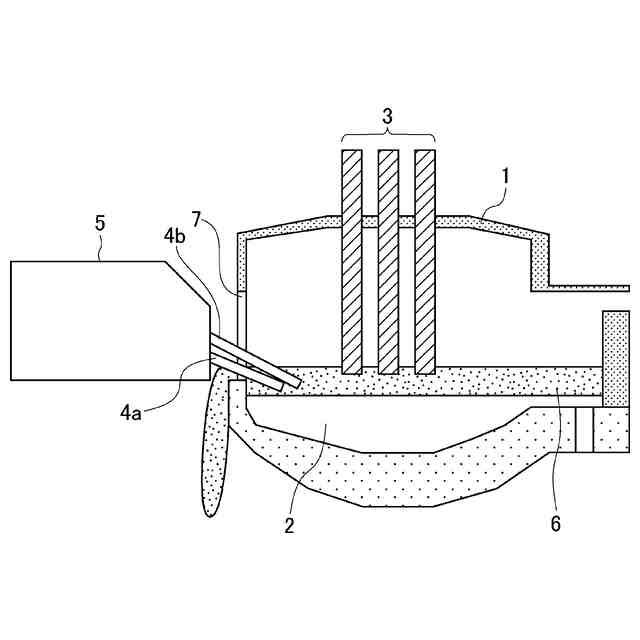
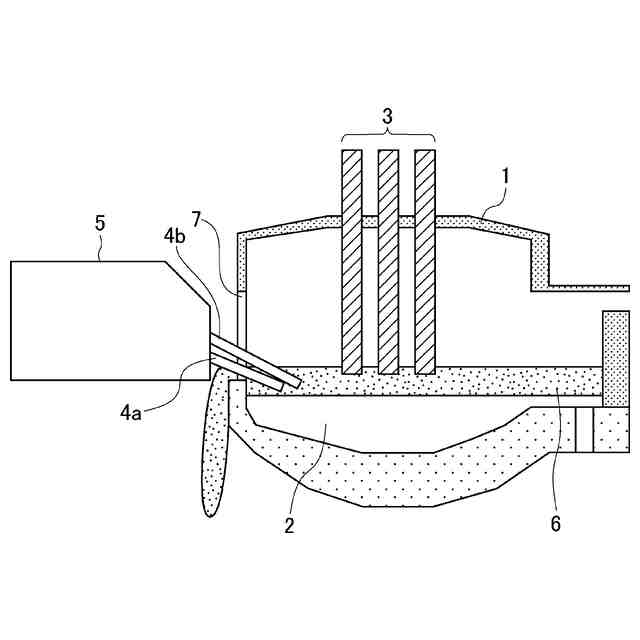
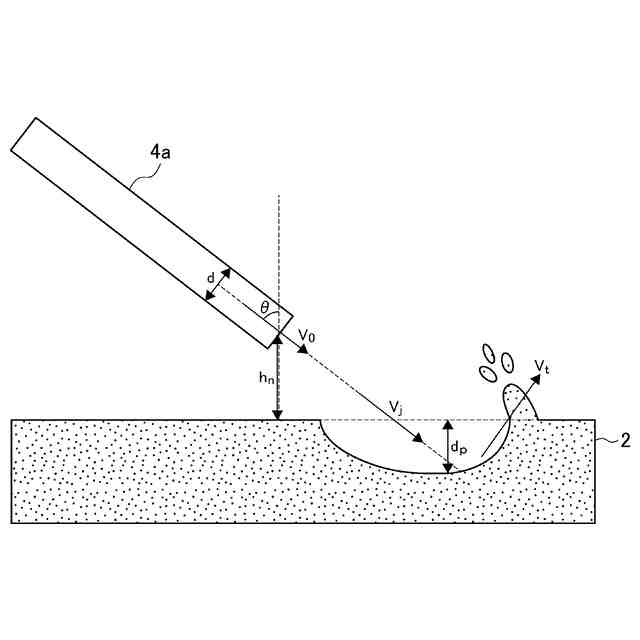
【解決手段】炉内に酸素を供給するランスと炉体の側壁に炉内で生成したスラグを排滓するための排滓口とを有する電気炉において、前記スラグをフォーミングさせながら前記スラグを排滓して溶鋼を製造する方法であって、前記電気炉の静止溶鉄面から前記ランスの先端のノズル中心位置までの鉛直方向に測った高さを、ランス先端が溶損せず、かつ排滓中もランス先端が露出しない範囲とし、酸素ガスの流量を所定範囲として酸素ガスを溶鉄面に吹き付ける条件を設け、その条件を満たす期間を酸素供給時間の60%以上とする。
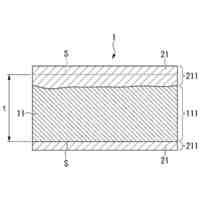
【選択図】図1
特許請求の範囲
【請求項1】
炉内に酸素を供給するランスと炉体の側壁に炉内で生成したスラグを排滓するための排滓口とを有する電気炉において、前記スラグをフォーミングさせながら前記スラグを排滓して溶鋼を製造する方法であって、
前記電気炉の静止溶鉄面から前記ランスの先端のノズル中心位置までの鉛直方向に測った高さH(mm)と前記ランスから炉内に供給する酸素ガスの流量Q(Nm
3
/h)とが酸素を供給している時間の60%以上の時間にわたって、以下の式(1)および式(2)を満たすように酸素を供給して溶鋼を製造することを特徴とする溶鋼の製造方法。
{6540(Q/d)
2
}
1/3
<H<H
1
+31.25(Q/w) ・・・(1)
49.5≦Q/A≦96.5 ・・・(2)
式中、dは前記ランスのノズル出口の内径(mm)、H
1
は前記電気炉における静止溶鉄面から前記排滓口の下端までを鉛直方向に測った高さ(mm)、wは前記排滓口の水平方向の幅(mm)、Aは前記電気炉の傾動角0°における水平内断面積の最大値(m
2
)を表す。
発明の詳細な説明
【技術分野】
【0001】
本発明は、電気炉を用いて低窒素鋼を製造するための溶鋼の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
鉄鋼製造における脱炭素の実現に向けて、近年は環境を考慮して電気炉を用いた操業が注目されているが、不純物含有量の少ない高純度鋼を製造する際に、鋼材における代表的な不純物としてはりんと窒素が挙げられる。電気炉における脱りん方法では、酸化カルシウムを主成分とするスラグの存在下で酸素ガスによりりんを酸化し、りん酸としてスラグに吸収させる。さらに酸素ガスと溶鉄中の炭素とが反応して生じた一酸化炭素ガスによってスラグを泡立たせるフォーミングと呼ばれる現象によりスラグを膨張させ、炉の側壁に設けられた排滓口を介してスラグを炉外に排出する流滓操業と呼ばれる手段が一般的に用いられている。
【0003】
一方で、溶鋼を製造する際に、電気炉を用いて製造される鋼における主要な窒素源は大気中の窒素ガスであり、流滓操業のために排滓口を開放すると不可避的に炉内へ大気が流入する。電気炉を用いた操業において、低りん、低窒素の高純度鋼を製造するためには、流滓操業によって炉内に流入した窒素ガスの溶鉄面への拡散を防止する必要がある。
【0004】
そこで、電気炉内において溶鉄面へ窒素ガスが拡散するのを防止するための技術として、特許文献1には、アルゴンなどの不活性ガスを炉内に供給する方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
特表2022-500556号公報
【非特許文献】
【0006】
ISIJ Int., Vol. 51,(2011) No.9, p1439-1447.
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1に記載されているような不活性ガスを使用する方法では、中空電極や不活性ガスを使用することからコストが多くかかってしまい、実用的ではないという問題点がある。
【0008】
本発明は前述の問題点を鑑み、コストの上昇を伴わない簡便な手法により、電気炉において効率よく脱りんおよび脱窒を行うことが可能な溶鋼の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者らは、溶鉄面へ窒素ガスの拡散を防止する方法について鋭意検討し、まず、溶鉄面へ窒素ガスが供給される経路に着目した。溶鉄面への窒素ガスの拡散は、電気炉の上方から溶鉄面に向かう流れが生じる箇所で促進されると考えられる。このように上方から溶鉄面に向かう流れが生じる箇所としてはアークジェットの生じる電極近傍と、電気炉内に送酸するランス近傍とが想定される。
【0010】
本発明者らは、まず、電極近傍においては、電極を炉内の溶融スラグに浸漬するサブマージドアーク操業を行うことにより窒素ガスの吸収が抑制されることに着目した。サブマージドアーク操業においては、電極を溶融スラグに浸漬することでアークジェットがスラグ面下でのみ生じる状態とし、アークジェットと炉内の窒素ガスとの接触を物理的に遮断することによって窒素ガスの溶鉄面への供給が抑制される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
21日前
日本製鉄株式会社
部品
13日前
日本製鉄株式会社
鋼材
27日前
日本製鉄株式会社
鋼材
21日前
日本製鉄株式会社
構造部材
1か月前
日本製鉄株式会社
溶接継手
12日前
日本製鉄株式会社
柱梁接合構造
22日前
日本製鉄株式会社
衝撃吸収部材
5日前
日本製鉄株式会社
衝撃吸収部材
5日前
日本製鉄株式会社
捻回試験装置
13日前
日本製鉄株式会社
転炉精錬方法
1か月前
日本製鉄株式会社
衝撃吸収部材
5日前
日本製鉄株式会社
衝撃吸収部材
5日前
日本製鉄株式会社
表面処理鋼材
13日前
日本製鉄株式会社
鋼の製造方法
21日前
日本製鉄株式会社
高炉の操業方法
5日前
日本製鉄株式会社
多角形筒形構造
21日前
日本製鉄株式会社
焼結鉱の製造方法
8日前
日本製鉄株式会社
焼結鉱の製造方法
8日前
日本製鉄株式会社
焼結鉱の製造方法
8日前
日本製鉄株式会社
鋳片の連続鋳造方法
5日前
日本製鉄株式会社
コークスの製造方法
1か月前
日本製鉄株式会社
コイルばねの製造方法
22日前
日本製鉄株式会社
固定具および固定構造
8日前
日本製鉄株式会社
高力ボルト摩擦接合構造
21日前
日本製鉄株式会社
ラインパイプ用電縫鋼管
22日前
日本製鉄株式会社
転がり疲労強度試験装置
1か月前
日本製鉄株式会社
転がり疲労強度試験装置
1か月前
日本製鉄株式会社
素形材及びその製造方法
13日前
日本製鉄株式会社
転がり疲労強度試験装置
1か月前
日本製鉄株式会社
転がり疲労強度試験装置
1か月前
日本製鉄株式会社
転がり疲労強度試験装置
1か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
14日前
日本製鉄株式会社
ハット形鋼矢板の製造方法
27日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
5日前
日本製鉄株式会社
試験システム及び試験方法
26日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ