TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025062293
公報種別
公開特許公報(A)
公開日
2025-04-14
出願番号
2023171249
出願日
2023-10-02
発明の名称
コイルばねの製造方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
主分類
F16F
1/02 20060101AFI20250407BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】疲労特性に優れたコイルばねの製造方法を提供する。
【解決手段】コイルばねの製造方法は、常温における基地の線膨張係数との差が2.0×10
-6
K
-1
以上である介在物を含む鋼材からなるコイルばねを製造する方法であって、素線をコイル状に成形したコイルばねの中間品に対して、前記コイルばねの中間品の表層部に生じる相当応力が前記素線のせん断降伏強度よりも大きくなるように、両振りの荷重を負荷する工程を含む。
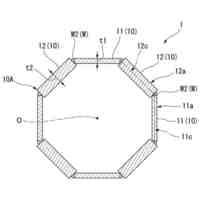
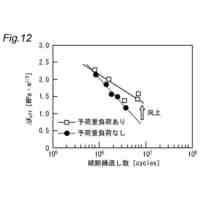
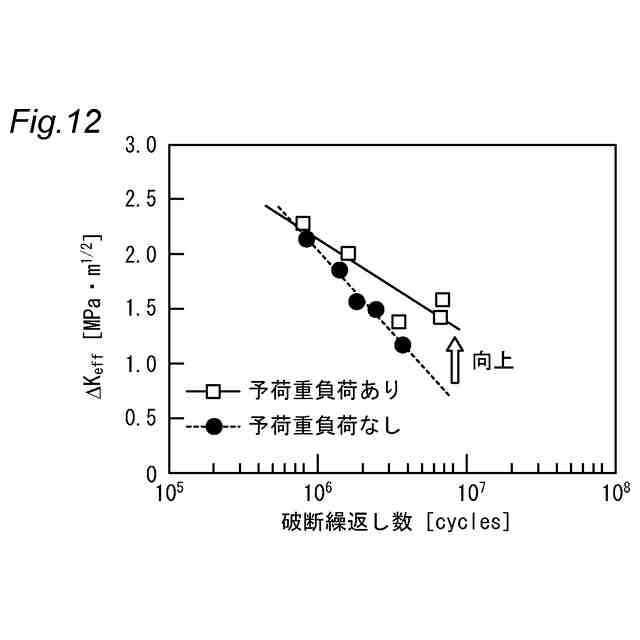
【選択図】図12
特許請求の範囲
【請求項1】
常温における基地の線膨張係数との差が2.0×10
-6
K
-1
以上である介在物を含む鋼材からなるコイルばねを製造する方法であって、
素線をコイル状に成形したコイルばねの中間品に対して、前記コイルばねの中間品の表層部に生じる相当応力が前記素線のせん断降伏強度よりも大きくなるように、両振りの荷重を負荷する工程を含む、コイルばねの製造方法。
続きを表示(約 190 文字)
【請求項2】
請求項1に記載のコイルばねの製造方法であって、
前記コイルばねの中間品の表層部に生じる相当応力が前記素線のせん断降伏強度の103%以上140%以下である、コイルばねの製造方法。
【請求項3】
請求項1又は2に記載のコイルばねの製造方法であって、
前記素線のせん断極限強度が1000MPa以上である、コイルばねの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、コイルばねの製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
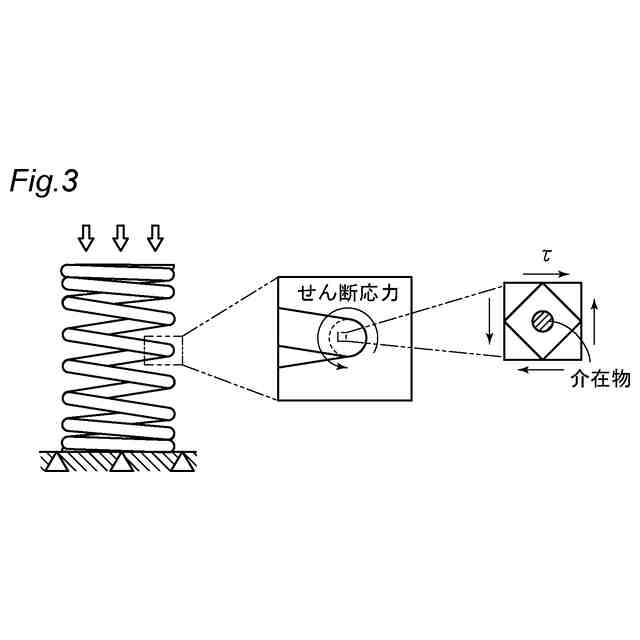
高サイクルの負荷を受ける高張力鋼の機械部品では、介在物等の内部欠陥を起点とする内部疲労破壊による部品の折損のリスクを低減することが必要となる。内部疲労破壊では、その起点となる介在物の大きさや高応力部位での介在物の存在確率が大きく影響を及ぼすと考えられる。従来、介在物を起点とする疲労限を予想する方法が定式化されており、一様な応力下ではこのような推定式による疲労限を予想することができる。このような考え方から、ショットピーニングや窒化を施し、圧縮残留応力を表面部に付与したコイルばねが開発されている。
【0003】
特開2010-117191号公報には、表面に欠陥を有する部材に過大応力を負荷してセッチングを行うことにより、欠陥の先端部に引張塑性変形領域を形成し、過大応力を除荷して欠陥の先端部に圧縮残留応力場を形成することにより、部材の疲労限度を向上させる表面欠陥材の疲労限度向上方法が開示されている。
【0004】
国際公開第2014/042066号には、高耐久性の圧縮コイルばねの製造方法が開示されている。同公報には具体的には、コイルばね線材をオーステナイト域まで加熱した常態でコイリング加工を行うこと、コイルばねに対して浸炭処理を行い表面にC濃化層を形成すること等が記載されている。
【先行技術文献】
【特許文献】
【0005】
特開2010-117191号公報
国際公開第2014/042066号
【非特許文献】
【0006】
羽山元晶, 菊池将一, 小茂鳥潤:X線応力その場測定による鋼表面の圧縮残留応力解放挙動の評価,鉄と鋼,2021 年 107 巻 2 号 p. 137-145.
加藤昭彦, 栗原正好, 川原正言:日本造船学会論文集,1983年 1983 巻 153 号p336-343.
【発明の概要】
【発明が解決しようとする課題】
【0007】
ショットピーニングによって圧縮残留応力を付与する方法では、ショットピーニングによって圧縮残留応力を付与できる深さ(クロッシングポイント、0.5mm未満)までに存在する介在物の周りの鋼材の疲労特性を向上させることはできるものの、それよりも深い領域に存在する介在物の周りの鋼材の疲労特性を改善することはできない。より深部の領域に存在する介在物の周りの鋼材の疲労特性を改善することができれば、清浄度の低い材料でも高疲労強度を実現することが可能となり、プロセス削減による環境負荷低減や製造コストの低減につながるものと期待される。
【0008】
特開2010-117191号公報には、表面に欠陥を有する部材に過大応力を負荷してセッチングを行うことによって欠陥の先端部に圧縮残留応力場を形成することが記載されている。同公報には、圧縮残留応力場を形成するために必要な過大応力の大きさを算出する方法が詳しく記載されているが、過大応力を加えるための具体的な方法は記載されていない。また同公報は、表面欠陥がき裂である場合を想定しており、介在物による疲労破壊に関するものではない。
【0009】
本発明の課題は、疲労特性に優れたコイルばねの製造方法を提供することである。
【課題を解決するための手段】
【0010】
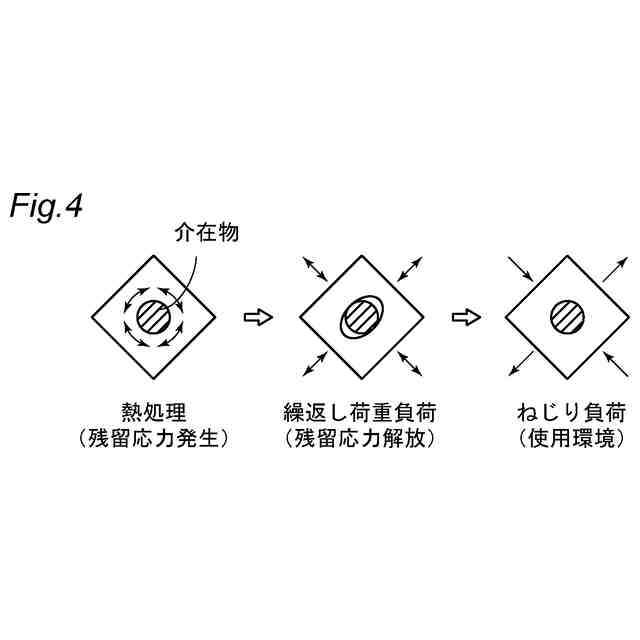
本発明の一実施形態によるコイルばねの製造方法は、常温における基地の線膨張係数との差が2.0×10
-6
K
-1
以上である介在物を含む鋼材からなるコイルばねを製造する方法であって、素線をコイル状に成形したコイルばねの中間品に対して、前記コイルばねの中間品の表層部に生じる相当応力が前記素線のせん断降伏強度よりも大きくなるように、両振りの荷重を負荷する工程を含む。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
17日前
日本製鉄株式会社
部品
9日前
日本製鉄株式会社
鋼材
23日前
日本製鉄株式会社
鋼材
17日前
日本製鉄株式会社
構造部材
1か月前
日本製鉄株式会社
溶接継手
8日前
日本製鉄株式会社
柱梁接合構造
18日前
日本製鉄株式会社
衝撃吸収部材
1日前
日本製鉄株式会社
衝撃吸収部材
1日前
日本製鉄株式会社
捻回試験装置
9日前
日本製鉄株式会社
転炉精錬方法
28日前
日本製鉄株式会社
衝撃吸収部材
1日前
日本製鉄株式会社
衝撃吸収部材
1日前
日本製鉄株式会社
表面処理鋼材
9日前
日本製鉄株式会社
鋼の製造方法
17日前
日本製鉄株式会社
高炉の操業方法
1日前
日本製鉄株式会社
多角形筒形構造
17日前
日本製鉄株式会社
焼結鉱の製造方法
4日前
日本製鉄株式会社
焼結鉱の製造方法
4日前
日本製鉄株式会社
焼結鉱の製造方法
4日前
日本製鉄株式会社
鋳片の連続鋳造方法
1日前
日本製鉄株式会社
コークスの製造方法
28日前
日本製鉄株式会社
コイルばねの製造方法
18日前
日本製鉄株式会社
固定具および固定構造
4日前
日本製鉄株式会社
高力ボルト摩擦接合構造
17日前
日本製鉄株式会社
ラインパイプ用電縫鋼管
18日前
日本製鉄株式会社
転がり疲労強度試験装置
1か月前
日本製鉄株式会社
転がり疲労強度試験装置
1か月前
日本製鉄株式会社
素形材及びその製造方法
9日前
日本製鉄株式会社
転がり疲労強度試験装置
1か月前
日本製鉄株式会社
転がり疲労強度試験装置
1か月前
日本製鉄株式会社
転がり疲労強度試験装置
1か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
10日前
日本製鉄株式会社
ハット形鋼矢板の製造方法
23日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
1日前
日本製鉄株式会社
試験システム及び試験方法
22日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ