TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025063437
公報種別
公開特許公報(A)
公開日
2025-04-16
出願番号
2023172624
出願日
2023-10-04
発明の名称
情報処理装置、情報処理方法、及びプログラム
出願人
三菱重工業株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
G05B
19/4093 20060101AFI20250409BHJP(制御;調整)
要約
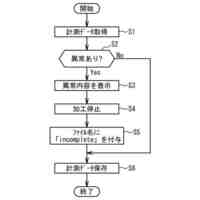
【課題】機械加工を施すための工具を選定できる情報処理装置、情報処理方法、及びプログラムを提供する。
【解決手段】情報処理装置は、加工対象のコーナー部の設計寸法から加工精度を考慮した実寸法範囲を取得する実寸法取得部と、実寸法範囲に基づき、エンドミルの刃先Rの寸法範囲を設定する刃先R設定部と、を備える。
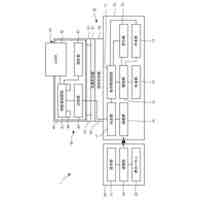
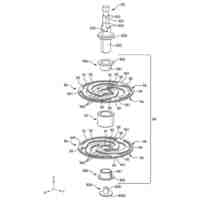
【選択図】図1
特許請求の範囲
【請求項1】
加工対象のコーナー部の設計寸法から加工精度を考慮した実寸法範囲を取得する実寸法取得部と、
前記実寸法範囲に基づき、エンドミルの刃先Rの寸法範囲を設定する刃先R設定部と、
を備える
情報処理装置。
続きを表示(約 1,000 文字)
【請求項2】
前記コーナー部のコーナー加工パス数を取得する加工条件取得部をさらに備え、
前記刃先R設定部は、前記コーナー加工パス数を満たす前記寸法範囲を設定する
請求項1に記載の情報処理装置。
【請求項3】
前記寸法範囲に対し、前記エンドミルを特定する工具設定部をさらに備える
請求項1又は請求項2に記載の情報処理装置。
【請求項4】
前記エンドミルは、ボールエンドミルである
請求項1又は請求項2に記載の情報処理装置。
【請求項5】
前記刃先R設定部は、前記加工対象の段差部へのフィレット加工を考慮し、前記寸法範囲を設定する
請求項4に記載の情報処理装置。
【請求項6】
前記段差部におけるフィレット加工パス数を設定するフィレット部加工条件設定部をさらに備え、
前記フィレット部加工条件設定部は、フィレット半径と、前記寸法範囲における上限値と、の大小関係により前記フィレット加工パス数を設定する
請求項5に記載の情報処理装置。
【請求項7】
前記段差部における前記フィレット加工パス数が適切か確認する最終確認部をさらに備え、
前記最終確認部は、前記フィレット半径と、前記上限値と、の差分に基づいて、前記上限値を修正する
請求項6に記載の情報処理装置。
【請求項8】
前記エンドミルは、インナーRカッターである
請求項1又は請求項2に記載の情報処理装置。
【請求項9】
前記加工対象は、
基準点を中心とした仮想円の周方向に延びている板状のウェブ部と、
前記ウェブ部の前記周方向に沿った一方の縁から、前記コーナー部として、隅Rを挟んで立ち上がるように設けられた第一フランジ部と、
前記ウェブ部の前記周方向に沿った他方の縁から、前記コーナー部として、第一角Rを挟んで立ち上がるように設けられた第二フランジ部と、
を備え、
前記第二フランジ部の立ち上がった先から、前記コーナー部として第二角Rを有する
請求項1又は請求項2に記載の情報処理装置。
【請求項10】
加工対象のコーナー部の設計寸法から加工精度を考慮した実寸法範囲を取得するステップと、
前記実寸法範囲に基づき、エンドミルの刃先Rの寸法範囲を設定するステップと、
を含む
情報処理方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、情報処理装置、情報処理方法、及びプログラムに関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
ケミカルミリングの代わりに、加工対象の板厚方向に機械加工を施すことが知られている。
【0003】
例えば、特許文献1には、加工対象の板厚方向に機械加工を施すための工具を選定する工具選定装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2019-171533号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に開示された工具選定装置は、複曲面を有する加工対象(ワーク)の形状モデルの形状データを取得し、形状モデルの切削加工に適した工具を選定することが開示されている。
しかしながら、形状モデルとワークとの間では、形状誤差が存在する。例えば、成形加工におけるスプリングバックなどの加工工程の影響により、形状モデルに対するワークの成形誤差が大きくなることがある。この場合、この様なワークに追加の機械加工を施すことがある。その際、機械加工を施すための工具を選定しにくいことがある。
【0006】
本開示の目的は、上述した課題を解決する情報処理装置、情報処理方法、及びプログラムを提供することにある。
【課題を解決するための手段】
【0007】
本開示の情報処理装置は、加工対象のコーナー部の設計寸法から加工精度を考慮した実寸法範囲を取得する実寸法取得部と、前記実寸法範囲に基づき、エンドミルの刃先Rの寸法範囲を設定する刃先R設定部と、を備える。
【0008】
本開示の情報処理方法は、加工対象のコーナー部の設計寸法から加工精度を考慮した実寸法範囲を取得するステップと、前記実寸法範囲に基づき、エンドミルの刃先Rの寸法範囲を設定するステップと、を含む。
【0009】
本開示のプログラムは、加工対象のコーナー部の設計寸法から加工精度を考慮した実寸法範囲を取得するステップと、前記実寸法範囲に基づき、エンドミルの刃先Rの寸法範囲を設定するステップと、をコンピュータに実行させるためのプログラムである。
【発明の効果】
【0010】
本開示に係る、情報処理装置、情報処理方法、及びプログラムによれば、機械加工を施すための工具を選定できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
エイブリック株式会社
基準電圧回路
25日前
和研工業株式会社
多連レバー機構
1か月前
スター精密株式会社
工作機械
1か月前
株式会社クボタ
作業車
28日前
株式会社ダイフク
搬送車
28日前
ローム株式会社
半導体集積回路
1か月前
エイブリック株式会社
ボルテージレギュレータ
25日前
トヨタ自動車株式会社
工作機械の制御装置
27日前
トヨタ自動車株式会社
工作機械の制御装置
26日前
愛知機械テクノシステム株式会社
無人搬送車
1か月前
株式会社ダイフク
物品搬送設備
26日前
国立大学法人広島大学
モデル誤差抑制補償器
1か月前
株式会社やまびこ
走行制御装置
13日前
株式会社タブチ
減圧弁
7日前
アズビル株式会社
制御システムおよび制御方法
1か月前
アズビル株式会社
制御システムおよび制御方法
1か月前
アズビル株式会社
制御システムおよび制御方法
1か月前
日本精工株式会社
制御装置および制御方法
1か月前
トヨタ自動車株式会社
自律走行装置
1か月前
株式会社ダイヘン
搬送車
25日前
株式会社ダイヘン
搬送車
25日前
株式会社ダイヘン
搬送車
25日前
株式会社ダイヘン
搬送車
25日前
チームラボ株式会社
走行システム及び走行路
1か月前
ミツミ電機株式会社
電源回路及びその起動方法
1か月前
株式会社デンソー
診断装置
11日前
村田機械株式会社
稼働監視システム及び稼働監視方法
1か月前
ローム株式会社
半導体装置
1か月前
井関農機株式会社
作業車両
21日前
日本精工株式会社
制御システムおよび制御方法
1か月前
トヨタ自動車株式会社
群制御システム及び群制御方法
1か月前
オルガノ株式会社
運転管理方法及び運転管理装置
28日前
ミツミ電機株式会社
多方向入力装置
1か月前
ミツミ電機株式会社
多方向入力装置
1か月前
ミツミ電機株式会社
多方向入力装置
1か月前
ミツミ電機株式会社
多方向入力装置
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ