TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025070481
公報種別
公開特許公報(A)
公開日
2025-05-02
出願番号
2023180834
出願日
2023-10-20
発明の名称
鋼管およびその製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21C
37/08 20060101AFI20250424BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】Mn含有量を抑制しつつ、変形の発生を抑制した鋼管および該鋼管を製造する方法を提供すること。
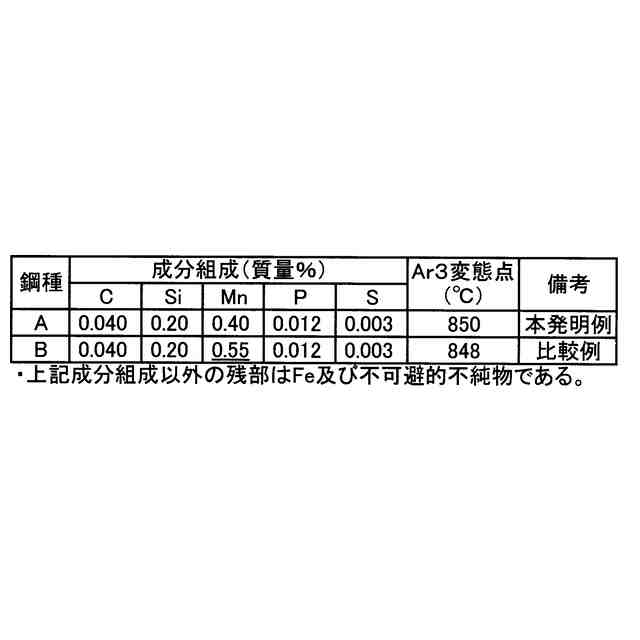
【解決手段】質量%で、C:0.001~0.06%、Si:0.10~0.30%、Mn:0.10~0.50%、P:0.030%以下、S:0.015%以下を含有し、残部がFeおよび不可避的不純物からなる成分組成を有する鋼板を加熱した上で熱間で成形してオープン管とし、該オープン管の両エッジ部を接合し、
Ar
3
変態点以下の絞り圧延終了温度で絞り圧延を行う、鋼管の製造方法。
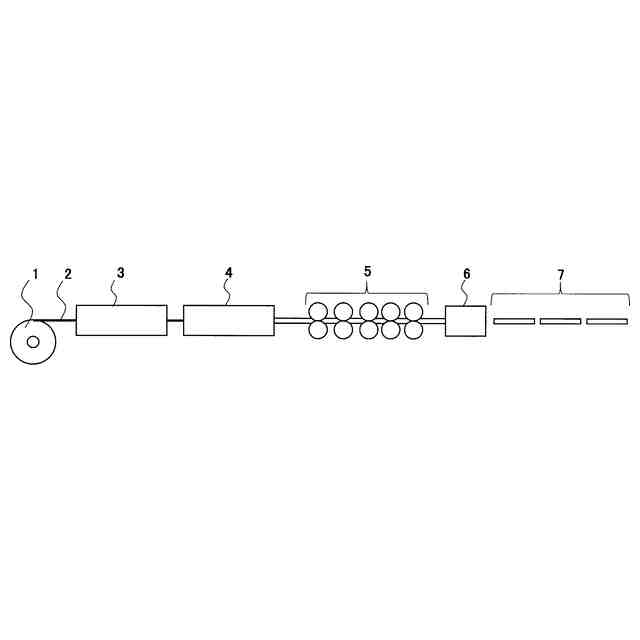
【選択図】図1
特許請求の範囲
【請求項1】
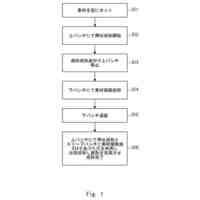
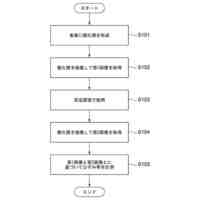
質量%で、C:0.001~0.06%、Si:0.10~0.30%、Mn:0.10~0.50%、P:0.030%以下、S:0.015%以下を含有し、残部がFeおよび不可避的不純物からなる成分組成を有する鋼板を加熱した上で熱間で成形してオープン管とし、
該オープン管の両エッジ部を接合し、
Ar
3
変態点以下の絞り圧延終了温度で絞り圧延を行う、鋼管の製造方法。
続きを表示(約 560 文字)
【請求項2】
絞り圧延開始温度を、Ar
3
変態点以下とする、請求項1に記載の鋼管の製造方法。
【請求項3】
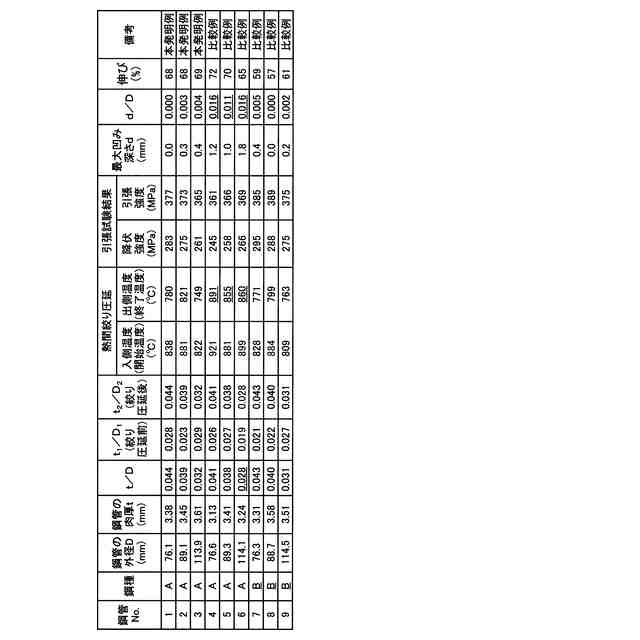
前記絞り圧延前の管の外径D
1
(mm)および肉厚t
1
(mm)の比であるt
1
/D
1
が0.020~0.030であり、
かつ前記絞り圧延後の管の外径D
2
(mm)および肉厚t
2
(mm)の比であるt
2
/D
2
が0.030~0.050である、請求項1または2に記載の鋼管の製造方法。
【請求項4】
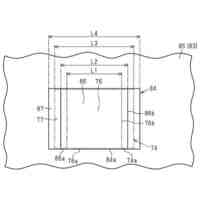
母材部と接合部を有する鋼管であって、成分組成は、質量%で、C:0.001~0.06%、Si:0.10~0.30%、Mn:0.10~0.50%、P:0.030%以下、S:0.015%以下を含有し、残部がFeおよび不可避的不純物からなり、
降伏強度が200~300MPaであり、引張強度が300~450MPaであり、
外径D(mm)および肉厚t(mm)の比であるt/Dが0.030~0.050であり、
凹み深さd(mm)および外径D(mm)の比であるd/Dが0.010以下である、鋼管。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼管およびその製造方法に関し、より具体的には、変形が発生しにくい薄肉溶接鋼管を、安価に提供することができる技術に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
一般に、配管用鋼管として、溶接鋼管が用いられている。溶接鋼管は、鋼板を管状に成形しその両エッジ部を接合したもので、小径から大径まで各種の製造方法により製造され、主な製造方法としては、鍛接(鍛接鋼管)、電気抵抗溶接(電縫鋼管)が挙げられる。
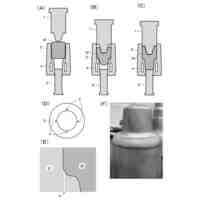
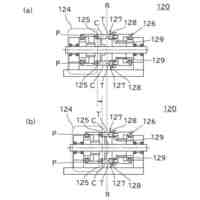
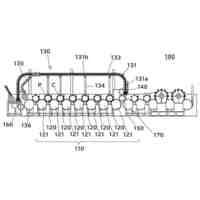
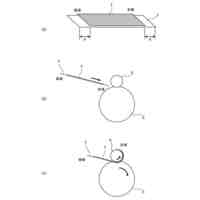
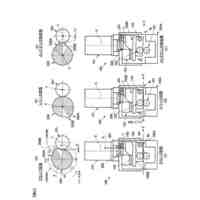
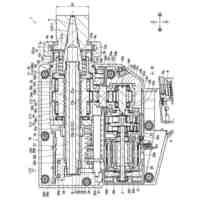
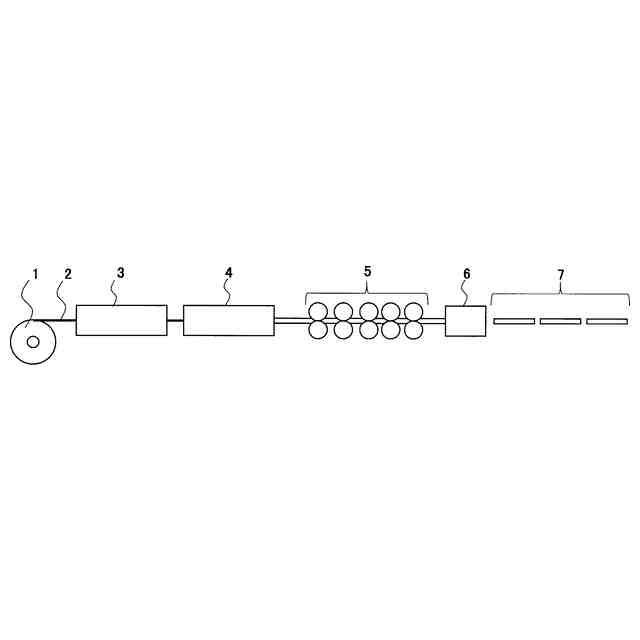
鍛接鋼管の製造方法は、主に小径鋼管用として採用される製法であり、鋼板を加熱炉に連続的に通過させて加熱したのち、成形ロールで管状に成形してオープン管とし、オープン管の両エッジ部端面に高圧の空気を吹き付けてエッジ部のスケール除去と酸化発熱反応により昇温させ、鍛接ロールで両エッジ部を衝合させて固相接合し、続いて熱間にて絞り圧延を行い、所定の外径および肉厚に仕上げる方法である。この製法の特徴としては、仕上げまでを熱間で行うことで、高い生産性を有することが挙げられる。
【0003】
一方、電縫鋼管の製造方法は、主に小径~中径鋼管用として採用される製法であり、連続的に帯鋼を供給し、成形ロールで管状に成形してオープン管とし、続いて高周波誘導加熱によりオープン管の両エッジ部端面を鋼の融点以上に加熱したのち、スクイズロールで両エッジ部端面を衝合溶接し、所定の外径および肉厚に仕上げる方法である。さらに、電縫鋼管では、鍛接鋼管と同様に熱間で成形および絞り圧延までを行う製造方法もあり、鍛接鋼管と同様に高い生産性を有する。
【0004】
このような一般配管用鋼管は、日本産業規格によって規格化されており、例えばJIS G3452(通称SGP)などがある。前記規格では、外径および肉厚が定められているが、前記規格で定められた肉厚を有する炭素鋼鋼管のうちの一定以上の外径の鋼管は、外径に応じた重量を有しているため、使用時に作業者が持ち運ぶことが困難であり、複数人で運ぶ必要があることから、作業効率が低下するなどの問題があった。このような問題から、作業者が容易に持ち運ぶことができる軽量の薄肉溶接鋼管に対する要求が高まっている。
【0005】
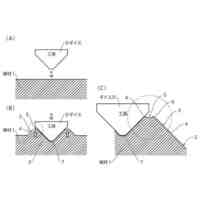
この薄肉溶接鋼管の製法においては、従来の一般配管用鋼管と同様に、鍛接鋼管の製造方法や電縫鋼管の製造方法が用いられるが、薄肉溶接鋼管は、肉厚が薄いために従来の一般配管用鋼管と比較し形状が変形しやすいということが挙げられる。
具体的には、薄肉溶接鋼管は、一般配管用鋼管と比較し薄肉であることから、降伏強度や引張強度などの強度特性が一般配管用鋼管と同等であっても、外力に対する変形抵抗が小さいために、凹みなどの変形が発生しやすいという問題がある。
【0006】
そこで、鋼管の強度を上昇させることによって変形抵抗を増加させることが望まれており、溶接鋼管の強度を上昇させる製造方法としては、例えば、特許文献1が挙げられる。特許文献1では、接合前の両端部を熱間切削することによって接合部の強度を向上させる製造方法が提案されている。
【先行技術文献】
【特許文献】
【0007】
特開平4-313471号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1で提案されている方法によれば、薄肉溶接鋼管において接合部の強度を上昇させることができる。しかしながら、前記方法によって強度上昇が得られるのは接合部のみであり、母材部を含めた鋼管全体の強度上昇を得ることはできないため、変形の発生を抑止することはできない。
【0009】
また、強度特性を向上させる他の方法として、素材に対して強度上昇に寄与する元素を添加することが一般には知られているが、これにより素材のコストが増加するという問題がある。具体的に、強度上昇に寄与する元素としては、C、Mn、Ti、V,Nbが挙げられ、特には、Mnの含有量を増加させることで、強度上昇を実現できるが、加工性、溶接性、コストの点から、Ti、V、Nbも然ることながら、Mn含有量を抑制することが望ましい。
このように、変形の発生を抑制した新たな薄肉溶接鋼管の技術の確立が希求されていた。
【0010】
本発明は上記の事情に鑑みてなされたものであり、Mn含有量を抑制しつつ、変形の発生を抑制した鋼管およびその製造方法、特に薄肉溶接鋼管および該薄肉溶接鋼管を製造する方法を提供することを目的とする。
なお、本発明において、変形の発生を抑制したとは、鋼管の凹み深さ(最大凹み深さ)d(mm)および外径D(mm)の比であるd/Dが0.010以下であることを指す。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
1か月前
株式会社プロテリアル
鍛造装置
3か月前
株式会社オプトン
曲げ加工装置
1か月前
トヨタ自動車株式会社
金型装置
3か月前
株式会社不二越
NC転造盤
4か月前
株式会社不二越
NC転造盤
1か月前
トヨタ紡織株式会社
プレス金型
21日前
株式会社TMEIC
監視装置
19日前
日産自動車株式会社
逐次成形方法
2か月前
株式会社アマダ
曲げ加工機
1か月前
株式会社トラバース
パンチング加工装置
13日前
株式会社不二越
転造加工用平ダイス
1か月前
株式会社吉野機械製作所
プレス機械
3か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
1か月前
株式会社カネミツ
筒張出部形成方法
3か月前
株式会社三明製作所
転造装置
3か月前
加藤軽金属工業株式会社
押出材の加工装置
2か月前
トヨタ自動車株式会社
熱間鍛造用金型
3か月前
株式会社エナテック
製品分離システム
1か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
本田技研工業株式会社
鍛造用金型
1か月前
株式会社カネミツ
歯付円筒体形成方法
3か月前
東洋製罐株式会社
有底筒状体加工装置
4か月前
日本製鉄株式会社
圧延装置
1か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
28日前
トックス プレソテクニック株式会社
接合装置
1か月前
日本製鉄株式会社
圧延装置
2か月前
トヨタ紡織株式会社
モータコアの製造装置
3か月前
村田機械株式会社
情報処理装置及び情報処理方法
5か月前
JFEスチール株式会社
板巻き加工品の製造方法
4日前
株式会社IKS
滑り止め構造
2か月前
個人
日本刀の製造方法
3か月前
三菱重工業株式会社
ひずみ計測方法
2か月前
株式会社TMEIC
板離れ防止システム
4か月前
アイダエンジニアリング株式会社
板状部材送り装置
3か月前
株式会社マキタ
管拡径工具
6日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ