TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025064468
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2023174262
出願日
2023-10-06
発明の名称
監視装置
出願人
株式会社TMEIC
代理人
弁理士法人iX
主分類
B21B
39/00 20060101AFI20250410BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】高温炉内に複数のセンサを配置することなく、ストリップの破断箇所を推定できる監視装置を提供する。
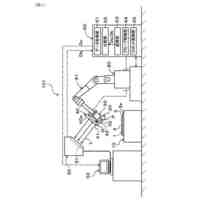
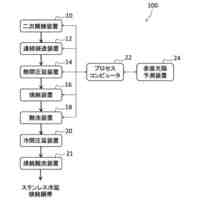
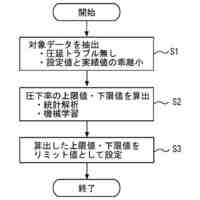
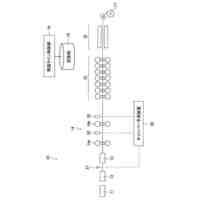
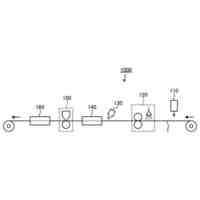
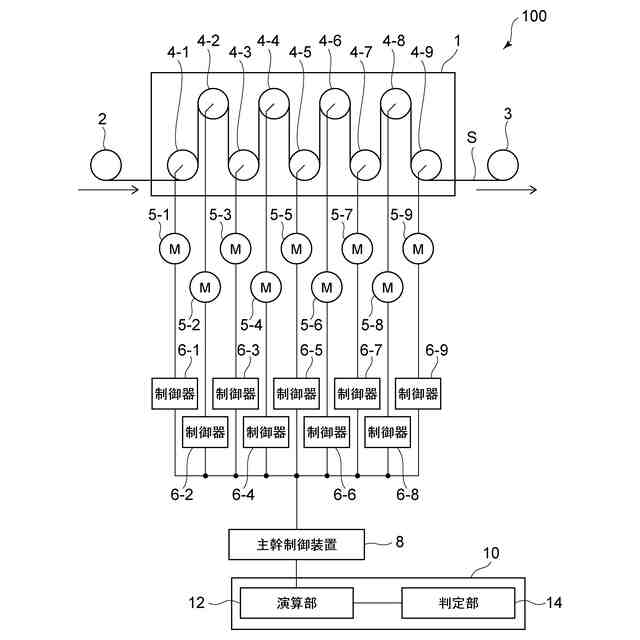
【解決手段】実施形態は、高温炉と、高温炉内でストリップを搬送する3台以上の搬送ロールと、を有するストリップ処理ラインにおいて、前記3台以上の搬送ロールを駆動する3台以上のモータを制御する制御器から3つ以上のトルク電流フィードバックデータを収集して、前記3つ以上のトルク電流フィードバックデータの時間変化を演算する演算部と、前記時間変化が所定のしきい値を超えた場合に停止信号を出力し、前記時間変化の値のうちの大きいものから順に2つの時間変化を選択して、対応する搬送ロールを識別する信号を出力する。
【選択図】図1
特許請求の範囲
【請求項1】
ストリップを加熱する高温炉と、前記高温炉内に配置され、前記ストリップを搬送する3台以上の搬送ロールと、前記高温炉の入側に配置され、前記ストリップを拘束しつつ搬送する第1ブライドルロールと、前記高温炉の出側に配置され、前記ストリップを拘束しつつ搬送する第2ブライドルロールと、を有するストリップ処理ラインにおいて、前記3台以上の搬送ロールをそれぞれ駆動する3台以上のモータを速度制御する制御器から、3つ以上のトルク電流フィードバックデータを所定の第1周期で収集して、
前記3つ以上のトルク電流フィードバックデータの第2周期についての3つ以上の時間変化を演算する演算部と、
前記3つ以上の時間変化のそれぞれをあらかじめ設定されたしきい値と比較し、
前記3つ以上の時間変化のすべてが前記しきい値よりも大きい場合に、前記ストリップの破断を検出したと判定して停止信号を出力する判定部と、
を備え、
前記判定部は、前記3つ以上の時間変化の値の大きいものから順に2つの時間変化を選択して、前記3台以上の搬送ロールのうち、前記2つの時間変化にそれぞれ対応する2台の搬送ロールを識別する信号を出力する監視装置。
続きを表示(約 170 文字)
【請求項2】
前記判定部は、選択された2つの値は、前記3つ以上の搬送ロールのうち、隣り合う2台の搬送ロールにそれぞれ対応する請求項1記載の監視装置。
【請求項3】
前記判定部は、前記制御器に速度指令を供給して前記ストリップ処理ラインを制御する主幹制御装置に前記停止信号を出力する請求項1または2に記載の監視装置。
発明の詳細な説明
【技術分野】
【0001】
本発明の実施形態は、高温炉内のストリップの破断を監視する監視装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
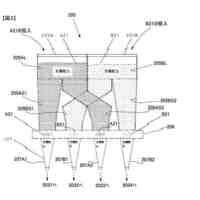
金属鋼帯(以下ストリップと称する)を焼鈍しするプロセスラインや、溶融めっきするプロセスラインでは、高温炉内に複数台のストリップ搬送ロールを有し、ストリップに張力をかけた状態を維持しながら搬送する。また、このようなプロセスラインでは、ラインの入側および出側にストリップを溶接する溶接機や、ストリップをため込むルーパーを有する場合があり、ストリップの搬送を止めることなく連続的に稼働することで稼働率を高める必要がある。
【0003】
このようなプロセスラインでは、ストリップに張力をかけた状態を維持していることから、稼働中にストリップの破断が発生する場合がある。ストリップの破断が発生した場合、破断の発生箇所を接合するためにラインの連続的な稼働を停止する必要があり、生産効率の低下を招く。プロセスラインの稼働率低下を防ぐために、ストリップ破断の発生検出、破断部の接合、操業再開を短時間で実施することが要求される。
【0004】
ストリップ破断を検出する方法の例として、たとえば特許文献1、2の方法が知られている。
【0005】
特許文献1では、圧延用のワークロールに取り付けた荷重センサの計測荷重からストリップ破断を検出する方法が提案されている。特許文献1では、圧延仕上ミルでの板破断発生を検出する目的で、圧延用スタンドの駆動ロール、非駆動ロールの実績荷重を荷重センサで計測し、駆動ロール、非駆動ロールの荷重差分がしきい値を超えた際にストリップ破断を検出する。
【0006】
特許文献2では、プロセスラインの高温炉の入側セクションおよび出側セクションにそれぞれ位置するブライドルロールのトルク電流実績値から得られる回転速度の変化率から、高温炉内のストリップ破断を検出する方法が提案されている。この方法では、張力制御を行うブライドルロールの駆動モータから得られるトルク電流実績値、その変化率から得られる回転速度変化率を算出し、回転速度の実績値との絶対値差分を比較する。トルク電流実績から算出された回転速度変化率とロール回転速度実績値の絶対値差分が破断状態の判定しきい値を超えた場合に、ストリップ破断を検出したものと判定する。
【先行技術文献】
【特許文献】
【0007】
特開2013-116489号公報
特開2013-111613号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1の方法では、ロールに取り付けた荷重センサの負荷変動率からストリップの破断を検出する。そのため、ロール台数分のセンサが必要となり高コストとなる。また、高温炉内にセンサを配置することは実際には困難である場合が多く適用が難しいとの問題もある。
【0009】
特許文献2の方法では、ブライドルロールの速度変化率の偏差から高温炉内のストリップの破断発生を検出する。そのため、ストリップの破断の発生を検出することが可能であっても、発生箇所を特定することは困難であり、ストリップ破断の発生箇所の特定に時間を要し、破断箇所の再溶接、再稼働までに時間を要するとの問題がある。
【0010】
本発明の実施形態は、高温炉内に複数のセンサを配置することなく、ストリップの破断箇所を推定できる監視装置を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
オムロン株式会社
導線折り曲げ治具
1か月前
トヨタ紡織株式会社
プレス金型
10日前
株式会社アマダ
曲げ金型
1か月前
株式会社三明製作所
転造装置
1か月前
東京精密発條株式会社
金属板の曲げ加工装置
20日前
株式会社今井金箔
金属箔製造方法、及び、金属箔
1か月前
トヨタ自動車株式会社
鋼板部材及びその製造方法
24日前
トヨタ自動車株式会社
金属部材の製造方法
21日前
株式会社SIMA.I
転造盤
4日前
株式会社佐藤製作所
エルボ製品の製造方法及び装置
1か月前
JFEスチール株式会社
H形鋼の製造方法
1か月前
トヨタ車体株式会社
パネル成形装置
1か月前
東陽建設工機株式会社
鉄筋曲機及び鉄筋曲げ方法
1か月前
東洋製罐株式会社
金属容器の製造方法
19日前
東洋製罐株式会社
金属缶の製造方法及び金属缶
3日前
JFEスチール株式会社
プレス成形解析方法、及びプレス成形品の製造方法
12日前
山陽特殊製鋼株式会社
マンネスマン穿孔法による継目無鋼管の製造方法
1か月前
株式会社JKB
順送プレス加工方法及びその加工システム
24日前
UBEマシナリー株式会社
押出プレス装置および押出プレス方法
1か月前
トヨタ紡織株式会社
プレス方法
4日前
株式会社神戸製鋼所
押出部材、押出部材の製造方法及び構造体の製造方法
1か月前
トヨタ自動車株式会社
平角線の歪み除去装置
4日前
株式会社三五
スプラインの形成装置及びスプラインの形成方法
24日前
JFEスチール株式会社
表面欠陥予測方法、鋼帯の製造方法及び表面欠陥予測装置
19日前
三研空機株式会社
セルフピアシングリベット接合のプロセス品質制御方法
12日前
日本製鉄株式会社
プレス成形用ブランク
27日前
株式会社プロテリアル
特性推定システム、良否判定システム、特性推定方法、および良否判定方法
28日前
ヒュンダイ スチール カンパニー
ホットスタンピング部品及びその製造方法
12日前
株式会社TMEIC
タンデム圧延機の板厚スケジュール計算方法
25日前
深セン市富泰シン科技有限公司
筐体材直角折り曲げ加工方法
10日前
JFEスチール株式会社
被圧延材のキャンバー予測方法、熱延鋼板の製造方法、被圧延材のキャンバー予測モデルの生成方法及び、被圧延材のキャンバー予測装置
3日前
JFEスチール株式会社
鋼板の画像表示方法、鋼板の圧延制御方法、鋼板の製造方法、鋼板の品質管理方法、鋼板の画像表示システム、鋼板の圧延設備および鋼板の製造設備
19日前
ハウメット エアロスペース インコーポレイテッド
マルチピース締め具、マルチピース締め具設置装置、および締結方法
1か月前
三光機械株式会社
多列式縦型自動充填包装機及びホッパー
10日前
日本ゼオン株式会社
光学フィルムの製造方法
20日前
富士フイルム株式会社
組成物、膜、光学フィルタおよび固体撮像素子
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ