TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025069891
公報種別
公開特許公報(A)
公開日
2025-05-01
出願番号
2023179906
出願日
2023-10-18
発明の名称
バスバーの製造方法及び装置
出願人
株式会社川熱
代理人
個人
主分類
H01B
13/14 20060101AFI20250423BHJP(基本的電気素子)
要約
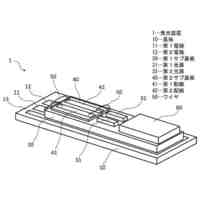
【課題】押出成形により、絶縁樹脂を高密着性で平板状導体に被覆することができるバスバーの製造方法及び装置を提供する。
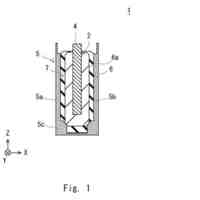
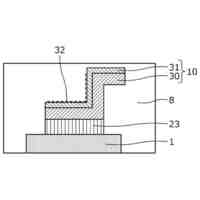
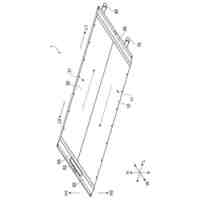
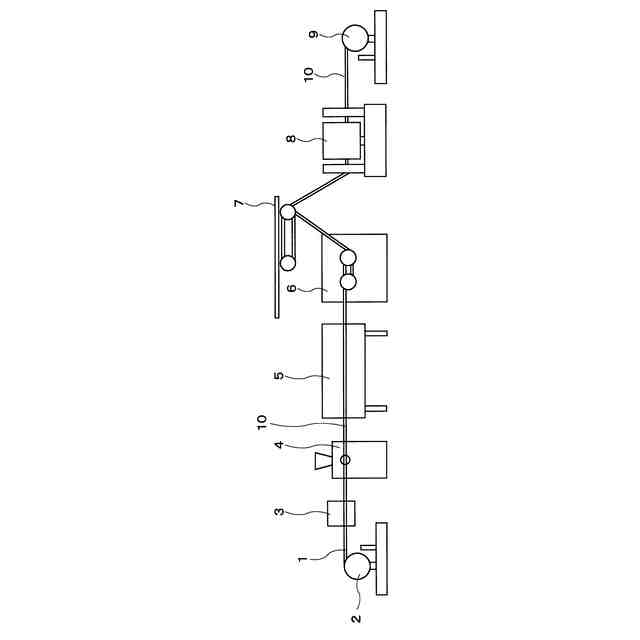
【解決手段】帯板状の導体素材1の表面を梨地加工した後、押出成形により流動体状に成形した絶縁性樹脂を導体素材1の梨地加工面に供給し、導体素材1の表面を取り囲む絶縁樹脂層を形成する。その後、絶縁性樹脂を降温させて凝固させる。これにより、導体素材1の表面に形成された絶縁性樹脂被膜は、導体素材1の表面に強固に密着する。
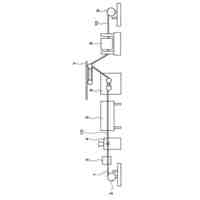
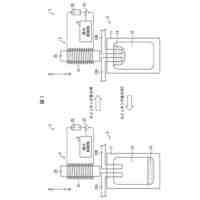
【選択図】図1
特許請求の範囲
【請求項1】
帯板状の導体の表面を梨地加工し、前記導体の表面に絶縁性樹脂を押出成形した後、切断してバスバーを製造することを特徴とするバスバーの製造方法。
続きを表示(約 180 文字)
【請求項2】
帯板状の導体を一方向に供給する供給部と、
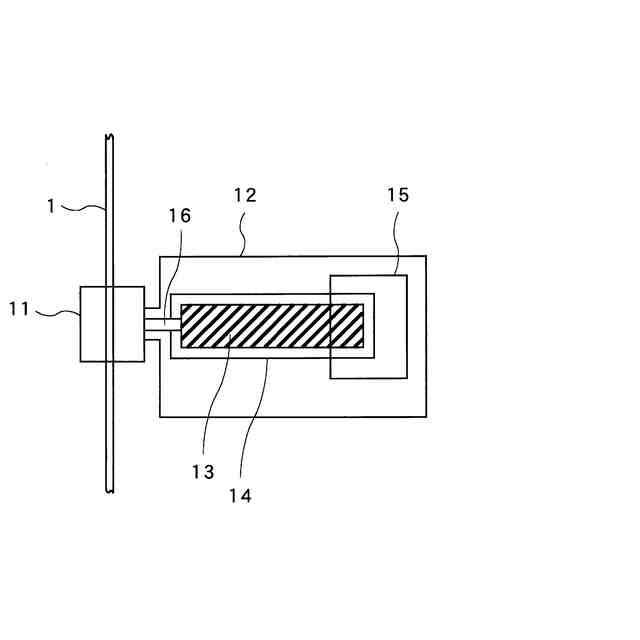
前記導体の表面を梨地加工する表面加工部と、
この梨地加工後の前記導体に対し、絶縁性樹脂を押出し成形により供給し、前記導体の表面を取り囲む絶縁樹脂層を形成する押出成形部と、
絶縁被覆層が形成された前記導体を巻き取る巻取部と、
を有することを特徴とするバスバーの製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、自動車の電源回路又は太陽電池モジュール等に使用されるバスバーの製造方法及び装置に関し、特に、絶縁樹脂被覆を備えたバスバーの製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
自動車の電源回路等には、バッテリと、各種の電機部品とを接続するために、銅又はアルミニウム製の平板状のバスバーが使用されている。また、このバスバーと車体又は他のバスバーとの短絡を防止するために、バスバーは、絶縁性の樹脂で被覆されている。
【0003】
このような絶縁被膜を有するバスバーは、例えば、バスバー製品の形状に切断された導電部材に絶縁性樹脂を塗布した後、これを硬化処理する方法により製造されている。具体的には、絶縁性樹脂として、熱硬化性樹脂又は紫外線硬化性樹脂を導電部材に塗布した後、夫々、熱を加えて硬化するか、又は紫外光を照射して、樹脂を硬化している(特許文献1)。この特許文献1では、導電部材のエッジ部における絶縁被膜の厚さが不十分となることを防止するために、光硬化性の絶縁被膜の硬化後の伸び率及びヤング率を所定範囲に規定している。
【0004】
また、特許文献2には、板状導体と、この板状導体に沿って配置された複数の線状導体と、これらを包囲するように押出し成形された絶縁性樹脂材とを有し、板状導体と線状導体とを一体に形成した被覆導電部材が開示されている。この特許文献2は、板状導体と複数の線状導体とを一体的に樹脂を押出し成形したものであり、特許文献1と同様に、バスバー製品を個別に樹脂被覆して製造している。
【先行技術文献】
【特許文献】
【0005】
特開2016-66435号公報
特許第6518508号
【発明の概要】
【発明が解決しようとする課題】
【0006】
樹脂被覆の方法が、樹脂の押出被覆による場合は、熱硬化性樹脂の加熱硬化による場合と、光硬化性樹脂の光照射硬化による場合よりも、生産効率が高いという利点がある。しかし、樹脂が導体の表面に押出成形により被覆された樹脂被覆導体は、自動車等の電機部品の各接点を取り回すように複雑な形状に曲げ加工又はねじり加工される。このようにして、種々の形状に曲げ加工又はねじり加工されたバスバーにより、電機部品等が接続される。
【0007】
この場合に、従来の押出被覆バスバーは、樹脂被膜と平板状導体との間の密着性が低く、電機部品等に接続する際にその接点に合わせて曲げ加工すると、その加工部分で、被覆樹脂が層状で平板状導体から剥離し、導体が露出してしまうことがある。そうすると、導体の絶縁性が破壊され、配線として機能しなくなる。
【0008】
本発明はかかる問題点に鑑みてなされたものであって、押出成形により、絶縁樹脂を高密着性で平板状導体に被覆することができるバスバーの製造方法及び装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明に係るバスバーの製造方法は、
帯板状の導体の表面を梨地加工し、前記導体の表面に絶縁性樹脂を押出成形した後、切断してバスバーを製造することを特徴とする。
【0010】
本発明に係るバスバーの製造装置は、
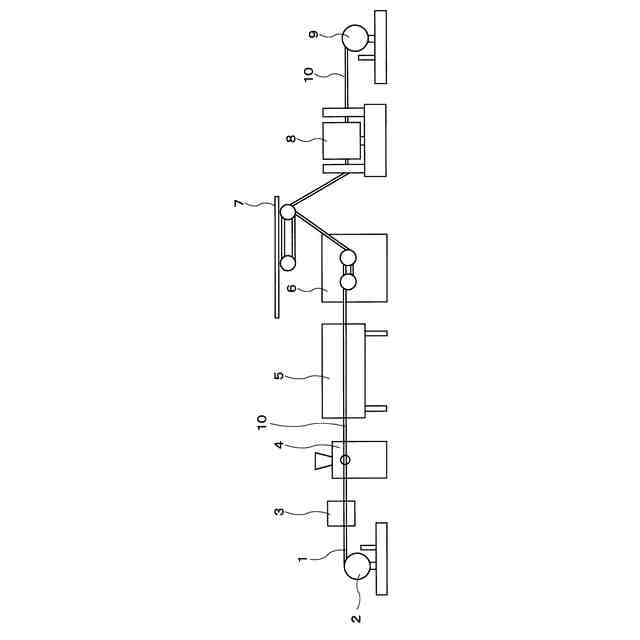
帯板状の導体を一方向に供給する供給部と、
前記導体の表面を梨地加工する表面加工部と、
この梨地加工後の前記導体に対し、絶縁性樹脂を押出し成形により供給し、前記導体の表面を取り囲む絶縁樹脂層を形成する押出成形部と、
絶縁被覆層が形成された前記導体を巻き取る巻取部と、
を有することを特徴とする。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社川熱
バスバーの製造方法及び装置
4日前
個人
超音波接合
19日前
オムロン株式会社
電磁継電器
4日前
オムロン株式会社
電磁継電器
4日前
株式会社FLOSFIA
半導体装置
25日前
株式会社GSユアサ
蓄電装置
3日前
キヤノン株式会社
無線通信装置
20日前
株式会社村田製作所
電池
25日前
日本特殊陶業株式会社
保持装置
3日前
トヨタ自動車株式会社
二次電池
18日前
日星電気株式会社
ケーブルの接続構造
25日前
シチズン電子株式会社
発光装置
18日前
株式会社村田製作所
電池
26日前
株式会社村田製作所
電池
25日前
株式会社村田製作所
電池
25日前
住友電装株式会社
コネクタ
25日前
住友電装株式会社
コネクタ
11日前
住友電装株式会社
コネクタ
26日前
TDK株式会社
コイル部品
11日前
株式会社バンダイ
電池収容構造及び玩具
3日前
トヨタバッテリー株式会社
組電池
12日前
芝浦メカトロニクス株式会社
基板処理装置
26日前
株式会社アイシン
電池
18日前
富士電機株式会社
半導体モジュール
26日前
株式会社村田製作所
二次電池
26日前
三菱電機株式会社
半導体装置
12日前
株式会社AESCジャパン
二次電池
3日前
オムロン株式会社
スイッチング素子
26日前
TDK株式会社
電子部品
25日前
TDK株式会社
電子部品
3日前
株式会社村田製作所
半導体装置
3日前
TDK株式会社
電子部品
20日前
三桜工業株式会社
冷却器
25日前
富士通商株式会社
両面負極全固体電池
5日前
日東電工株式会社
スイッチ装置
26日前
富士通商株式会社
全固体リチウム電池
5日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ