TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025074398
公報種別
公開特許公報(A)
公開日
2025-05-14
出願番号
2023185170
出願日
2023-10-30
発明の名称
数値制御装置、システム、制御方法、及びプログラム
出願人
ブラザー工業株式会社
代理人
個人
,
個人
主分類
G05B
19/416 20060101AFI20250507BHJP(制御;調整)
要約
【課題】段取り替え後1回目のプログラム運転でも積載条件に最適な時定数で工具マガジンを旋回できる数値制御装置、システム、制御方法、及びプログラムを提供する。
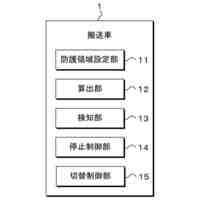
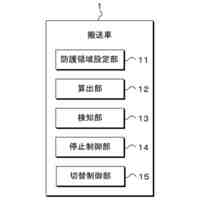
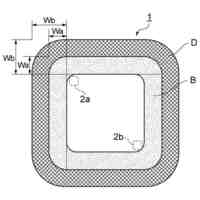
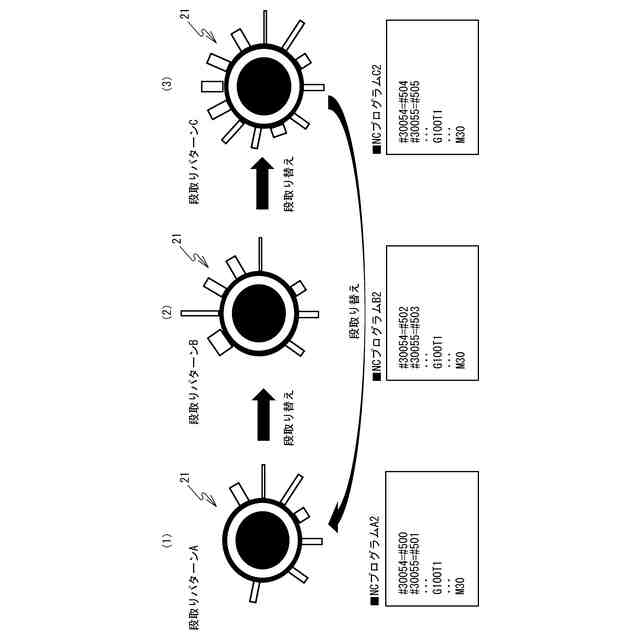
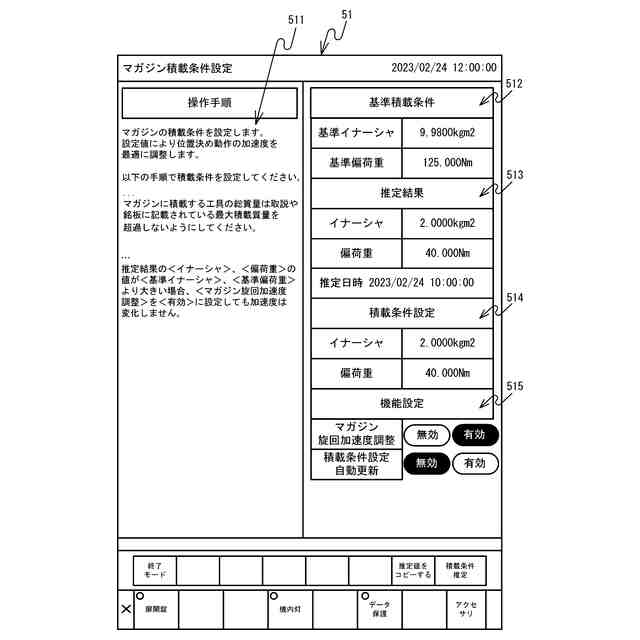
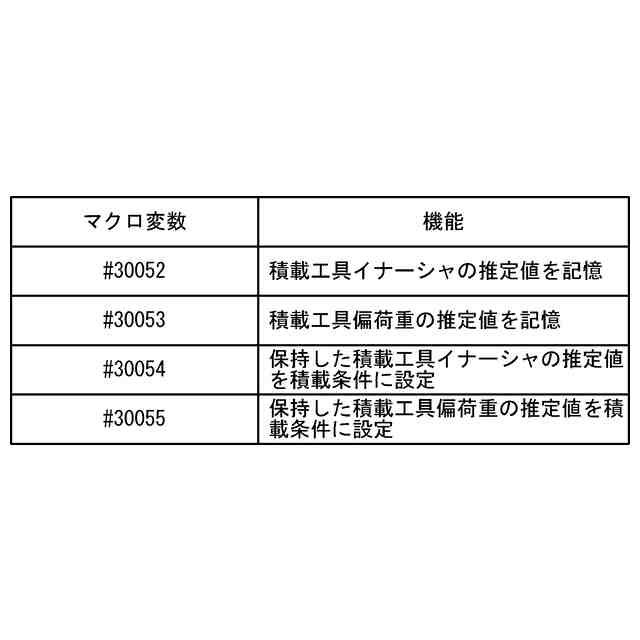
【解決手段】数値制御装置の制御部は工具マガジンの旋回軸回りの積載条件を推定する。積載条件は、積載工具イナーシャ及び積載工具偏荷重によって規定される。制御部は積載条件の推定結果を工具マガジンにおける段取りパターンに対応した推定変数(#500~#505)と対応付けて記憶する。制御部はNCプログラム実行中にて設定指示変数(#30054と#30055)を読込んだ場合、推定変数と対応付けて記憶した推定結果を読み出し積載条件として設定する。制御部は設定した積載条件に応じて工具マガジンの旋回動作時の加減速の時定数を算出して工具マガジンの旋回動作を実行する。
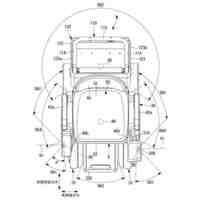
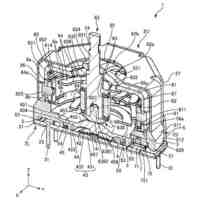
【選択図】図12
特許請求の範囲
【請求項1】
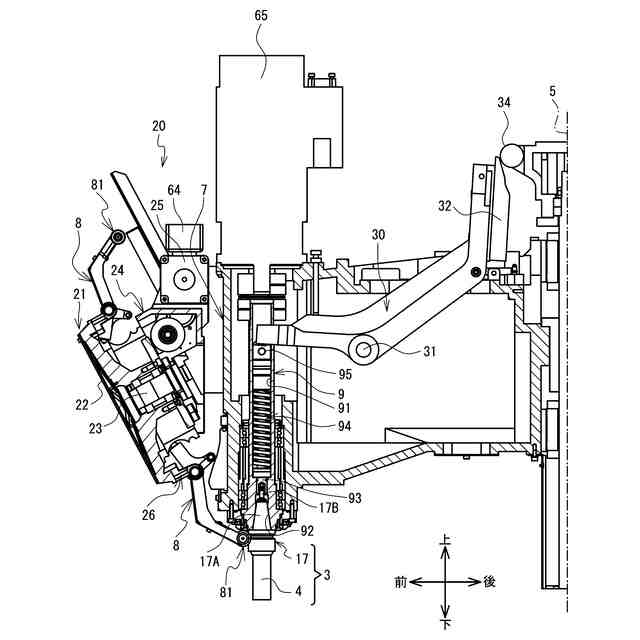
工具を積載可能であり、モータの駆動で旋回駆動することにより前記工具を所定位置へ搬送する工具マガジンを備える工作機械に対し、前記モータへの指令を出力する数値制御装置であって、
制御部を備え、
前記制御部は、
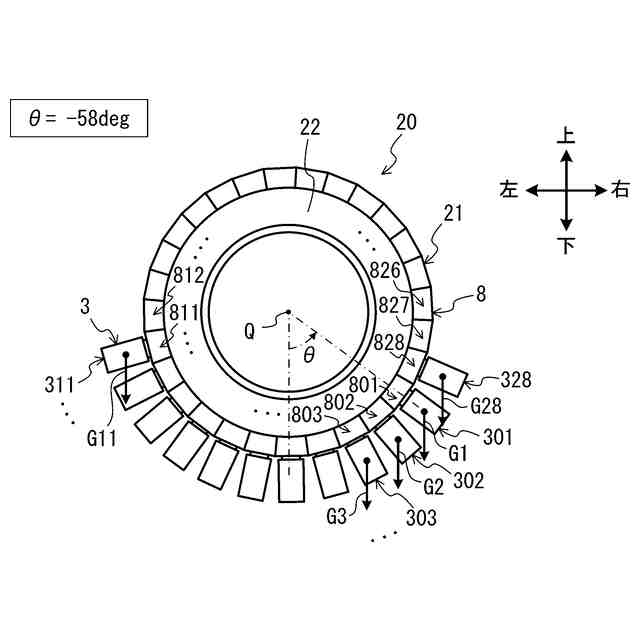
前記工具マガジンの旋回軸回りのイナーシャ及び偏荷重によって規定される積載条件を推定する推定処理と、
前記推定処理の推定結果を、前記工具マガジンにおける前記工具の段取りパターンに対応した推定変数と対応付けて記憶する記憶処理と、
NCプログラム実行中において設定指示変数を読み込んだ場合に、前記記憶処理で記憶し且つ前記推定変数と対応付けた前記推定結果を前記積載条件として設定する設定処理と、
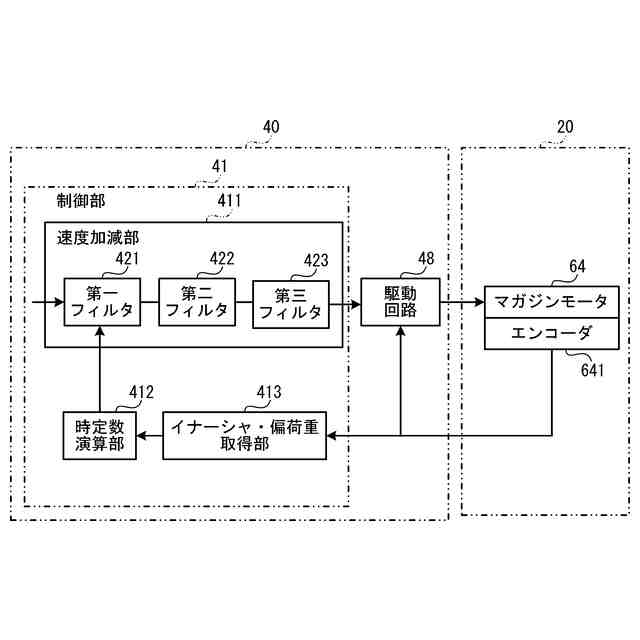
前記設定処理で設定した前記積載条件に応じて前記工具マガジンの旋回動作時における前記モータの加減速の時定数を算出する算出処理と、
前記算出処理で算出した前記時定数で前記工具マガジンの前記旋回動作を実行する旋回実行処理と
を実行することを特徴とする数値制御装置。
続きを表示(約 3,200 文字)
【請求項2】
前記記憶処理は、NCプログラム実行中において、前記推定処理の前記推定結果を前記推定変数と対応付けて記憶させる指示である記憶指示変数を読み込んだ場合に、前記推定結果を前記推定変数と対応付けて記憶する処理であること
を特徴とする請求項1に記載の数値制御装置。
【請求項3】
前記推定処理は、前記段取りパターンが基準段取りパターンの場合に前記モータが動作できる基準時定数で前記旋回動作を実行した結果に基づき前記積載条件を推定する処理であること
を特徴とする請求項1又は2に記載の数値制御装置。
【請求項4】
工具を積載可能であり、モータの駆動で旋回駆動することにより前記工具を所定位置へ搬送する工具マガジンを備える工作機械に対し、前記モータへの指令を出力する数値制御装置の制御方法であって、
前記工具マガジンの旋回軸回りのイナーシャ及び偏荷重によって規定される積載条件を推定する推定ステップと、
前記推定ステップの推定結果を、前記工具マガジンにおける前記工具の段取りパターンに対応した推定変数と対応付けて記憶する記憶ステップと、
NCプログラム実行中において設定指示変数を読み込んだ場合に、前記記憶ステップで記憶し且つ前記推定変数と対応付けた前記推定結果を前記積載条件として設定する設定ステップと、
前記設定ステップで設定した前記積載条件に応じて前記工具マガジンの旋回動作時における前記モータの加減速の時定数を算出する算出ステップと、
前記算出ステップで算出した前記時定数で前記工具マガジンの前記旋回動作を実行する旋回実行ステップと
を備えたことを特徴とする制御方法。
【請求項5】
工具を積載可能であり、モータの駆動で旋回駆動することにより前記工具を所定位置へ搬送する工具マガジンを備える工作機械に対し、前記モータへの指令を出力する数値制御装置のコンピュータによって実行可能なプログラムであって、
前記コンピュータに、
前記工具マガジンの旋回軸回りのイナーシャ及び偏荷重によって規定される積載条件を推定する推定ステップと、
前記推定ステップの推定結果を、前記工具マガジンにおける前記工具の段取りパターンに対応した推定変数と対応付けて記憶する記憶ステップと、
NCプログラム実行中において設定指示変数を読み込んだ場合に、前記記憶ステップで記憶し且つ前記推定変数と対応付けた前記推定結果を前記積載条件として設定する設定ステップと、
前記設定ステップで設定した前記積載条件に応じて前記工具マガジンの旋回動作時における前記モータの加減速の時定数を算出する算出ステップと、
前記算出ステップで算出した前記時定数で前記工具マガジンの前記旋回動作を実行する旋回実行ステップと
を実行させることを特徴とするプログラム。
【請求項6】
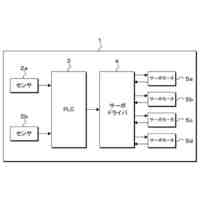
工具を積載可能であり、モータの駆動により旋回動作することにより前記工具を所定位置へ搬送する工具マガジンを備える工作機械に対し、前記モータへの指令を出力する数値制御装置と、前記数値制御装置に対して制御を行うPLCとを備えたシステムであって、
前記数値制御装置の制御部は、前記工具マガジンの旋回軸回りのイナーシャ及び偏荷重によって規定される積載条件を推定する推定処理を実行し、
前記PLCは、
特定条件を満たした場合にオンする第1特定データレジスタと、
前記推定処理の推定結果を記憶する第1データレジスタと、
前記第1特定データレジスタがオンした場合に、前記第1データレジスタに記憶した前記推定結果を、前記工具マガジンにおける前記工具の段取りパターンに対応させて記憶する第2データレジスタと、
前記工具マガジンの段取り替え完了後にオンする第2特定データレジスタと、
前記第2特定データレジスタがオンした場合に、前記第2データレジスタに記憶した前記推定結果を記憶する第3データレジスタと
を備え、
前記数値制御装置の前記制御部は更に、
前記第3データレジスタに記憶した前記推定結果を前記積載条件として設定する設定処理と、
前記設定処理で設定した前記積載条件に応じて前記工具マガジンの旋回動作時における前記モータの加減速の時定数を算出する算出処理と、
前記算出処理で算出した前記時定数で前記旋回動作を実行する旋回実行処理と
を実行することを特徴とするシステム。
【請求項7】
前記第2特定データレジスタは、複数の前記段取りパターンの夫々に対応する複数の第2特定データレジスタであって、
前記第2データレジスタは、前記複数の第2特定データレジスタの夫々に対応付けられた複数の第2データレジスタであって、
前記第3データレジスタは、前記複数の第2特定データレジスタのうちオンした前記第2特定データレジスタに対応する前記第2データレジスタに記憶した前記推定結果を記憶すること
を特徴とする請求項6に記載のシステム。
【請求項8】
前記特定条件とは、NCプログラム終了時であること
を特徴とする請求項6に記載のシステム。
【請求項9】
前記PLCは、前記工具マガジンに対して前記工具の段取り替えを行う工具付替装置に対して更に制御を行うものであって、
前記PLCは、前記工具付替装置から前記工具の段取り替えが完了したことを示す完了信号を受信した場合に、段取り替えが完了した前記段取りパターンに対応する前記第2特定データレジスタをオンすること
を特徴とする請求項6から8の何れか一に記載のシステム。
【請求項10】
工具を積載可能であり、モータの駆動により旋回動作することにより前記工具を所定位置へ搬送する工具マガジンを備える工作機械に対し、前記モータへの指令を出力する数値制御装置と、前記数値制御装置に対して制御を行うPLCとを備えたシステムの制御方法であって、
前記数値制御装置は、前記工具マガジンの旋回軸回りのイナーシャ及び偏荷重によって規定される積載条件を推定する推定ステップを行い、
前記PLCは、
特定条件を満たした場合に第1特定データレジスタをオンする第1オンステップと、
前記推定ステップにおける推定結果を第1データレジスタに記憶する第1記憶ステップと、
前記第1特定データレジスタがオンした場合に、前記第1データレジスタに記憶した前記推定結果を、前記工具マガジンにおける前記工具の段取りパターンに対応させて第2データレジスタに記憶する第2記憶ステップと、
前記工具マガジンの段取り替え完了後に第2特定データレジスタをオンする第2オンステップと、
前記第2特定データレジスタがオンした場合に、前記第2データレジスタに記憶した前記推定結果を第3データレジスタに記憶する第3記憶ステップと
を行い、
前記数値制御装置は更に、
前記第3データレジスタに記憶した前記推定結果を前記積載条件として設定する設定ステップと、
前記設定ステップで設定した前記積載条件に応じて前記工具マガジンの前記旋回動作時における前記モータの加減速の時定数を算出する算出ステップと、
前記算出ステップで算出した前記時定数で前記旋回動作を実行する旋回実行ステップと
を行うことを特徴とする制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、数値制御装置、システム、制御方法、及びプログラムに関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
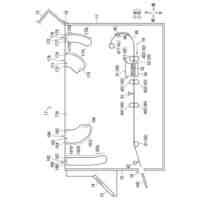
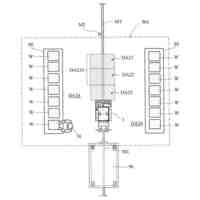
工具を積載する工具マガジンを備えた工作機械において、工具マガジンの旋回軸周りのイナーシャを算出し、算出したイナーシャに応じて工具マガジンの旋回速度を変更するものが知られている。特許文献1は、ユーザの操作により工具マガジンの動作速度を調整できる工作機械を開示する。
【先行技術文献】
【特許文献】
【0003】
特許第6603282号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1の工作機械において、工具の段取り替え等によって積載条件(積載する工具のイナーシャと偏荷重)が変更された場合、動作速度の調整を再実施してイナーシャと偏荷重を更新する必要がある。例えば、決まった段取りパターンを入れ替えて運用するような使い方をする場合、それ以前に積載条件を設定したことのある段取りパターンに変更したとしても、積載条件の推定を再実施する必要がある。故に段取り替え後1回目のプログラム運転では工具交換時間を短縮できないという問題点があった。
【0005】
本発明の目的は、段取り替え後1回目のプログラム運転でも積載条件に最適な時定数で工具マガジンを旋回できる数値制御装置、システム、制御方法、及びプログラムを提供することである。
【課題を解決するための手段】
【0006】
請求項1の数値制御装置は、工具を積載可能であり、モータの駆動で旋回駆動することにより前記工具を所定位置へ搬送する工具マガジンを備える工作機械に対し、前記モータへの指令を出力する数値制御装置であって、制御部を備え、前記制御部は、前記工具マガジンの旋回軸回りのイナーシャ及び偏荷重によって規定される積載条件を推定する推定処理と、前記推定処理の推定結果を、前記工具マガジンにおける前記工具の段取りパターンに対応した推定変数と対応付けて記憶する記憶処理と、NCプログラム実行中において設定指示変数を読み込んだ場合に、前記記憶処理で記憶し且つ前記推定変数と対応付けた前記推定結果を前記積載条件として設定する設定処理と、前記設定処理で設定した前記積載条件に応じて前記工具マガジンの旋回動作時における前記モータの加減速の時定数を算出する算出処理と、前記算出処理で算出した前記時定数で前記工具マガジンの前記旋回動作を実行する旋回実行処理とを実行することを特徴とする。数値制御装置は段取りパターン毎に推定変数と対応づけて積載条件の推定結果を記憶できる。よって、既に積載条件を推定済みの段取りパターンに段取り替えした場合、数値制御装置は段取り替え後の段取りパターンに対応する推定結果を読出し、積載条件に設定できる。故に数値制御装置は推定済みの段取りパターンへの段取り替え後1回目のNCプログラムの運転でも、積載条件の推定を再実施することなく積載条件に最適な時定数で工具マガジンを旋回できる。
【0007】
請求項2の数値制御装置の前記記憶処理は、NCプログラム実行中において、前記推定処理の前記推定結果を前記推定変数と対応付けて記憶させる指示である記憶指示変数を読み込んだ場合に、前記推定結果を前記推定変数と対応付けて記憶する処理であってもよい。故に数値制御装置はNCプログラム実行中においてユーザの操作無しで推定結果を推定変数と対応付けて記憶できる。
【0008】
請求項3の数値制御装置の前記推定処理は、前記段取りパターンが基準段取りパターンの場合に前記モータが動作できる基準時定数で前記旋回動作を実行した結果に基づき前記積載条件を推定する処理であってもよい。故に数値制御装置は積載条件を推定する際に、段取りパターンに関係なく工具マガジンを安全に旋回させることができる。
【0009】
請求項4の制御方法は、工具を積載可能であり、モータの駆動で旋回駆動することにより前記工具を所定位置へ搬送する工具マガジンを備える工作機械に対し、前記モータへの指令を出力する数値制御装置の制御方法であって、前記工具マガジンの旋回軸回りのイナーシャ及び偏荷重によって規定される積載条件を推定する推定ステップと、前記推定ステップの推定結果を、前記工具マガジンにおける前記工具の段取りパターンに対応した推定変数と対応付けて記憶する記憶ステップと、NCプログラム実行中において設定指示変数を読み込んだ場合に、前記記憶ステップで記憶し且つ前記推定変数と対応付けた前記推定結果を前記積載条件として設定する設定ステップと、前記設定ステップで設定した前記積載条件に応じて前記工具マガジンの旋回動作時における前記モータの加減速の時定数を算出する算出ステップと、前記算出ステップで算出した前記時定数で前記工具マガジンの前記旋回動作を実行する旋回実行ステップとを備えたことを特徴とする。数値制御装置は上記各ステップを行うことにより請求項1に記載の効果を得ることができる。
【0010】
請求項5のプログラムは、工具を積載可能であり、モータの駆動で旋回駆動することにより前記工具を所定位置へ搬送する工具マガジンを備える工作機械に対し、前記モータへの指令を出力する数値制御装置のコンピュータによって実行可能なプログラムであって、前記コンピュータに、前記工具マガジンの旋回軸回りのイナーシャ及び偏荷重によって規定される積載条件を推定する推定ステップと、前記推定ステップの推定結果を、前記工具マガジンにおける前記工具の段取りパターンに対応した推定変数と対応付けて記憶する記憶ステップと、NCプログラム実行中において設定指示変数を読み込んだ場合に、前記記憶ステップで記憶し且つ前記推定変数と対応付けた前記推定結果を前記積載条件として設定する設定ステップと、前記設定ステップで設定した前記積載条件に応じて前記工具マガジンの旋回動作時における前記モータの加減速の時定数を算出する算出ステップと、前記算出ステップで算出した前記時定数で前記工具マガジンの前記旋回動作を実行する旋回実行ステップとを実行させることを特徴とする。数値制御装置のコンピュータが上記各ステップを行うことにより数値制御装置は請求項1に記載の効果を得ることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ブラザー工業株式会社
シート搬送装置
今日
エイブリック株式会社
基準電圧回路
1か月前
和研工業株式会社
多連レバー機構
1か月前
株式会社クボタ
作業車
1か月前
ローム株式会社
半導体集積回路
1か月前
株式会社ダイフク
搬送車
1か月前
エイブリック株式会社
ボルテージレギュレータ
1か月前
三菱電機株式会社
自己位置推定装置
2日前
トヨタ自動車株式会社
工作機械の制御装置
1か月前
トヨタ自動車株式会社
工作機械の制御装置
1か月前
トヨタ自動車株式会社
移動体、及び制御方法
今日
株式会社ダイフク
物品搬送設備
1か月前
株式会社やまびこ
走行制御装置
23日前
愛知機械テクノシステム株式会社
無人搬送車
1か月前
株式会社タブチ
減圧弁
17日前
アズビル株式会社
制御システムおよび制御方法
1か月前
アズビル株式会社
制御システムおよび制御方法
1か月前
アズビル株式会社
制御システムおよび制御方法
1か月前
WHILL株式会社
電動モビリティ
1日前
日本精工株式会社
制御装置および制御方法
1か月前
チームラボ株式会社
走行システム及び走行路
2か月前
株式会社ダイヘン
搬送車
1か月前
株式会社ダイヘン
搬送車
1か月前
株式会社ダイヘン
搬送車
今日
株式会社ダイヘン
搬送車
1か月前
日本信号株式会社
自走式装置
7日前
株式会社ダイヘン
搬送車
1か月前
株式会社デンソー
診断装置
21日前
トヨタ自動車株式会社
群制御システム及び群制御方法
1か月前
村田機械株式会社
稼働監視システム及び稼働監視方法
1か月前
井関農機株式会社
作業車両
1か月前
ローム株式会社
バイアス回路
1か月前
FCLコンポーネント株式会社
電源回路および検出装置
17日前
ミツミ電機株式会社
多方向入力装置
1か月前
株式会社アイシン
自律移動体
7日前
株式会社アイシン
自律移動体
7日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ