TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024148825
公報種別
公開特許公報(A)
公開日
2024-10-18
出願番号
2023062300
出願日
2023-04-06
発明の名称
溶鋼の脱窒処理方法
出願人
日本製鉄株式会社
代理人
個人
主分類
C21C
7/00 20060101AFI20241010BHJP(鉄冶金)
要約
【課題】効率よく溶鋼を脱窒することが可能な溶鋼の脱窒処理方法を提供する。
【解決手段】O濃度が0.0015質量%未満かつS濃度が0.0020質量%未満の溶鋼に対して、減圧下で上吹きランスから精錬剤を吹き付けて脱窒処理を行う溶鋼の脱窒処理方法であって、前記精錬剤は、金属Mg、Mg合金、金属CaおよびCa合金からなる群から選ばれる1種以上を含む粉体であり、前記精錬剤を溶鋼面に吹き付ける際に、真空槽内の静止溶鋼表面積の50%以上の範囲に前記精錬剤を吹き付ける。
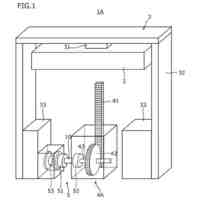
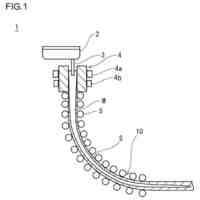
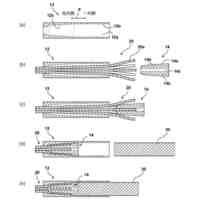
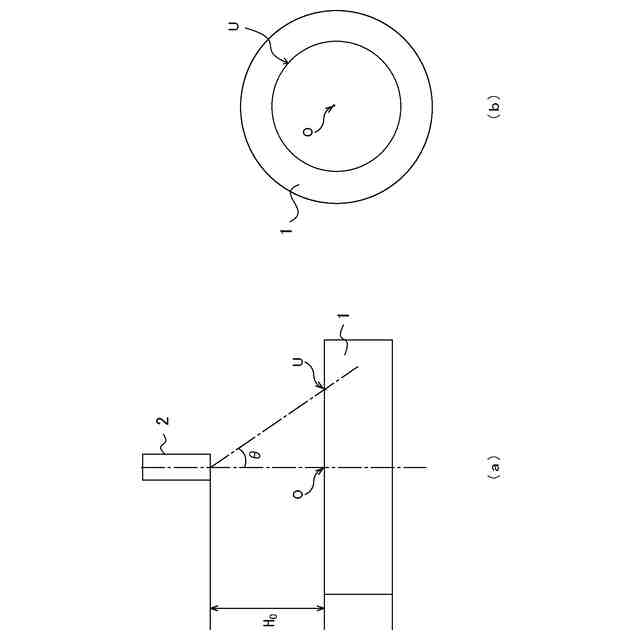
【選択図】図1
特許請求の範囲
【請求項1】
真空脱ガス装置において、O濃度が0.0015質量%未満かつS濃度が0.0020質量%未満の溶鋼に対して、減圧下で上吹きランスから精錬剤を吹き付けて脱窒処理を行う溶鋼の脱窒処理方法であって、
前記精錬剤は、金属Mg、Mg合金、金属CaおよびCa合金からなる群から選ばれる1種以上を含む粉体であり、
前記精錬剤を溶鋼面に吹き付ける際に、真空槽内の静止溶鋼表面積の50%以上の範囲に前記精錬剤を吹き付けることを特徴とする溶鋼の脱窒処理方法。
続きを表示(約 210 文字)
【請求項2】
金属Mg、金属Ca、Mg合金およびCa合金中のMg分およびCa分の物質量合計が5モル/t-steel以上100モル/t-steel未満となる量の精錬剤を溶鋼面に吹き付けることを特徴とする請求項1に記載の溶鋼の脱窒処理方法。
【請求項3】
前記精錬剤の吹き付け範囲が前記真空槽の壁面と重ならないように前記精錬剤を吹き付けることを特徴とする請求項1または2に記載の溶鋼の脱窒処理方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、効率よく脱窒処理を行うための溶鋼の脱窒処理方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来、溶鋼中の不純物ガス成分である炭素、窒素、水素を除去するため、RHやREDAといった装置による真空脱ガス処理が行われている。一般的に、脱ガス反応を促進するためには反応界面積を増加させたり物質移動を促進させたりすることが有効であり、溶鋼中にガスを吹込んで気泡を生成させることで、気液界面積を増加させたり撹拌を強化したりすることが行われる。
【0003】
気泡を生成させる手法の一例としては、RH型真空脱ガス装置において、環流ガスとしてAr流量を増加させることによって気泡生成量を増加させる操作が挙げられる。しかしながら、過剰にAr流量を増加させて撹拌を強化すると耐火物の溶損も助長するため、環流ガスの流量には実質的な上限がある。また、吹込みにより生成する気泡は粗大であるため、気液界面積を増加させる効率が低い。
【0004】
一方、ガス成分を溶解させた溶鋼を、真空にして過飽和の状態とすることで、溶鋼内部から気泡を生成させる手法がある。この場合、ガス化の反応によって気泡が生成するため、ガスを溶鋼に吹込む場合よりも微細な気泡となり、気液界面積を増加させる効率が高い利点がある。
【0005】
特許文献1には、減圧下において脱硫剤や脱窒剤等の精錬剤粉体を溶鋼に十分侵入させ得る脱硫脱窒処理方法として、アルカリ金属およびアルカリ土類金属を含む酸化物、炭化物、フッ化物、塩化物等を含む脱硫脱窒粉体を投入する際に、上吹きランスと溶鋼表面との距離を0.5~2mとし、供給速度が0.1~1kg/min・トンの範囲内で、キャリアガスを用いて上吹ランスから溶鋼表面へ上記脱硫脱窒粉体を吹き付ける方法が開示されている。
【先行技術文献】
【特許文献】
【0006】
特開平6-322431号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
近年は環境への配慮から、電気炉による製鋼技術が多く採用されてきている。ところが、電気炉による製鋼では従来主流であった高炉-転炉法による製鋼に比べて炉内への空気の混入が多いため、初期窒素濃度が高くなりやすい。鋼中の窒素は最終製品の特性に悪影響を及ぼすため適正な濃度まで低減する必要があり、二次精錬でのより高効率な脱窒方法が求められている。特許文献1に記載の方法は、脱硫と脱窒とを同時に行う方法であるが、脱窒に特化した場合には必ずしも好適な条件であるとはいえない。
【0008】
本発明は前述の問題点を鑑み、効率よく溶鋼を脱窒することが可能な溶鋼の脱窒処理方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
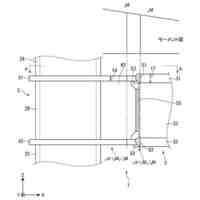
本発明者らは、脱硫処理の好適な条件と脱窒処理の好適な条件との違いについて検討した。二次精錬の脱硫処理では、溶鋼と精錬剤との接触界面積を増大させるために、精錬剤を溶鋼に巻き込ませるように脱硫処理を行う。具体的には、溶鋼中に浸漬したインジェクションランスから精錬剤を吹き込んだり、上吹きランスから精錬剤を吹き込んだりして溶鋼の内部に精錬剤を分散させる。一方、脱窒反応という観点では、揮発性元素を用いた脱窒処理では、精錬剤を溶鋼内部まで分散させることよりも、真空槽内の溶鋼の自由表面に揮発性元素を含む精錬剤を接触させて反応界面積および溶鋼表面での物質移動係数を増大させることが重要であることを本発明者らは見出した。
【0010】
本発明は以下のとおりである。
[1]
真空脱ガス装置において、O濃度が0.0015質量%未満かつS濃度が0.0020質量%未満の溶鋼に対して、減圧下で上吹きランスから精錬剤を吹き付けて脱窒処理を行う溶鋼の脱窒処理方法であって、
前記精錬剤は、金属Mg、Mg合金、金属CaおよびCa合金からなる群から選ばれる1種以上を含む粉体であり、
前記精錬剤を溶鋼面に吹き付ける際に、真空槽内の静止溶鋼表面積の50%以上の範囲に前記精錬剤を吹き付けることを特徴とする溶鋼の脱窒処理方法。
[2]
金属Mg、金属Ca、Mg合金およびCa合金中のMg分およびCa分の物質量合計が5モル/t-steel以上100モル/t-steel未満となる量の精錬剤を溶鋼面に吹き付けることを特徴とする上記[1]に記載の溶鋼の脱窒処理方法。
[3]
前記精錬剤の吹き付け範囲が前記真空槽の壁面と重ならないように前記精錬剤を吹き付けることを特徴とする上記[1]または[2]に記載の溶鋼の脱窒処理方法。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
21日前
日本製鉄株式会社
鋼材
21日前
日本製鉄株式会社
部品
13日前
日本製鉄株式会社
鋼材
27日前
日本製鉄株式会社
溶接継手
12日前
日本製鉄株式会社
柱梁接合構造
22日前
日本製鉄株式会社
鋼の製造方法
21日前
日本製鉄株式会社
衝撃吸収部材
5日前
日本製鉄株式会社
捻回試験装置
13日前
日本製鉄株式会社
表面処理鋼材
13日前
日本製鉄株式会社
衝撃吸収部材
5日前
日本製鉄株式会社
衝撃吸収部材
5日前
日本製鉄株式会社
衝撃吸収部材
5日前
日本製鉄株式会社
多角形筒形構造
21日前
日本製鉄株式会社
高炉の操業方法
5日前
日本製鉄株式会社
焼結鉱の製造方法
8日前
日本製鉄株式会社
焼結鉱の製造方法
8日前
日本製鉄株式会社
焼結鉱の製造方法
8日前
日本製鉄株式会社
鋳片の連続鋳造方法
5日前
日本製鉄株式会社
固定具および固定構造
8日前
日本製鉄株式会社
コイルばねの製造方法
22日前
日本製鉄株式会社
高力ボルト摩擦接合構造
21日前
日本製鉄株式会社
ラインパイプ用電縫鋼管
22日前
日本製鉄株式会社
素形材及びその製造方法
13日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
14日前
日本製鉄株式会社
試験システム及び試験方法
26日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
5日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
5日前
日本製鉄株式会社
ハット形鋼矢板の製造方法
27日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
27日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
27日前
日本製鉄株式会社
転炉の吹錬終了温度設定方法
22日前
日本製鉄株式会社
溶接継手の応力拡大係数推定方法
19日前
日本製鉄株式会社
応力分布測定方法及びプログラム
27日前
日本製鉄株式会社
応力分布測定方法及びプログラム
27日前
日本製鉄株式会社
回転機械の異常診断支援方法及び装置
27日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ