TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025058635
公報種別
公開特許公報(A)
公開日
2025-04-09
出願番号
2023168683
出願日
2023-09-28
発明の名称
回転機械の異常診断支援方法及び装置
出願人
日本製鉄株式会社
代理人
個人
主分類
G01M
99/00 20110101AFI20250402BHJP(測定;試験)
要約
【課題】回転機械の異常の兆候を検知できるようにする。
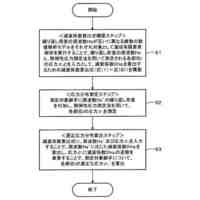
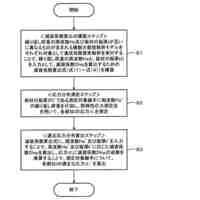
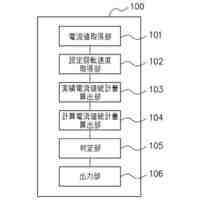
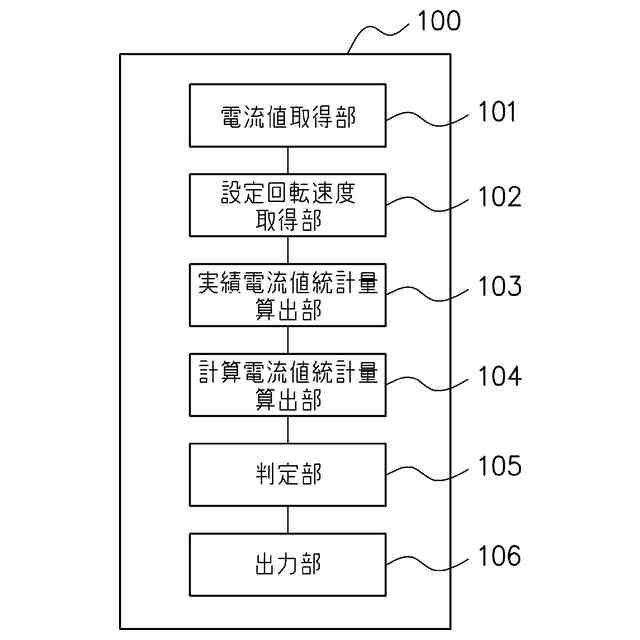
【解決手段】設定回転速度を変更して運転される回転機械の異常診断を支援する異常診断支援装置(100)であって、回転機械の電動機(M)の電流値を用いて、設定回転速度が変更されてから所定の時間内における電流値統計量である実績電流値統計量を算出する実績電流値統計量算出手段(103)と、正常時における設定回転速度の変更量と電流値統計量との相関関係を示す回帰式に基づいて、設定回転速度の変更量に対応する電流値統計量である計算電流値統計量を算出する計算電流値統計量算出手段(104)と、実績電流値統計量と計算電流値統計量との差分に基づいて、回転機械の異常診断を支援する情報を生成する生成手段(105)とを備える。
【選択図】図2
特許請求の範囲
【請求項1】
設定回転速度を変更して運転される回転機械の異常診断を支援する異常診断支援方法であって、
前記回転機械の電動機の電流値を用いて、設定回転速度が変更されてから所定の時間内における電流値統計量である実績電流値統計量を算出するステップと、
正常時における設定回転速度の変更量と電流値統計量との相関関係を示す回帰式に基づいて、前記設定回転速度の変更量に対応する電流値統計量である計算電流値統計量を算出するステップと、
前記実績電流値統計量と前記計算電流値統計量との差分に基づいて、前記回転機械の異常診断を支援する情報を生成するステップとを有することを特徴とする回転機械の異常診断支援方法。
続きを表示(約 850 文字)
【請求項2】
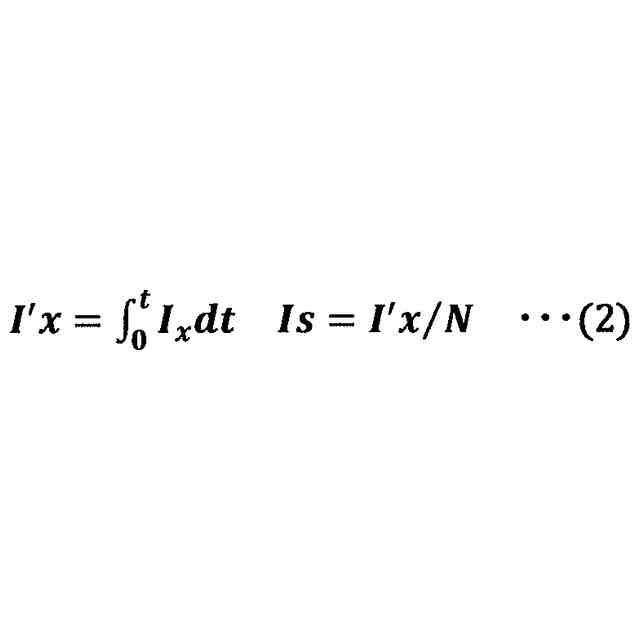
電流値統計量は、前記所定の時間内の電流の積算平均値であることを特徴とする請求項1に記載の回転機械の異常診断支援方法。
【請求項3】
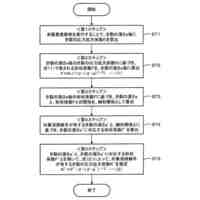
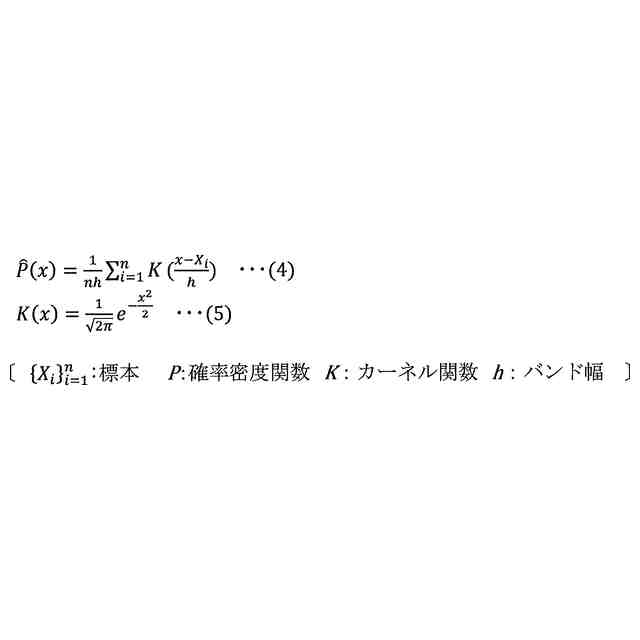
前記回転機械の異常診断を支援する情報を生成するステップでは、前記実績電流値統計量と前記計算電流値統計量との差分の確率分布と、予め求めておいた正常時の確率分布とに基づいた情報を生成することを特徴とする請求項1又は2に記載の回転機械の異常診断支援方法。
【請求項4】
前記回転機械の異常診断を支援する情報を生成するステップでは、前記実績電流値統計量と前記計算電流値統計量との差分の確率分布と、前記正常時の確率分布とを比較して、前記回転機械の異常を検知したか否かを判定し、その判定結果の情報を生成することを特徴とする請求項3に記載の回転機械の異常診断支援方法。
【請求項5】
前記回転機械の異常診断を支援する情報を生成するステップでは、2つの前記確率分布のカルバック・ライブラー距離を算出することを特徴とする請求項3に記載の回転機械の異常診断支援方法。
【請求項6】
設定回転速度を変更して運転される回転機械の異常診断を支援する異常診断支援装置であって、
前記回転機械の電動機の電流値を用いて、設定回転速度が変更されてから所定の時間内における電流値統計量である実績電流値統計量を算出する実績電流値統計量算出手段と、
正常時における設定回転速度の変更量と電流値統計量との相関関係を示す回帰式に基づいて、前記設定回転速度の変更量に対応する電流値統計量である計算電流値統計量を算出する計算電流値統計量算出手段と、
前記実績電流値統計量算出手段で算出した前記実績電流値統計量と前記計算電流値統計量算出手段で算出した前記計算電流値統計量との差分に基づいて、前記回転機械の異常診断を支援する情報を生成する生成手段とを備えることを特徴とする回転機械の異常診断支援装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、設定回転速度を変更して運転される回転機械の異常診断を支援する異常診断支援方法及び装置に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
電動機や電動機によって駆動されるローラー等の回転機械の異常診断に、電動機の電流値を利用する手法が提案されている。
特許文献1には、ローラーテーブルの設備診断に関して、金属帯を搬送するローラーテーブルの個々のロールを駆動する複数の電動機を同時に制御するドライブ装置を一単位として、当該ドライブ装置毎に、前記電動機の電動機電流を個別に計測し、計測した電動機電流の平均値と個別に計測した電動機電流値の偏差を比較して、又は、隣り合う電動機の電流値を比較して設備診断を行うことが開示されている。
また、特許文献2には、ローラーテーブルの設備診断に関して、ロールを駆動する電動機の電流信号を逐一捕らえ、運転直後の起動電流と起動時間を検出する起動状態検出部と、安定期における電流値の検出と電流の振動周期・振幅を演算するロール偏芯検出部によって構成される電流変化の検出機構を有し、電動機の運転信号によって各検出部を順次に切り替えることで、電動機の電流変化の挙動を運転開始から停止に至るまでの運転状態に応じて連続的にローラーテーブルを診断することが開示されている。
【先行技術文献】
【特許文献】
【0003】
特許第3982433号公報
特許第3688890号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に開示された手法では、電動機電流の計測を、ローラーテーブル上に金属帯がない無負荷状態での定速運転時や、電動機の駆動を開始する起動時に行うようにしている。しかしながら、無負荷状態での定速運転時の電流は設備の異常がある程度大きくならないと変動しない。そのため、無負荷状態での定速運転時に計測した電流に基づいて異常検知するときは、故障する直前となり、操業中のトラブルの発生を回避するための設備補修のために突発的に操業を停止することが求められる。また、電動機の起動時の電流は外乱による影響を含み、例えばロールの軸受の潤滑状態が温度で変化することにより、正常時でも電流が変動するため、誤検知を起こしてしまうおそれがある。
特許文献2に開示された手法でも、ローラーテーブルに搬送物が載っていない無負荷状態の安定期での電流や、運転直後の起動電流を計測するようにしており、特許文献1と同様に、設備の異常検知が故障の直前となり、設備補修のために突発的に操業を停止することが求められ、また、外乱による影響で誤検知を起こしてしまうおそれがある。
【0005】
本発明は上記のような点に鑑みてなされたものであり、回転機械の異常の兆候を検知できるようにすることを目的とする。
【課題を解決するための手段】
【0006】
本発明の回転機械の異常診断支援方法は、設定回転速度を変更して運転される回転機械の異常診断を支援する異常診断支援方法であって、前記回転機械の電動機の電流値を用いて、設定回転速度が変更されてから所定の時間内における電流値統計量である実績電流値統計量を算出するステップと、正常時における設定回転速度の変更量と電流値統計量との相関関係を示す回帰式に基づいて、前記設定回転速度の変更量に対応する電流値統計量である計算電流値統計量を算出するステップと、前記実績電流値統計量と前記計算電流値統計量との差分に基づいて、前記回転機械の異常診断を支援する情報を生成するステップとを有することを特徴とする。
本発明の回転機械の異常診断支援装置は、設定回転速度を変更して運転される回転機械の異常診断を支援する異常診断支援装置であって、前記回転機械の電動機の電流値を用いて、設定回転速度が変更されてから所定の時間内における電流値統計量である実績電流値統計量を算出する実績電流値統計量算出手段と、正常時における設定回転速度の変更量と電流値統計量との相関関係を示す回帰式に基づいて、前記設定回転速度の変更量に対応する電流値統計量である計算電流値統計量を算出する計算電流値統計量算出手段と、前記実績電流値統計量算出手段で算出した前記実績電流値統計量と前記計算電流値統計量算出手段で算出した前記計算電流値統計量との差分に基づいて、前記回転機械の異常診断を支援する情報を生成する生成手段とを備えることを特徴とする。
【発明の効果】
【0007】
本発明によれば、回転機械の異常の兆候を検知できるようになる。
【図面の簡単な説明】
【0008】
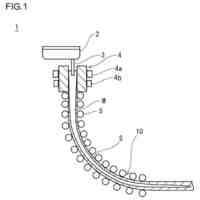
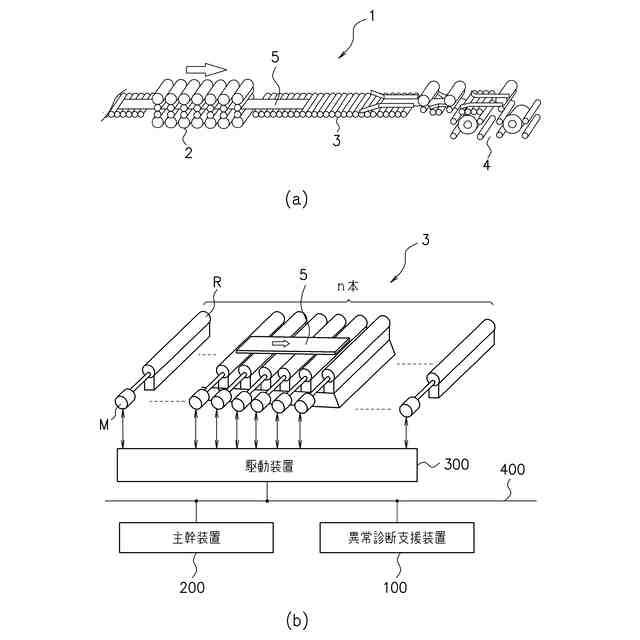
実施形態に係る熱間圧延ライン及びホットランテーブルを説明するための図である。
実施形態に係る異常診断支援装置の機能構成を示す図である。
実施形態に係る異常診断支援装置が実行する異常診断支援処理を示すフローチャートである。
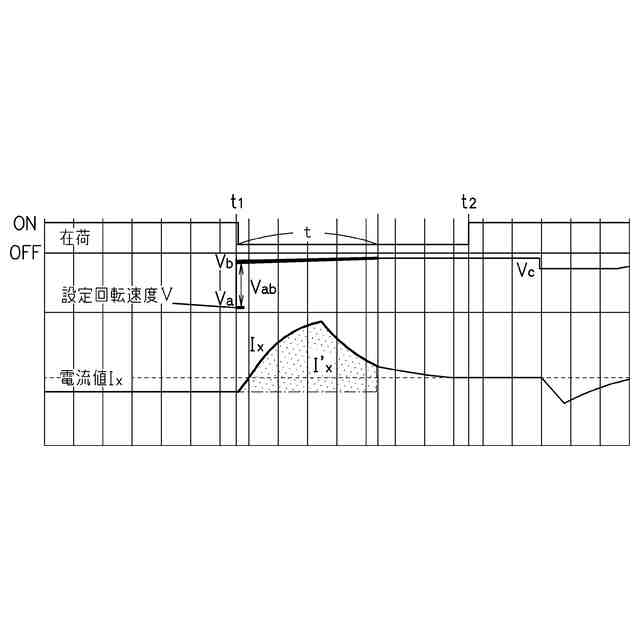
在荷オン、オフと、設定回転速度と、電流値との時系列変化の例を示す図である。
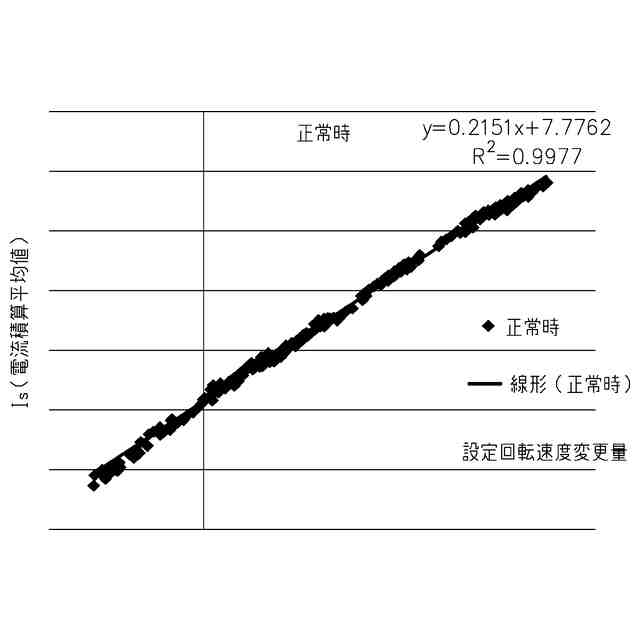
正常時における設定回転速度の変更量と電流値統計量との関係を示す図である。
実績電流値統計量と計算電流値統計量との差分を説明するための図である。
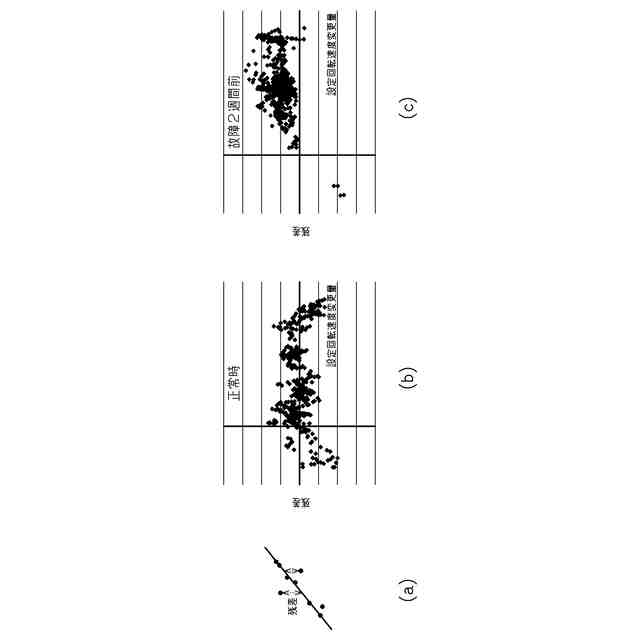
実績電流値統計量と計算電流値統計量との差分の確率分布を示す図である。
カルバック・ライブラー距離の推移を示す図である。
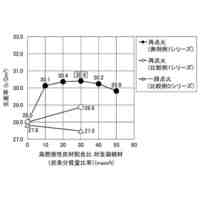
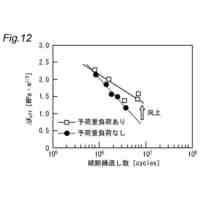
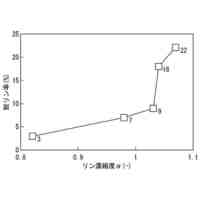
実施例における取り外し前日数とカルバック・ライブラー距離との関係を示す図である。
【発明を実施するための形態】
【0009】
以下、添付図面を参照して、本発明の好適な実施形態について説明する。
本実施形態では、本発明を適用する設備の例として、熱間圧延ラインのホットランテーブルと呼ばれる搬送装置を説明する。
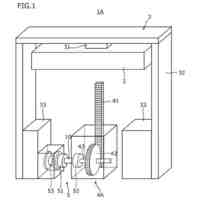
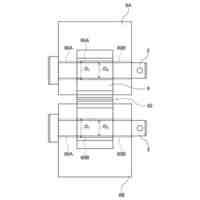
図1は、実施形態に係る熱間圧延ライン1及びホットランテーブル3を説明するための図である。
図1(a)に示すように、熱間圧延ライン1は、ライン上流側から順に、不図示の粗圧延機、仕上圧延機2、ホットランテーブル3、巻取装置4を備える。不図示の粗圧延機、仕上圧延機2で所定の板厚まで熱間圧延された鋼板5は、ホットランテーブル3によって冷却されながら巻取装置4へと搬送されて、巻取装置4でコイル状に巻き取られる。
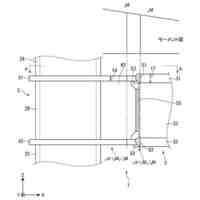
【0010】
図1(b)に示すように、ホットランテーブル3は、複数の搬送ロールRが回転することによって、鋼板5を搬送するように構成される。各搬送ロールRには、駆動用のモータ(電動機)Mが接続される。本実施形態では、搬送ロールR及びモータMが回転機械である。モータMから出力される動力が回転軸を介して搬送ロールRに伝達されることにより、搬送ロールRが回転する。図1(b)に示す例では、ライン上流側から下流側に向けてn本の搬送ロールRと、これに対応するn個のモータMとが設けられる。このように、ホットランテーブル3には、一つの搬送ロールR及び一つのモータMからなるn個の搬送ユニットが設けられる。各搬送ロールRはいずれも同一の構造である。また、各モータMはいずれも同一の構造であり、同一の性能を有する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
17日前
日本製鉄株式会社
鋼材
17日前
日本製鉄株式会社
部品
9日前
日本製鉄株式会社
鋼材
23日前
日本製鉄株式会社
溶接継手
8日前
日本製鉄株式会社
衝撃吸収部材
1日前
日本製鉄株式会社
鋼の製造方法
17日前
日本製鉄株式会社
捻回試験装置
9日前
日本製鉄株式会社
表面処理鋼材
9日前
日本製鉄株式会社
柱梁接合構造
18日前
日本製鉄株式会社
衝撃吸収部材
1日前
日本製鉄株式会社
衝撃吸収部材
1日前
日本製鉄株式会社
衝撃吸収部材
1日前
日本製鉄株式会社
高炉の操業方法
1日前
日本製鉄株式会社
多角形筒形構造
17日前
日本製鉄株式会社
焼結鉱の製造方法
4日前
日本製鉄株式会社
焼結鉱の製造方法
4日前
日本製鉄株式会社
焼結鉱の製造方法
4日前
日本製鉄株式会社
鋳片の連続鋳造方法
1日前
日本製鉄株式会社
固定具および固定構造
4日前
日本製鉄株式会社
コイルばねの製造方法
18日前
日本製鉄株式会社
高力ボルト摩擦接合構造
17日前
日本製鉄株式会社
ラインパイプ用電縫鋼管
18日前
日本製鉄株式会社
素形材及びその製造方法
9日前
日本製鉄株式会社
ハット形鋼矢板の製造方法
23日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
10日前
日本製鉄株式会社
試験システム及び試験方法
22日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
1日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
1日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
23日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
23日前
日本製鉄株式会社
転炉の吹錬終了温度設定方法
18日前
日本製鉄株式会社
応力分布測定方法及びプログラム
23日前
日本製鉄株式会社
溶接継手の応力拡大係数推定方法
15日前
日本製鉄株式会社
応力分布測定方法及びプログラム
23日前
日本製鉄株式会社
回転機械の異常診断支援方法及び装置
23日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ