TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025057901
公報種別
公開特許公報(A)
公開日
2025-04-09
出願番号
2023167734
出願日
2023-09-28
発明の名称
センサ部材、及びセンサ部材の製造方法
出願人
住友電装株式会社
代理人
個人
,
個人
主分類
G01P
1/02 20060101AFI20250402BHJP(測定;試験)
要約
【課題】仕様の異なる場合でも容易な製造を可能としたセンサ部材を提供すること。
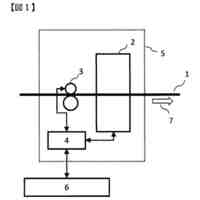
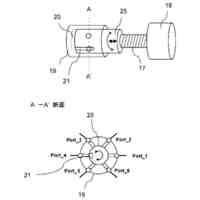
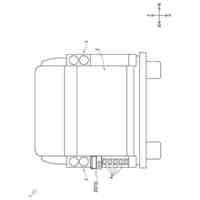
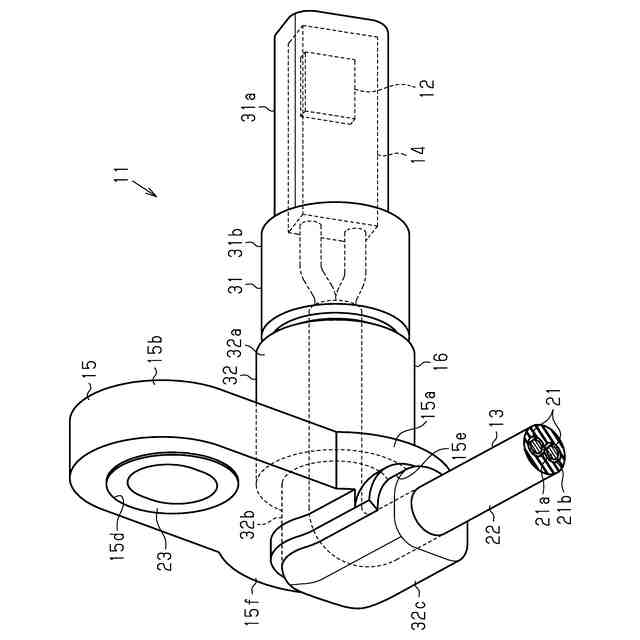
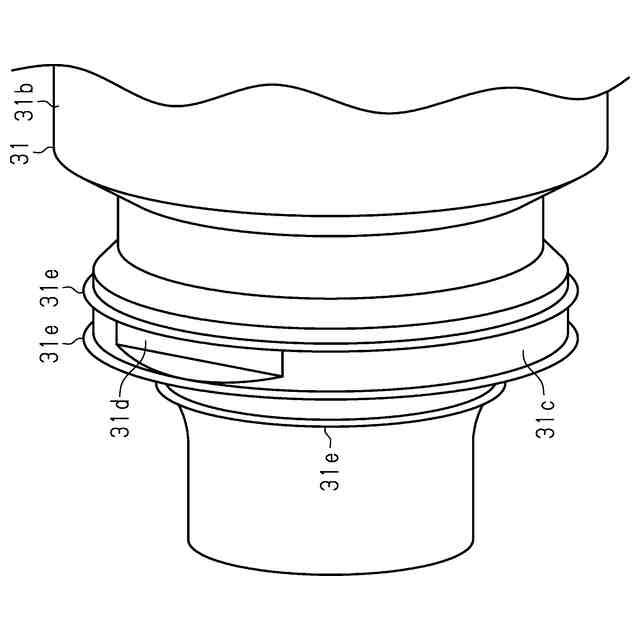
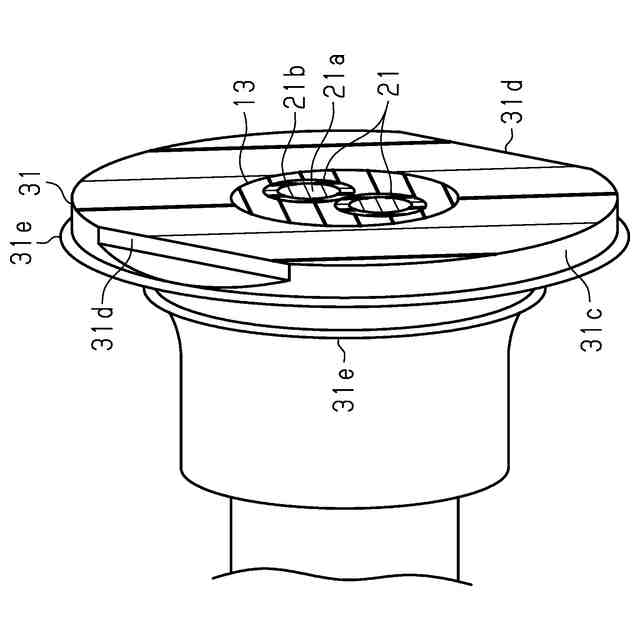
【解決手段】センサ部材11は、センサ12と、センサ12に接続された電線部材13と、固定用ブラケット15と、センサ12及びセンサ12から引き出された電線部材13の一部を覆いつつ固定用ブラケット15に一体成形される樹脂成形部材16とを備える。樹脂成形部材16は、センサ12及びセンサ12から引き出された電線部材13の一部を覆う一次成形部31と、一次成形部31と固定用ブラケット15とをインサート品として成形される二次成形部32とを有する。
【選択図】図1
特許請求の範囲
【請求項1】
センサと、
前記センサに接続された電線部材と、
固定用ブラケットと、
前記センサ及び前記センサから引き出された前記電線部材の一部を覆いつつ前記固定用ブラケットに一体成形される樹脂成形部材と、
を備えたセンサ部材であって、
前記樹脂成形部材は、前記センサ及び前記センサから引き出された前記電線部材の一部を覆う一次成形部と、前記一次成形部と前記固定用ブラケットとをインサート品として成形される二次成形部とを有する、
センサ部材。
続きを表示(約 740 文字)
【請求項2】
前記固定用ブラケットは、前記二次成形部が貫通する貫通孔を有し、
前記二次成形部は、前記貫通孔の外部で屈曲しつつ前記電線部材を導出する屈曲導出部を有する、
請求項1に記載のセンサ部材。
【請求項3】
前記固定用ブラケットは、板状に形成されるとともに、前記貫通孔と平行に貫通する固定孔を有するものであって、さらに前記屈曲導出部の少なくとも一部が埋まるように凹設された導出凹部を有する、
請求項2に記載のセンサ部材。
【請求項4】
前記一次成形部は、前記二次成形部との連結部を有し、
前記連結部は、周方向の一部に回り止め部を有する、
請求項1に記載のセンサ部材。
【請求項5】
センサと、
前記センサに接続された電線部材と、
固定用ブラケットと、
前記センサ及び前記センサから引き出された前記電線部材の一部を覆いつつ前記固定用ブラケットに一体成形される樹脂成形部材と、
を備えたセンサ部材の製造方法であって、
前記センサ及び前記センサから引き出された前記電線部材の一部を覆う前記樹脂成形部材の一部である一次成形部を成形する第1成形工程と、
前記一次成形部と前記固定用ブラケットとをインサート品として前記樹脂成形部材の一部である二次成形部を成形する第2成形工程と、を備える、
センサ部材の製造方法。
【請求項6】
前記一次成形部は、前記二次成形部との連結部を有し、
前記第1成形工程で、前記連結部の周囲に前記第2成形工程で溶けることになる溶融リブを成形する、
請求項5に記載のセンサ部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、センサ部材、及びセンサ部材の製造方法に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来、車輪速センサ等のセンサ部材としては、センサと、センサに接続された電線部材と、固定用ブラケットと、それらをインサート品として成形される樹脂成形部材とを備えたものがある(例えば、特許文献1参照)。樹脂成形部材は、センサ及びセンサから引き出された電線部材の一部を覆いつつ固定用ブラケットに一体成形される。このようなセンサ部材は、例えば、固定用ブラケットが車両に対して固定され、センサが車輪の回転を検出する。
【先行技術文献】
【特許文献】
【0003】
特開2015-141129号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記のようなセンサ部材は、例えば、固定される車種等によって固定用ブラケットの仕様が異なることがある。よって、例えば、大きなサイズとなる樹脂成形部材を成形するための大きな金型を仕様毎に作成する必要がある。このことは、例えば、製造コストを増大させる原因となる。
【0005】
本開示の目的は、仕様の異なる場合でも容易な製造を可能としたセンサ部材、及びセンサ部材の製造方法を提供することにある。
【課題を解決するための手段】
【0006】
本開示のセンサ部材は、センサと、前記センサに接続された電線部材と、固定用ブラケットと、前記センサ及び前記センサから引き出された前記電線部材の一部を覆いつつ前記固定用ブラケットに一体成形される樹脂成形部材と、を備えたセンサ部材であって、前記樹脂成形部材は、前記センサ及び前記センサから引き出された前記電線部材の一部を覆う一次成形部と、前記一次成形部と前記固定用ブラケットとをインサート品として成形される二次成形部とを有する。
【発明の効果】
【0007】
本開示のセンサ部材、及びセンサ部材の製造方法によれば、仕様の異なる場合でも容易な製造が可能となる。
【図面の簡単な説明】
【0008】
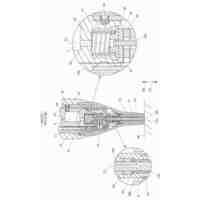
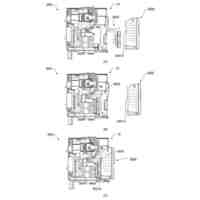
図1は、一実施形態におけるセンサ部材の斜視図である。
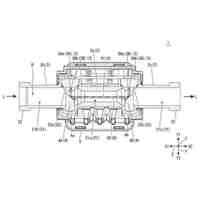
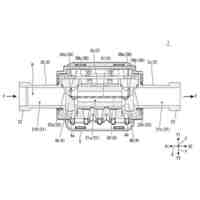
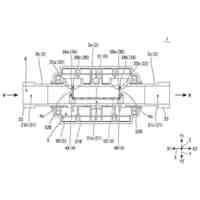
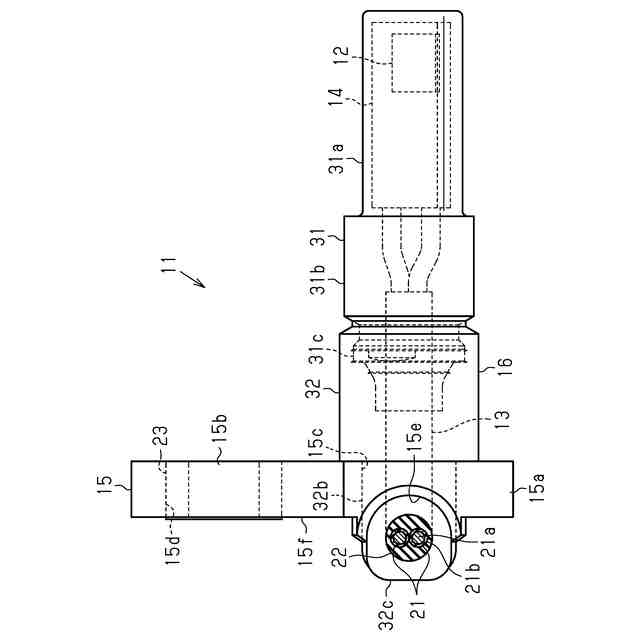
図2は、一実施形態におけるセンサ部材の側面図である。
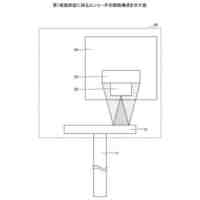
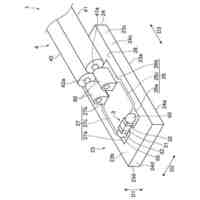
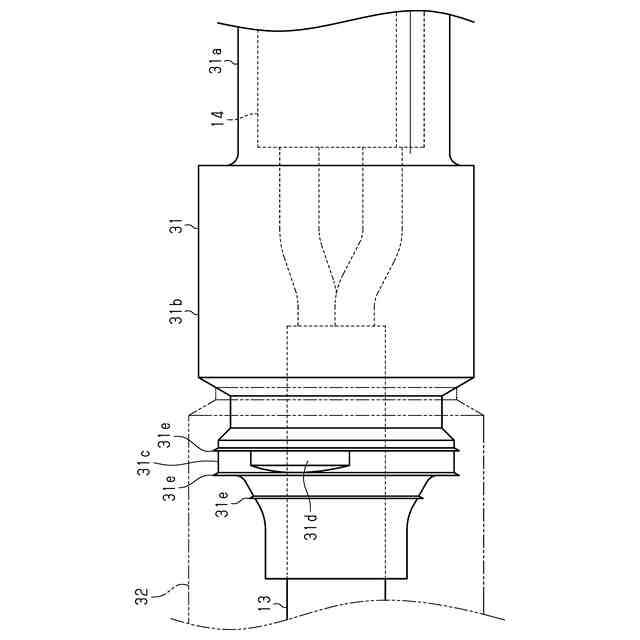
図3は、一実施形態における一次成形部の一部側面図である。
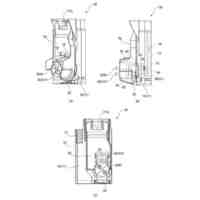
図4は、一実施形態における一次成形部の一部斜視図である。
図5は、一実施形態における一次成形部の一部断面斜視図である。
【発明を実施するための形態】
【0009】
[本開示の実施形態の説明]
最初に本開示の実施態様を列記して説明する。
本開示のセンサ部材は、
[1]センサと、前記センサに接続された電線部材と、固定用ブラケットと、前記センサ及び前記センサから引き出された前記電線部材の一部を覆いつつ前記固定用ブラケットに一体成形される樹脂成形部材と、を備えたセンサ部材であって、前記樹脂成形部材は、前記センサ及び前記センサから引き出された前記電線部材の一部を覆う一次成形部と、前記一次成形部と前記固定用ブラケットとをインサート品として成形される二次成形部とを有する。
【0010】
同構成によれば、樹脂成形部材は、センサ及び電線部材の一部を覆う一次成形部と、一次成形部と固定用ブラケットとをインサート品として成形される二次成形部とを有するため、一次成形部を共通部品として仕様の異なるセンサ部材を容易に得ることができる。すなわち、センサ部材は、例えば、固定される車種等によって固定用ブラケットの仕様が異なることがある。そして、例えば、一次成形部を共通部品として生産することで、仕様の異なる部位は小さな金型の変更のみで対応することができる。よって、仕様の異なるセンサ部材を容易に製造することができる。その結果、例えば、製造コストの低減を図ることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
粒子分析装置
8日前
株式会社イシダ
計量装置
2日前
個人
アクセサリー型テスター
9日前
日本精機株式会社
位置検出装置
25日前
東レ株式会社
シート状物の検査方法
23日前
株式会社ミツトヨ
画像測定機
10日前
株式会社テイエルブイ
振動検出装置
8日前
栄進化学株式会社
浸透探傷用濃縮液
15日前
エイブリック株式会社
電流検出回路
22日前
東ソー株式会社
自動分析装置及び方法
25日前
株式会社チノー
放射光測温装置
22日前
トヨタ自動車株式会社
検査装置
2日前
ダイハツ工業株式会社
試料セル
8日前
株式会社 キョーワ
食品搬送装置
22日前
大和製衡株式会社
計量装置
15日前
日本特殊陶業株式会社
ガスセンサ
22日前
トヨタ自動車株式会社
電気自動車
9日前
日本特殊陶業株式会社
ガスセンサ
22日前
日本碍子株式会社
ガスセンサ
22日前
大成建設株式会社
画像表示システム
18日前
理研計器株式会社
ガス検出器
10日前
理研計器株式会社
ガス検出器
10日前
富士電機株式会社
エンコーダ
23日前
理研計器株式会社
ガス検出器
10日前
東ソー株式会社
簡易型液体クロマトグラフ
4日前
株式会社熊谷組
計測システム
15日前
理研計器株式会社
ガス検出器
10日前
理研計器株式会社
ガス検出器
10日前
リバークル株式会社
荷重移動試験装置
2日前
株式会社 システムスクエア
検査装置
16日前
大和製衡株式会社
表示システム
今日
株式会社ニコン
検出装置
8日前
東洋計器株式会社
超音波式流量計
15日前
TDK株式会社
温度センサ
23日前
東洋計器株式会社
超音波式流量計
15日前
東洋計器株式会社
超音波式流量計
15日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ