TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025059874
公報種別
公開特許公報(A)
公開日
2025-04-10
出願番号
2023170236
出願日
2023-09-29
発明の名称
溶接ロボットの制御方法、溶接制御装置、溶接システム、溶接方法、および溶接ロボットの制御プログラム
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
B23K
9/12 20060101AFI20250403BHJP(工作機械;他に分類されない金属加工)
要約
【課題】良好なビード外観を得るために、トーチ角度制御に応じたロボット移動速度制御を有する溶接ロボットの制御方法、溶接制御装置、溶接システム、溶接方法、および溶接ロボットの制御プログラムを提供する。
【解決手段】領域Iおよび領域IIIにおいて、ガイドレールおよびワークのうちガイドレールのみが曲面部である場合、制御条件算出部で算出して設定したトーチ角補正量に基づいて、(A)~(D)の制御が行われ、制御条件算出部で算出して設定したロボット移動速度に基づいて、(E)~(G)の制御が行われ、領域Iおよび領域IIIにおいて、ガイドレールおよびワークのうちワークのみが曲面部である場合、制御条件算出部で算出して設定したトーチ角補正量に基づいて、(H)~(K)の制御が行われ、制御条件算出部で算出して設定したロボット移動速度に基づいて、(L)~(N)の制御が行われる。
【選択図】図14
特許請求の範囲
【請求項1】
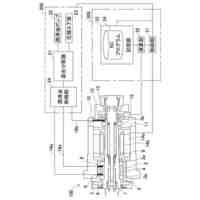
角部を有するワークに対して曲線部を有するガイドレールを設置し、前記ガイドレール上を移動して前記ワークをアーク溶接する溶接ロボットと、前記溶接ロボットを制御する溶接制御装置と、を有する溶接システムを用いた溶接ロボットの制御方法であって、
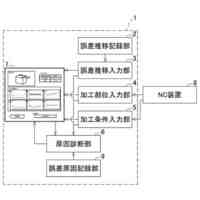
前記溶接制御装置は、
予め定めたトーチ目標位置における溶接条件を設定する溶接条件設定部と、
前記溶接条件設定部で設定した前記溶接条件になるように前記溶接ロボットを制御するための制御条件を算出する制御条件算出部と、
を備え、
少なくともガイドレール情報とワーク情報とに基づいて、前記トーチ目標位置を決定する目標位置決定ステップと、
前記トーチ目標位置に基づいて、領域を決定する領域決定ステップと、
前記領域決定ステップにおいて決定した領域ごとに、前記制御条件算出部で前記制御条件を算出し、前記制御条件を設定する制御条件決定ステップと、
を有し、
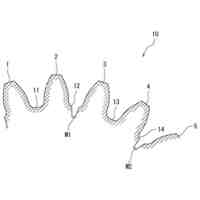
前記領域決定ステップにおいて、決定する領域は、少なくとも下記の領域I~IVに区分され、
・領域I:溶接開始位置側において前記ガイドレールおよび前記ワークのうちいずれか一方のみが曲面部である領域
・領域II:前記ガイドレールおよび前記ワークが共に曲面部である領域
・領域III:溶接終了位置側において前記ガイドレールおよび前記ワークのうちいずれか一方のみが曲面部である領域
・領域IV:前記ガイドレールおよび前記ワークが共に直線部である領域
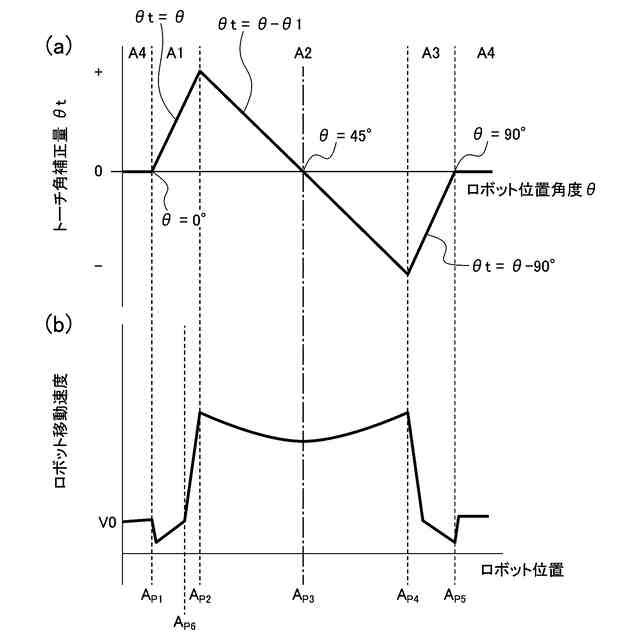
前記制御条件決定ステップにおいて、前記制御条件は、トーチ角補正量とロボット移動速度とを少なくとも含み、
前記領域Iおよび前記領域IIIにおいて、前記ガイドレールおよび前記ワークのうち前記ガイドレールのみが前記曲面部である場合、
前記制御条件算出部で算出して設定した前記トーチ角補正量に基づいて、下記(A)~(D)の制御が行われ、
・制御(A):前記領域Iの略開始位置から前記領域Iの略終了位置または前記領域Iの終了位置近傍まで溶接前進方向側にトーチ角度を傾ける制御を行う
・制御(B):前記領域IIの略開始位置から前記領域IIの略中央位置まで、前記トーチ角補正量が0または0近傍に近づくように、溶接後退方向側にトーチ角度を傾ける制御を行う
・制御(C):前記領域IIの略中央位置から前記領域IIの略終了位置まで、溶接後退方向側にトーチ角度を傾ける制御を行う
・制御(D):前記領域IIIの略開始位置から前記領域IIIの略終了位置まで、前記トーチ角補正量が0または0近傍に近づくように、溶接前進方向側にトーチ角度を傾ける制御を行う
前記制御条件算出部で算出して設定した前記ロボット移動速度に基づいて、下記(E)~(G)の制御が行われる、ことを特徴とする溶接ロボットの制御方法。
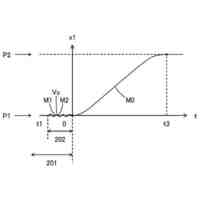
・制御(E):前記領域Iにおいて下記(a)~(c)のうち少なくとも一つの区間の制御を行う
-区間(a):前記領域Iの略開始位置で減速する制御区間
-区間(b):前記領域I内において第一の傾きで、または予め定めたトーチ目標位置の設定値まで加速する制御区間
-区間(c):前記領域Iの略終了位置に向かって、第二の傾きで、または予め定めたトーチ目標位置の設定値まで加速する制御区間
・制御(F):前記領域IIにおいて下記(d)~(f)のうち少なくとも一つの区間の制御を行う
-区間(d):前記領域IIの略開始位置で、前記領域Iの略終了位置の速度に応じて、加速または減速する制御区間
-区間(e):前記領域II内において前記領域IIの略中央位置まで減速する制御区間
-区間(f):前記領域II内において前記領域IIの略中央位置から略終了位置まで加速する制御区間
・制御(G):前記領域IIIにおいて下記(g)~(h)のうち少なくとも一つの区間の制御を行う
-区間(g):前記領域IIIの略開始位置で第三の傾きで、または予め定めたトーチ目標位置の設定値まで減速する制御区間
-区間(h):前記領域III内において、前記領域IIIの略終了位置に向かって、第四の傾きで、または予め定めたトーチ目標位置の設定値まで減速する制御区間
続きを表示(約 3,400 文字)
【請求項2】
角部を有するワークに対して曲線部を有するガイドレールを設置し、前記ガイドレール上を移動して前記ワークをアーク溶接する溶接ロボットと、前記溶接ロボットを制御する溶接制御装置と、を有する溶接システムを用いた溶接ロボットの制御方法であって、
前記溶接制御装置は、
予め定めたトーチ目標位置における溶接条件を設定する溶接条件設定部と、
前記溶接条件設定部で設定した前記溶接条件になるように前記溶接ロボットを制御するための制御条件を算出する制御条件算出部と、
を備え、
少なくともガイドレール情報とワーク情報とに基づいて、前記トーチ目標位置を決定する目標位置決定ステップと、
前記トーチ目標位置に基づいて、領域を決定する領域決定ステップと、
前記領域決定ステップにおいて決定した領域ごとに、前記制御条件算出部で前記制御条件を算出し、前記制御条件を設定する制御条件決定ステップと、
を有し、
前記領域決定ステップにおいて、決定する領域は、少なくとも下記の領域I~IVに区分され、
・領域I:溶接開始位置側において前記ガイドレールおよび前記ワークのうちいずれか一方のみが曲面部である領域
・領域II:前記ガイドレールおよび前記ワークが共に曲面部である領域
・領域III:溶接終了位置側において前記ガイドレールおよび前記ワークのうちいずれか一方のみが曲面部である領域
・領域IV:前記ガイドレールおよび前記ワークが共に直線部である領域
前記制御条件決定ステップにおいて、前記制御条件は、トーチ角補正量とロボット移動速度とを少なくとも含み、
前記領域Iおよび前記領域IIIにおいて、前記ガイドレールおよび前記ワークのうち前記ワークのみが前記曲面部である場合、
前記制御条件算出部で算出して設定した前記トーチ角補正量に基づいて、下記(H)~(K)の制御が行われ、
・制御(H):前記領域Iの略開始位置から前記領域Iの略終了位置または前記領域I終了位置近傍まで溶接後退方向側にトーチ角度を傾ける制御
・制御(I):前記領域IIの略開始位置から前記領域IIの略中央位置まで、前記トーチ角補正量が0または0近傍に近づくように、溶接前進方向側にトーチ角度を傾ける制御
・制御(J):前記領域IIの略中央位置から前記領域IIの略終了位置まで、溶接前進方向側にトーチ角度を傾ける制御
・制御(K):前記領域IIIの略開始位置から領域IIIの略終了位置まで、前記トーチ角補正量が0または0近傍に近づくように、溶接後退方向側にトーチ角度を傾ける制御
前記制御条件算出部で算出して設定した前記ロボット移動速度に基づいて、下記(L)~(N)の制御が行われる、ことを特徴とする溶接ロボットの制御方法。
・制御(L):前記領域Iにおいて下記(i)~(k)のうち少なくとも一つの区間の制御を行う
-区間(i):前記領域Iの略開始位置で加速する制御区間
-区間(j):前記領域I内において第五の傾きで、または予め定めたトーチ目標位置の設定値まで減速する制御区間
-区間(k):前記領域Iの略終了位置に向かって、第六の傾きで、または予め定めたトーチ目標位置の設定値まで減速する制御区間
・制御(M):前記領域IIにおいて下記(l)~(n)のうち少なくとも一つの区間の制御を行う
-区間(l):前記領域IIの略開始位置で、前記領域Iの略終了位置の速度に応じて、加速または減速する制御区間
-区間(m):前記領域II内において前記領域IIの略中央位置まで加速する制御区間
-区間(n):前記領域II内において前記領域IIの略中央位置から略終了位置まで減速する制御区間
・制御(N):前記領域IIIにおいて下記(o)~(p)のうち少なくとも一つの区間の制御を行う
-区間(o):前記領域IIIの略開始位置で第七の傾きで、または予め定めたトーチ目標位置の設定値まで加速する制御区間
-区間(p):前記領域III内において、前記領域IIIの略終了位置に向かって、第八の傾きで、または予め定めたトーチ目標位置の設定値まで加速する制御区間
【請求項3】
前記第二の傾きの絶対値は、前記第一の傾きの絶対値よりも大きく、
前記第三の傾きの絶対値は、前記第四の傾きの絶対値よりも大きい、
ことを特徴とする請求項1に記載の溶接ロボットの制御方法。
【請求項4】
前記領域Iにおいて、少なくとも、前記領域Iの略開始位置で瞬間的に減速する制御区間が設けられ、
前記領域Iにおいて、前記第一の傾きで加速する制御区間と、前記領域Iの略終了位置に向かって前記第二の傾きで加速する制御区間と、のうち少なくとも一つが設けられる、
ことを特徴とする請求項1に記載の溶接ロボットの制御方法。
【請求項5】
前記領域Iの略終了位置に向かって、前記第二の傾きで加速する制御区間において、
前記領域Iの略終了位置の前記ロボット移動速度の目標設定値は、前記領域IVの設定値よりも大きい、
ことを特徴とする請求項1に記載の溶接ロボットの制御方法。
【請求項6】
前記領域Iと前記領域IIIの溶接方向の距離d2,d1が同じ場合に、
前記領域Iの略終了位置の前記ロボット移動速度の目標設定値を、前記領域IIにおける最高速度とし、
前記領域IIにおいて、前記最高速度となる前記領域IIの略開始位置から略中央位置まで減速する制御区間と、前記領域IIの略中央位置から略終了位置まで前記領域IIの略開始位置と略同一速度を目標設定値として加速する制御区間と、が設けられる、
ことを特徴とする請求項5に記載の溶接ロボットの制御方法。
【請求項7】
前記領域Iと前記領域IIIの溶接方向の距離d2,d1が異なる場合に、
前記領域IIIの溶接方向の距離d1よりも前記領域Iの溶接方向の距離d2の方が大きいとき、前記領域IIの略開始位置の前記ロボット移動速度の目標設定値を、前記領域IIにおける最高速度とし、
前記領域Iの溶接方向の距離d2よりも前記領域IIIの溶接方向の距離d1の方が大きいとき、前記領域IIの略終了位置の前記ロボット移動速度の目標設定値を、前記領域IIにおける最高速度とする、
ことを特徴とする請求項5に記載の溶接ロボットの制御方法。
【請求項8】
前記制御条件は、さらに開先深さ方向の補正量を含み、
前記制御条件算出部で算出して設定した前記開先深さ方向の補正量に基づいて、前記領域Iの開始位置から前記領域IIの中央位置まで溶接位置に対して離れる制御と、前記領域IIの中央位置から前記領域IIIの終了位置まで溶接位置に対して近づく制御と、が行われる、
ことを特徴とする請求項1に記載の溶接ロボットの制御方法。
【請求項9】
前記領域Iにおいて、少なくとも、前記領域Iの略開始位置で瞬間的に加速する制御区間が設けられ、
前記領域Iにおいて、前記第五の傾きで減速する制御区間と、前記領域Iの略終了位置に向かって前記第六の傾きで減速する制御区間と、が設けられ、
前記第六の傾きの絶対値は、前記第五の傾きの絶対値よりも大きい、
ことを特徴とする請求項2に記載の溶接ロボットの制御方法。
【請求項10】
前記制御条件は、さらに開先深さ方向の補正量を含み、
前記制御条件算出部で算出して設定した前記開先深さ方向の補正量に基づいて、前記領域Iの開始位置から前記領域IIの中央位置まで溶接位置に対して近づく制御と、前記領域IIの中央位置から前記領域IIIの終了位置まで溶接位置に対して離れる制御と、が行われる、
ことを特徴とする請求項2に記載の溶接ロボットの制御方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
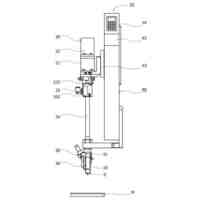
本発明は、ガイドレール上を移動しながら自動で溶接を行うことができる溶接ロボットの制御方法、溶接制御装置、溶接システム、溶接方法、および溶接ロボットの制御プログラムに関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
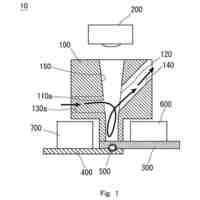
従来、建設現場において、柱や梁等に用いられる多角形鋼管(以降、「ワーク」または「鋼管」とも称する。)をガイドレールに取り付けられた溶接ロボットにより自動溶接する方法が用いられている。多角形鋼管の角部は円弧状の曲線部となっており、多角形鋼管の外周に設置されたガイドレールも多角形鋼管の角部に合わせて曲線部を有している。
【0003】
この多角形鋼管とガイドレールの曲線部との関係によって、自動溶接の難度が変わることが一般的に知られている。具体的には、多角形鋼管の角部の曲率中心とガイドレールの曲線部の曲率中心とが異なる場合(以降、非同心円とも称する。)において自動溶接が難しくなる。これは、多角形鋼管とガイドレールのうちいずれかもしくは両方が曲線部となる領域の溶接線上において、a)溶接位置に対するトーチ角度が一定にならないことや、b)トーチ先端速度(以降、溶接速度とも称する。)が一定にならないことが原因で、ビード外観不良やスパッタの発生が起こるためである。よって、多角形鋼管の角部とガイドレールの曲線部とが非同心円となる場合でも、自動溶接で良好な溶接品質や溶接作業性を維持するためには、予め対策用の溶接ロボット制御プログラムを組み込んでおくことが必要とされる。
【0004】
ワークの角部とガイドレールの曲線部とが非同心円となる場合においても、良好な溶接品質を確保することを目的とした溶接ロボット制御技術としては、例えば特許文献1または特許文献2がある。
【0005】
特許文献1の発明は、ワークの角部とガイドレールの曲線部とが同心円上になく、かつワークの角部とガイドレールの曲線部の曲率差が大きい場合においても、良好なビード外観を確保することを目的としている。特許文献1は、トーチ位置決定部によってワーク上のトーチ位置を決定するステップと、トーチ角度算出部によってトーチ位置におけるトーチ角度を算出するステップと、算出されたトーチ角度に基づき、可動部によってトーチ角度を制御するステップと、を行う制御技術を開示している。
【0006】
また、特許文献2の発明は、鋼管とガイドレールとで曲線部の曲率中心が異なる場合であっても、良好な溶接品質を得ることができる溶接システムを提供することを目的としている。特許文献2においては、レール曲線部の曲率中心は、鋼管曲線部の曲率中心よりも鋼管の中心側に位置する。制御部は、溶接トーチの先端が第一の鋼管直線部を鋼管曲線部の開始位置まで溶接する際に、溶接トーチの向きが第一の鋼管直線部に直交するよう制御し、溶接トーチの先端が鋼管曲線部を溶接する際に、溶接トーチの向きが鋼管曲線部の法線方向と一致するよう制御し、溶接トーチの先端が鋼管曲線部の終了位置から第二の鋼管直線部を溶接する際に、溶接トーチの向きが第二の鋼管直線部に直交するように制御する。
【先行技術文献】
【特許文献】
【0007】
特開2022-1371号公報
特開2023-17758号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1および2の技術では、溶接中に溶接ロボットのトーチ角度を制御し、溶接位置に対するトーチ角度を一定にしている。また、トーチ角度の制御とともに溶接速度を一定にするためにガイドレール上を移動する溶接ロボットの速度(以降、ロボット移動速度とも称する)を制御している。しかしながら、トーチ角度の制御時のトーチの動きを考慮したより細やかなロボット移動速度の制御はなされていない。
【0009】
トーチ角度を制御する場合に、トーチは溶接進行方向を前としたとき前後方向に駆動する。すなわち、溶接速度を一定とする要素は、ロボット移動速度だけではなくトーチが前後方向に移動するトーチの動きも加味しなければならない。言い換えれば、トーチ角度の前後方向の移動を加味して、ロボット移動速度を制御する必要がある。特に、ガイドレールまたはワークのうちいずれか一方のみが曲線部を有する範囲と、ガイドレールおよびワークが共に曲線部を有する範囲と、の境界前後は、トーチ角度の前後方向が変更する範囲であり、トーチ角度の移動を考慮したロボット移動速度を制御しなければ、その境界前後付近の溶着量が変化し、ビード外観が凸状または凹状となるビード外観不良が発生する。よって、良好なビード外観を得るためには、トーチ角度制御に応じて、ロボット移動速度を制御する必要がある。
【0010】
本発明は、前述した課題に鑑みてなされたものであり、その目的は、良好なビード外観を得るために、トーチ角度制御に応じたロボット移動速度制御を有する溶接ロボットの制御方法、溶接制御装置、溶接システム、溶接方法、および溶接ロボットの制御プログラムを提供することにある。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社不二越
ドリル
23日前
日東精工株式会社
ねじ締め機
27日前
日東精工株式会社
ねじ締め装置
1か月前
有限会社 ナプラ
金属粒子
1か月前
日東精工株式会社
多軸ねじ締め機
27日前
株式会社FUJI
工作機械
1か月前
株式会社ダイヘン
多層盛り溶接方法
7日前
エフ・ピー・ツール株式会社
リーマ
9日前
日進工具株式会社
エンドミル
9日前
株式会社FUJI
チャック装置
1か月前
ブラザー工業株式会社
工作機械
28日前
トヨタ自動車株式会社
接合方法
21日前
ブラザー工業株式会社
工作機械
28日前
オークマ株式会社
診断装置
2か月前
オークマ株式会社
工作機械
1か月前
株式会社不二越
管用テーパタップ
29日前
大肯精密株式会社
自動送り穿孔機
21日前
オークマ株式会社
工作機械
2か月前
株式会社コスメック
クランプ装置
1か月前
津田駒工業株式会社
2連回転割出し装置
1か月前
株式会社不二越
超硬合金製ドリル
5日前
株式会社プロテリアル
金属箔の溶接方法
27日前
大和ハウス工業株式会社
溶接方法
1か月前
株式会社ダイヘン
溶接装置
20日前
ビアメカニクス株式会社
レーザ加工装置
27日前
株式会社コスメック
クランプ装置
1か月前
株式会社不二越
通り穴加工用タップ
13日前
オーエスジー株式会社
ドリル
1か月前
トヨタ自動車株式会社
レーザ加工機
1か月前
株式会社不二越
スカイビングカッタ
22日前
豊田鉄工株式会社
レーザー溶接装置
1か月前
スター精密株式会社
工作機械
1か月前
個人
管の切断装置及び管の切断方法
7日前
アサダ株式会社
バンドソー装置
1か月前
トヨタ自動車株式会社
グラフ生成方法
29日前
株式会社ダイヘン
サブマージアーク溶接装置
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ