TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025062228
公報種別
公開特許公報(A)
公開日
2025-04-14
出願番号
2023171155
出願日
2023-10-02
発明の名称
ドリル
出願人
株式会社不二越
代理人
個人
主分類
B23B
51/00 20060101AFI20250407BHJP(工作機械;他に分類されない金属加工)
要約
【課題】加工孔の周囲におけるバリの発生を抑制するドリルを提供することを課題とする。
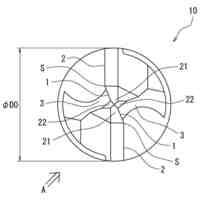
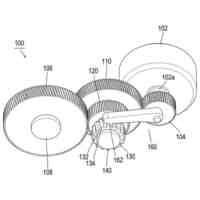
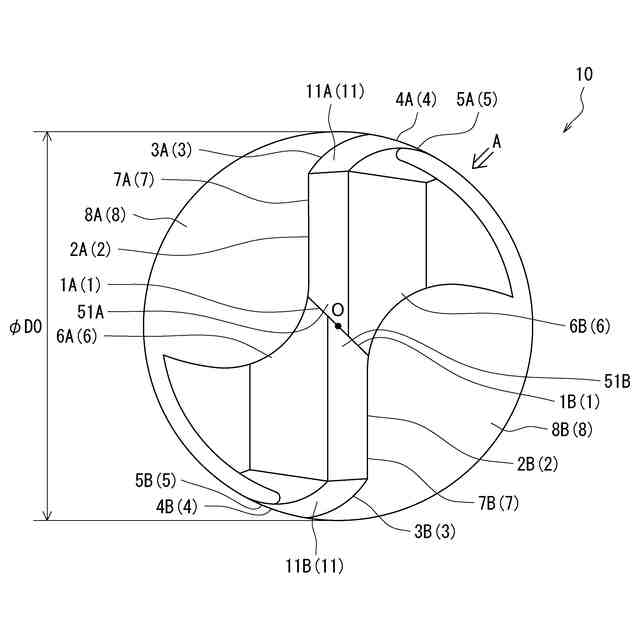
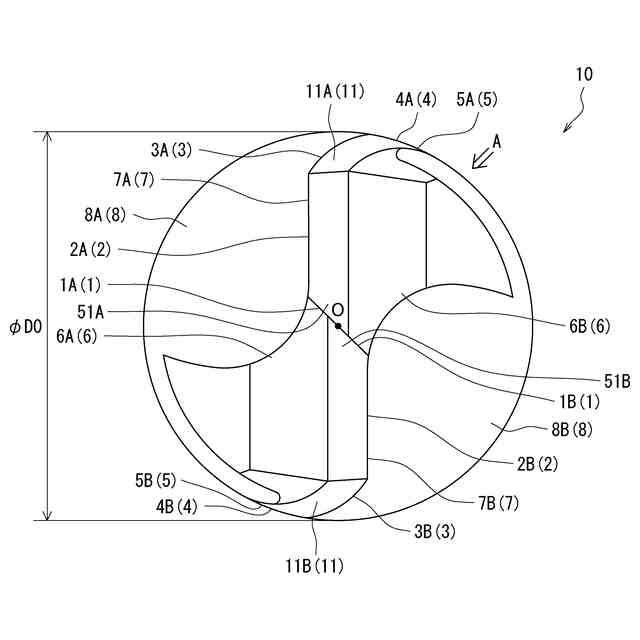
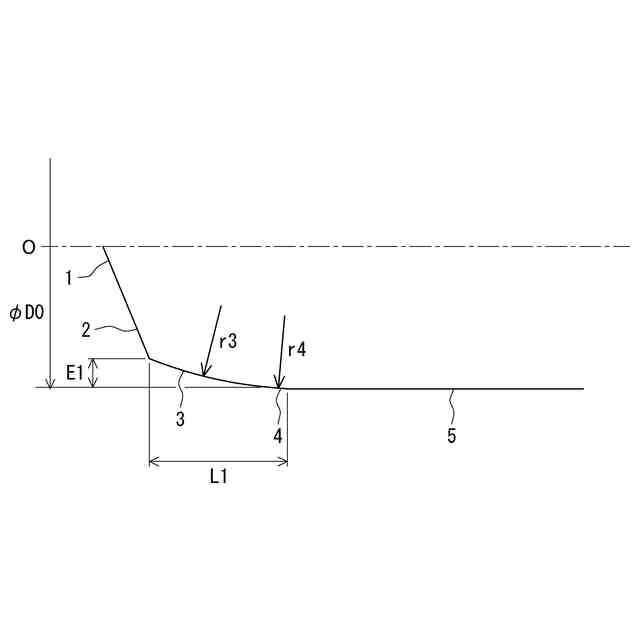
【解決手段】中心軸Oから外方へ向かって施された二以上の切れ刃2,3,4を有するドリル10において、切れ刃2,3,4をチゼルエッジ1A,1Bからドリル10の外方へ延びる直線部分を有した第1切れ刃2A,2Bと、第1切れ刃2A,2Bの端部からドリル10の外方かつ周方向および後方側へ延びる第2切れ刃3A,3Bと、第2切れ刃3A,3Bの端部からドリル10の後方側へ延びてリーディングエッジ5に接続されている直線状の第3切れ刃4A,4Bから形成する。
【選択図】図1
特許請求の範囲
【請求項1】
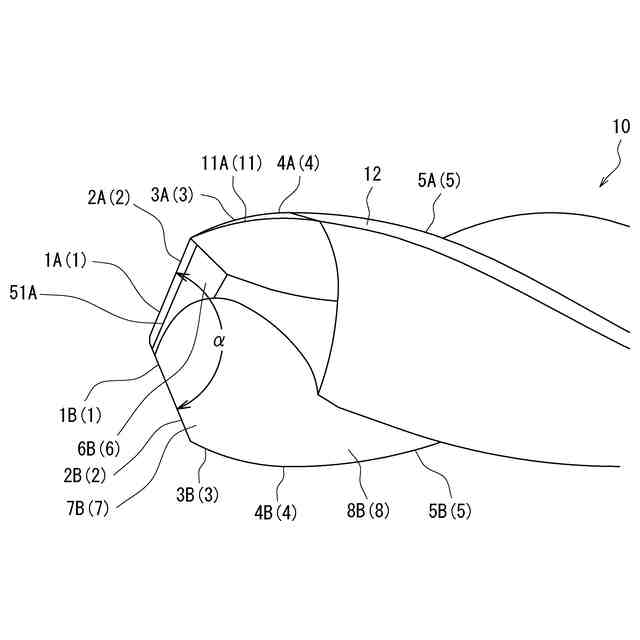
少なくとも、中心軸から外方へ向かって施された二以上の切れ刃を有するドリルにおいて、前記切れ刃は、チゼルエッジから前記ドリルの外方へ延びる直線部分を有した第1切れ刃と、前記第1切れ刃の端部から前記ドリルの外方かつ周方向および後方側へ延びる第2切れ刃と、前記第2切れ刃の端部から前記ドリルの後方側へ延びてリーディングエッジに接続されている直線状の第3切れ刃と、から形成されていることを特徴とするドリル。
続きを表示(約 610 文字)
【請求項2】
少なくとも、中心軸から外方へ向かって施された二以上の切れ刃を有するドリルにおいて、前記切れ刃は、チゼルエッジから前記ドリルの外方へ延びる直線部分を有した第1切れ刃と、前記第1切れ刃の端部から前記ドリルの外方かつ周方向および後方側へ延びる第2切れ刃と、前記第2切れ刃の端部から前記ドリルの後方側へ延びてリーディングエッジに接続されている曲線状の第3切れ刃と、から形成されていることを特徴とするドリル。
【請求項3】
前記第2切れ刃は、曲線状の切れ刃であることを特徴とする請求項1に記載のドリル。
【請求項4】
前記第2切れ刃は曲線状の切れ刃であって、かつ前記第3切れ刃の曲率半径は、前記第2切れ刃の曲率半径よりも大きいことを特徴とする請求項2に記載のドリル。
【請求項5】
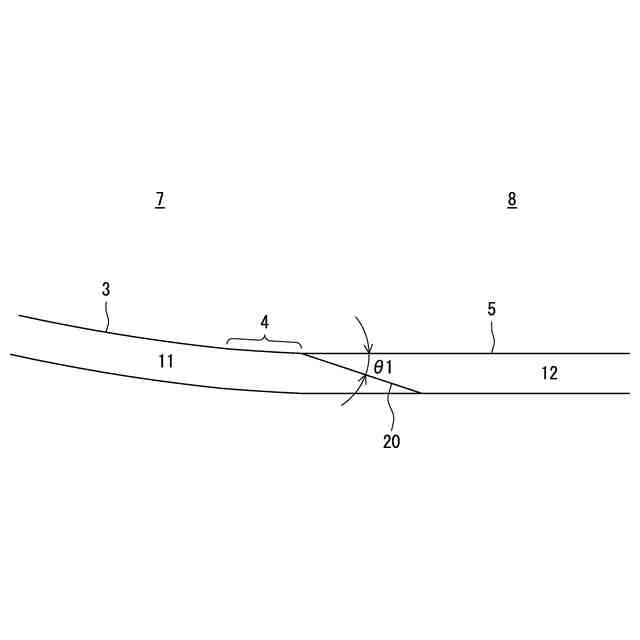
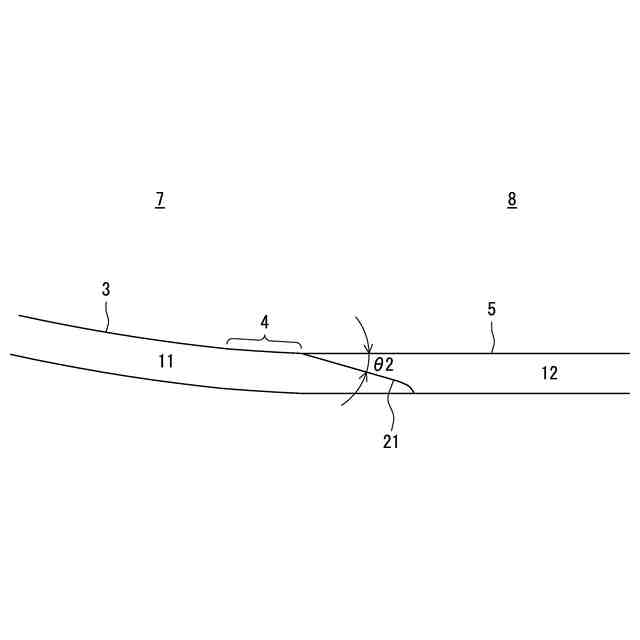
前記第3切れ刃は外周コーナを介してリーディングエッジに接続されており、かつ前記第3切れ刃に隣接する逃げ面は前記ドリルのマージンと連続的に形成されていて、前記第3切れ刃に隣接する逃げ面と前記マージンの境界となる稜線は、前記リーディングエッジと成す角度が4°以上25°以下の範囲であることを特徴とする請求項1ないし4のいずれか1項に記載のドリル。
【請求項6】
前記第2切れ刃および第3切れ刃の逃げ角は、5°以上11°以下の範囲であることを特徴とする請求項5に記載のドリル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、穴あけ加工した後に被削材の表面に発生するバリ(かえり)を抑制できるドリルに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
ドリルを用いた穴あけ加工では加工後の穴周辺にバリ(かえり)が発生するので、穴あけ加工後にバリ取りの工程を追加してバリを除去している。そのため、穴あけ加工後に発生するバリを低減できるドリルが特許文献1ないし3に開示されている。
【0003】
しかし、これらのドリルは被削材の種類によって穴あけ加工後になおもバリが残存するという問題があった。そこで、特許文献4において被削材ごとに分類された複数種の形態が異なるドリルが開示されている。
【先行技術文献】
【特許文献】
【0004】
実用新案登録第3199122号公報
特開2021-65967号公報
特開2005-279848号公報
特開2021-151681号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、特許文献4に開示されているドリルにはドリル先端部の切れ刃とドリル後方側のマージンの接続箇所に変曲点が生じることから、高速回転や高送りなど穴加工条件によっては被削材の表面にバリやかえりが発生するという問題があった。
【0006】
そこで、本発明は高速回転や高送りなど穴加工条件に関わらず、加工孔の周囲におけるバリの発生を抑制するドリルを提供することを課題とする。
【課題を解決するための手段】
【0007】
前述した課題を解決するために、ドリルの先端側に設けられた切れ刃と後端側(シャンク側)に設けられたマージンを円滑につなげる部分を設けることで従来ドリルのような段差部分を解消した。すなわち、本発明のドリルは、少なくとも、中心軸から外方へ向かって施された二以上の切れ刃を有するドリルにおいて、これらの切れ刃を、チゼルエッジからドリルの外方へ延びる直線部分を有した第1切れ刃と、当該第1切れ刃の端部からドリルの外方かつ周方向および後方側へ延びる曲線状の切れ刃の第2切れ刃と、当該第2切れ刃の端部からドリルの後方側へ延びてリーディングエッジに接続する直線状の第3切れ刃から形成する。
【0008】
もしくは、中心軸から外方へ向かって施された二以上の切れ刃を有するドリルにおいて、これらの切れ刃を、チゼルエッジからドリルの外方へ延びる直線部分を有した第1切れ刃と、当該第1切れ刃の端部からドリルの外方かつ周方向および後方側へ延びる第2切れ刃と、当該第2切れ刃の端部からドリルの後方側へ延びてリーディングエッジに接続する曲線状の第3切れ刃から形成する。また、第2切れ刃は曲線状の切れ刃であって、かつ第3切れ刃の曲率半径を第2切れ刃の曲率半径よりも大きくしても構わない。
【0009】
また、第3切れ刃をドリルのリーディングエッジに接続して、かつ第3切れ刃に隣接する逃げ面をドリルのマージンと連続的に形成した上で、第3切れ刃に隣接する逃げ面とマージンの境界となる稜線がリーディングエッジと成す角度(θ1,θ2)を4°以上25°以下の範囲にすることもできる。なお、ドリルの第2切れ刃および第3切れ刃の逃げ角を5°以上11°以下の範囲にしても構わない。
【発明の効果】
【0010】
本発明のドリルは、被削材の種類や高速回転や高送りなど穴加工条件に関わらず加工孔の周囲におけるバリの発生を抑制する効果を奏する。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社不二越
ドリル
1か月前
株式会社不二越
蓄圧装置
1か月前
株式会社不二越
硬質材料
8日前
株式会社不二越
ブローチ盤
8日前
株式会社不二越
ブローチ盤
1か月前
株式会社不二越
転がり軸受
1か月前
株式会社不二越
電磁切替弁
1か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
ベーンポンプ
2か月前
株式会社不二越
駆動伝達装置
1か月前
株式会社不二越
保持器付き軸受
1か月前
株式会社不二越
熱処理システム
18日前
株式会社不二越
アクチュエータ
18日前
株式会社不二越
保持器付き軸受
1か月前
株式会社不二越
ロボットシステム
1か月前
株式会社不二越
ロボットシステム
1か月前
株式会社不二越
油圧駆動システム
1か月前
株式会社不二越
ロボットシステム
19日前
株式会社不二越
エッジ仕上げ装置
8日前
株式会社不二越
ロボットシステム
16日前
株式会社不二越
ロボット操作装置
24日前
株式会社不二越
スカイビング加工機
26日前
株式会社不二越
スカイビング加工機
26日前
株式会社不二越
垂直多関節ロボット
9日前
株式会社不二越
協働ロボットシステム
1か月前
株式会社不二越
製品選定装置及びプログラム
1か月前
株式会社不二越
X線回折測定装置及びプログラム
1か月前
株式会社不二越
センサ及びセンサを備えるロボット
24日前
株式会社不二越
マルテンサイト系ステンレス鋼焼結体
1か月前
株式会社不二越
データ修復機能を有する回路システム
22日前
株式会社不二越
マルテンサイト系ステンレス鋼焼結体
25日前
株式会社不二越
マルテンサイト系ステンレス鋼焼結体
1か月前
株式会社不二越
ロボット制御装置及びロボット制御方法
1か月前
株式会社不二越
物体検出システム及びロボットシステム
1か月前
株式会社不二越
歯車加工用合金鋼およびそれを用いた歯車
8日前
株式会社不二越
可変抵抗器自動調整システム、油圧システム
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ