TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025068506
公報種別
公開特許公報(A)
公開日
2025-04-28
出願番号
2023178460
出願日
2023-10-16
発明の名称
エンドミル
出願人
日進工具株式会社
代理人
個人
主分類
B23C
5/10 20060101AFI20250421BHJP(工作機械;他に分類されない金属加工)
要約
【課題】切り屑の排出性を良くして切り屑詰まりに起因する切削抵抗の増大を抑える。
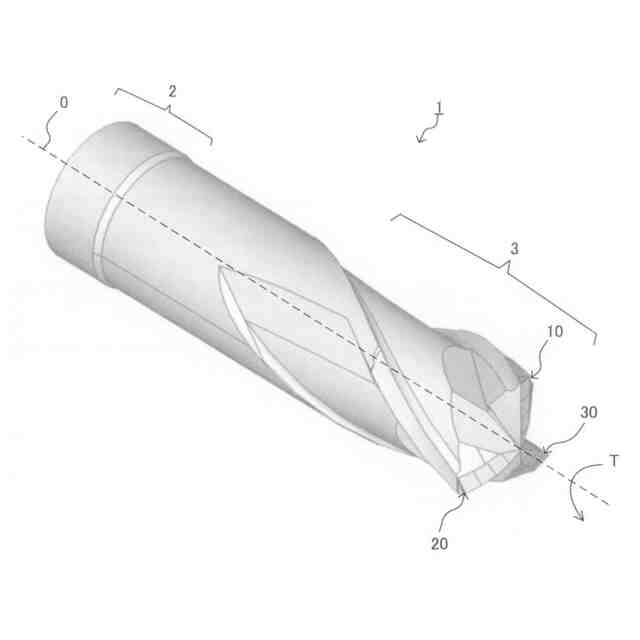
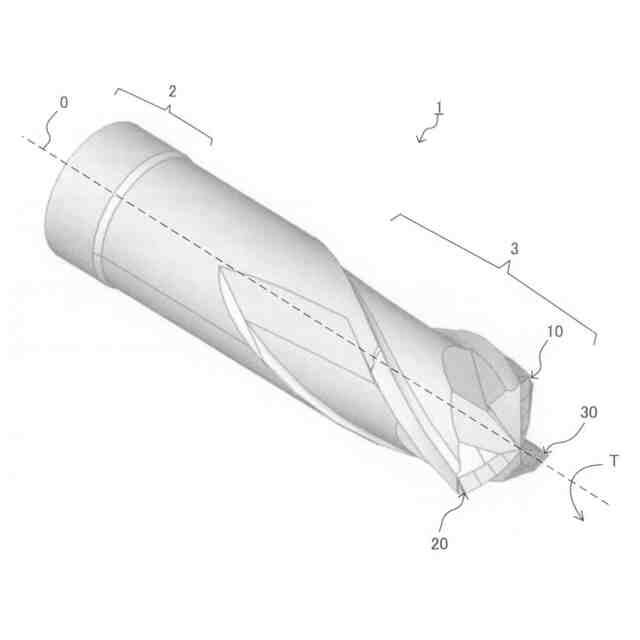
【解決手段】 回転軸Oに沿って延びるボディ3の先端側に、同構造の3つの切刃部10,20,30が形成されている。切刃部10は、ボディ3の半径よりも大きい曲率の凸円弧状の底刃15と、ボディ3の外周面に位置し中心軸回りに回転方向後方に捩れる外周刃13と、底刃15よりも小さい曲率で底刃15と外周刃13とを連続するコーナ刃14と、回転方向前方で隣り合う前方切刃部20との間に設けられたギャッシュとを有する。ギャッシュは、切り屑導入空間となる第1ギャッシュ溝と、第1ギャッシュ溝の軸方向後端側に連続し切り屑導入空間を外周刃13の捻れに沿って拡張する第2ギャッシュ溝とを含む。
【選択図】図1
特許請求の範囲
【請求項1】
回転軸に沿って延びるボディの先端側に複数の切刃部が形成されており、各々の前記切刃部は、前記ボディの半径よりも大きい曲率の凸円弧状の底刃と、前記ボディの外周面に位置し中心軸回りに回転方向後方に捩れる外周刃と、前記底刃よりも小さい曲率で前記底刃と前記外周刃とを連続するコーナ刃と、回転方向前方で隣り合う前方切刃部との間に設けられたギャッシュとを有し、
前記ギャッシュが、切り屑導入空間となる第1ギャッシュ溝と、前記第1ギャッシュ溝の軸方向後端側に連続し前記切り屑導入空間を前記外周刃の捻れに沿って拡張する第2ギャッシュ溝と、を含むエンドミル。
続きを表示(約 270 文字)
【請求項2】
前記底刃は、正面視で回転方向前方に凸となる凸円弧状をなす、
請求項1に記載のエンドミル。
【請求項3】
前記第2ギャッシュ溝は、前記外周刃の捻れに沿って延びる平面又は曲面により形成される、請求項1に記載のエンドミル。
【請求項4】
前記切刃部が前記ボディの先端面から見て対称に複数設けられている、
請求項1から3のいずれか一項に記載のエンドミル。
【請求項5】
前記ボディの直径が略6mm又は6mm未満の小径である、
請求項4に記載のエンドミル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、回転切削工具の一例となるエンドミルに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
被切削物に効率的に底面(面形状)を形成する回転切削工具として、底刃に曲面凸形状の円弧部分を有するエンドミルが特許文献1に開示されている。この種のエンドミルは、レンズ型エンドミルあるいはバレル型エンドミルと呼ばれ、ボールエンドミルよりも、送り間隔(ピックフィード)を大きくすることができ、加工時間の削減や面粗度の向上を図ることができるとされる。
【先行技術文献】
【特許文献】
【0003】
特開2020-131397号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に開示されているエンドミルは、同じ工具径のボールエンドミルに比べて被切削物からの切り屑が大きくなる傾向がある。そのため、エンドミル本体を高速回転させた状態で切り込み量を大きく(深く)すると、切り屑の排出性が損なわれ、切削抵抗が増大するという問題がある。切削抵抗の過度の増大は、底刃にチッピングや欠損等を生じさせ、工具寿命を設計時よりも短くしてしまう。
【0005】
本発明の目的の一つは、ボディの半径よりも大きい曲率の凸円弧状の底刃を有するエンドミルにおいて、切り屑の排出性を良くして切り屑詰まりに起因する切削抵抗の増大を抑える構造を提供することにある。
本発明の他の目的は、本開示により自ずと明らかになるであろう。
【課題を解決するための手段】
【0006】
本発明の一態様は、回転軸に沿って延びるボディの先端側に複数の切刃部が形成されており、各々の前記切刃部は、前記ボディの半径よりも大きい曲率の凸円弧状の底刃と、前記ボディの外周面に位置し中心軸回りに回転方向後方に捩れる外周刃と、前記底刃よりも小さい曲率で前記底刃と前記外周刃とを連続するコーナ刃と、回転方向前方で隣り合う前方切刃部との間に設けられたギャッシュとを有し、前記ギャッシュが、切り屑導入空間となる第1ギャッシュ溝と、前記第1ギャッシュ溝の軸方向後端側に連続し前記切り屑導入空間を前記外周刃の捻れに沿って拡張する第2ギャッシュ溝と、を含むエンドミルである。
【発明の効果】
【0007】
上記態様によれば、ボディの半径よりも大きい曲率の凸円弧状の底刃を有するエンドミルであっても、切り屑の排出性を良くして切り屑詰まりに起因する切削抵抗の増大を抑えることができる。
【図面の簡単な説明】
【0008】
本実施形態に係るエンドミルの構造例を示す外観斜視図である。
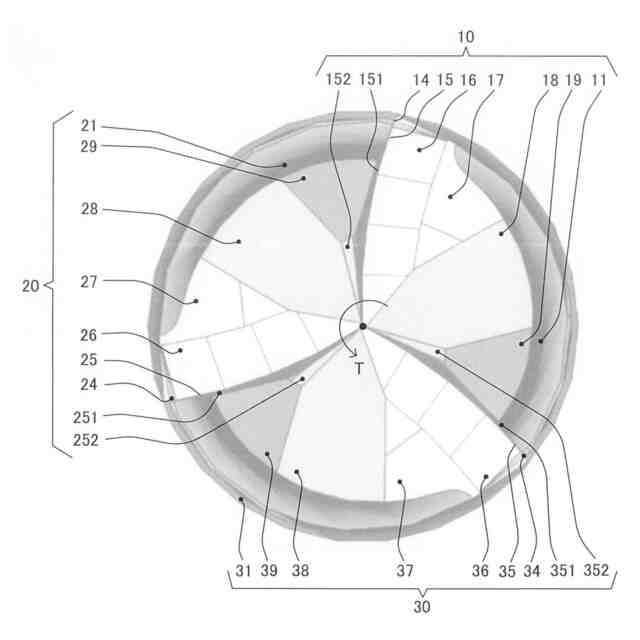
本実施形態に係るエンドミルの正面図である。
本実施形態に係るエンドミルの外観側面図である。
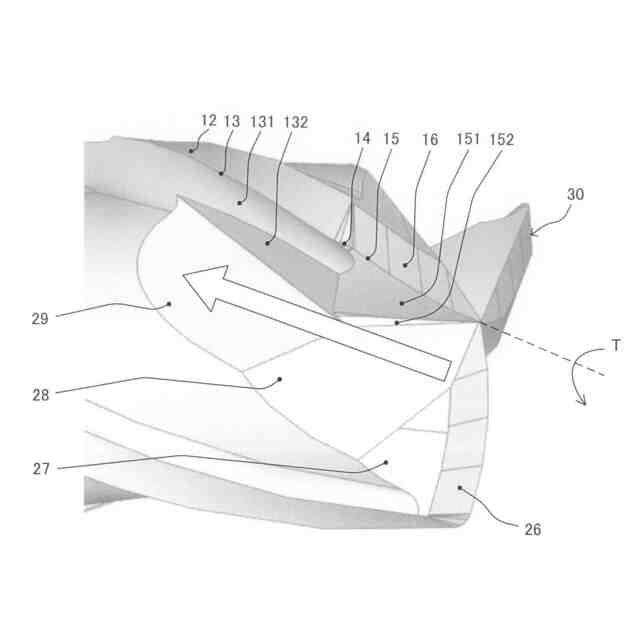
本実施形態に係るエンドミルの先端部分の拡大図である。
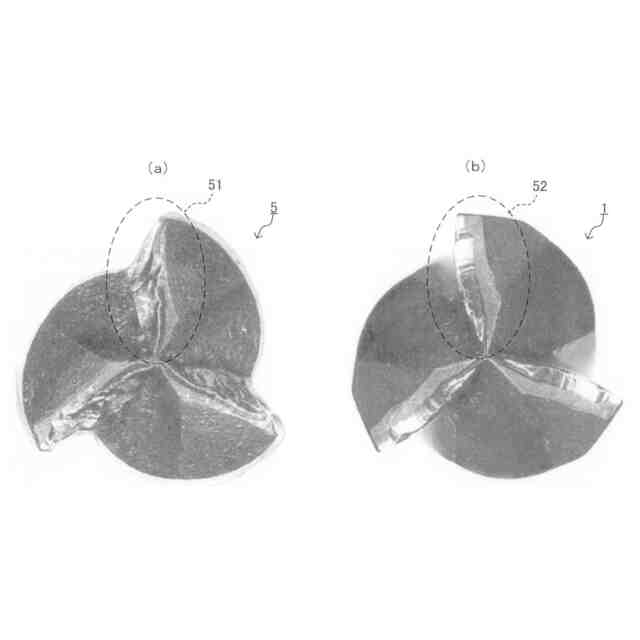
エンドミルの消耗度合いを視覚的に比較するための正面写真画であり、(a)は比較例となるエンドミル、(b)は本実施形態に係るエンドミルである。
【発明を実施するための形態】
【0009】
以下、本発明を適用した実施の形態例を説明する。本実施形態のエンドミルは、例えば、合金工具鋼(SKD11)や粉末高速度工具鋼(SKH55等)を被切削物として、精密な金型や部品加工等をする際に用いられる。
【0010】
図1は、本実施形態に係るエンドミルの構造例を示す外観斜視図である。図2は、このエンドミルの正面図である。図3は、このエンドミルの外観側面図である。図4は、図1の先端部分の拡大図である。図中、一つの面に直線が示されている部分があるが、これは連続する曲面であることを表す。以下、これらの図を適宜参照しながら、本実施形態のエンドミル1の構成例を説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
タップ
4か月前
個人
フライス盤
19日前
個人
加工機
4か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
日東精工株式会社
ねじ締め機
5か月前
株式会社北川鉄工所
回転装置
3か月前
株式会社不二越
ドリル
5か月前
日東精工株式会社
ねじ締め機
19日前
日東精工株式会社
ねじ締め機
4か月前
株式会社不二越
ドリル
4か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
3か月前
日東精工株式会社
ねじ締め装置
10日前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
多軸ねじ締め機
5か月前
株式会社FUJI
工作機械
5か月前
株式会社FUJI
工作機械
3か月前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
2か月前
株式会社ダイヘン
多層盛り溶接方法
5か月前
エフ・ピー・ツール株式会社
リーマ
5か月前
株式会社アンド
半田付け方法
4か月前
日進工具株式会社
エンドミル
5か月前
株式会社アンド
半田付け方法
4か月前
キヤノン電子株式会社
加工システム
1か月前
株式会社アンド
半田付け方法
21日前
村田機械株式会社
レーザ加工機
4か月前
村田機械株式会社
レーザ加工機
4か月前
ブラザー工業株式会社
工作機械
5か月前
ブラザー工業株式会社
工作機械
5か月前
トヨタ自動車株式会社
接合方法
5か月前
株式会社ツガミ
工作機械
27日前
大見工業株式会社
ドリル
2か月前
株式会社FUJI
チャック装置
6か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ