TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025062269
公報種別
公開特許公報(A)
公開日
2025-04-14
出願番号
2023171213
出願日
2023-10-02
発明の名称
プラズマ援用研磨方法及びその装置
出願人
株式会社ジェイテックコーポレーション
,
国立大学法人大阪大学
代理人
主分類
B24B
1/00 20060101AFI20250407BHJP(研削;研磨)
要約
【課題】プラズマ援用研磨法を用いた難加工材料の加工において、研磨パッドの片減りを抑制するとともに、研磨パッドとワークの着脱作業を容易に行えるプラズマ援用研磨方法及びその装置を提供する。
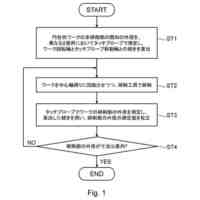
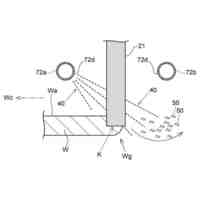
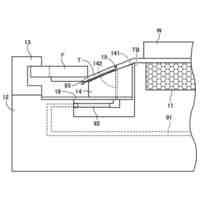
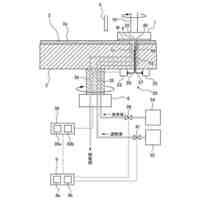
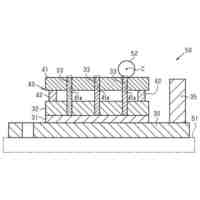
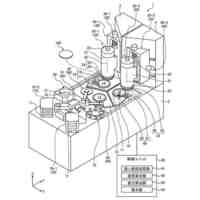
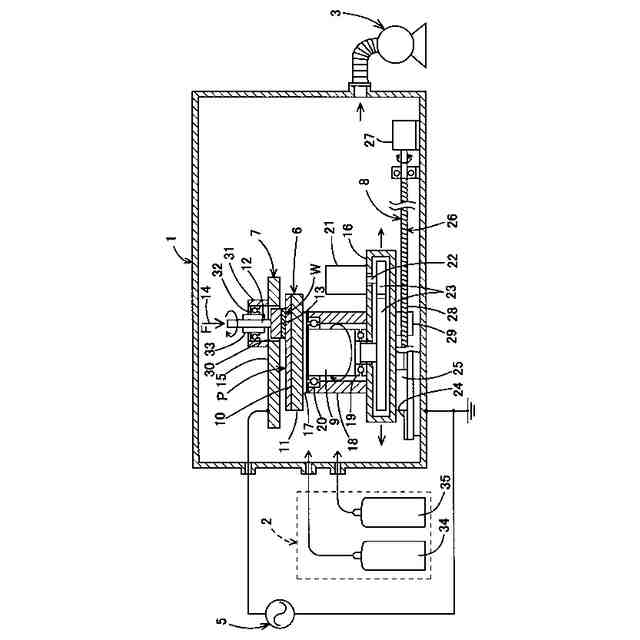
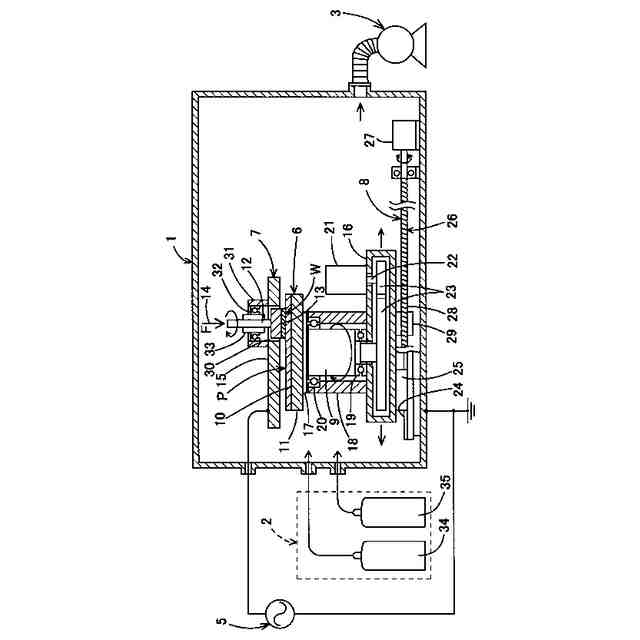
【解決手段】ワークWと研磨パッドPを相対的に移動させる動作において、それぞれ第1方向の軸を有するワークの回転と研磨パッドの回転、及び第1方向と直交し、両軸間の距離を増減させる第2方向の揺動と、を組み合わせた動作でワークを研磨する。ワークと研磨パッドはそれぞれ第1方向を向いた回転軸9,12を備えた装着部10,13に着脱自在に保持されて対向し、ワーク及び/又は研磨パッドの着脱時に、ワークと研磨パッドをその回転を停止させた状態で、通常の研磨プロセスにおける揺動の範囲を超えて第2方向へ移動させ、ワーク及び/又は研磨パッドを対向部材から露出させた状態で装着部に対して着脱する。
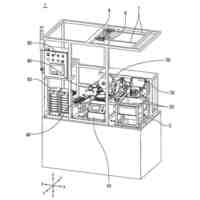
【選択図】 図1
特許請求の範囲
【請求項1】
キャリアガスと反応ガスとを含むプロセスガス中に、高周波電力を投入して発生させたプラズマによって反応ガスに基づく中性ラジカルを生成し、該中性ラジカルをワーク表面に作用させて該ワーク表面に該ワークよりも軟質な表面改質層を形成する表面改質プロセスと、
前記ワークと研磨パッドとを所定の接触圧力で接触させながら相対的に移動させて、前記ワークの表面改質層を除去する研磨プロセスと、
を有し、
前記表面改質プロセスと研磨プロセスを交互に繰り返し、或いは両プロセスを同時に進行させて研磨する、プラズマ援用研磨方法であって、
前記ワークと研磨パッドを相対的に移動させる動作において、それぞれ第1方向の軸を有する前記ワークの回転と前記研磨パッドの回転、及び第1方向と直交し、両軸間の距離を増減させる第2方向の揺動と、を組み合わせた動作で前記ワークを研磨する、
プラズマ援用研磨方法。
続きを表示(約 1,900 文字)
【請求項2】
前記表面改質プロセスにおけるプラズマが、容量結合プラズマであり、揺動動作中に容量が変化しない、
請求項1記載のプラズマ援用研磨方法。
【請求項3】
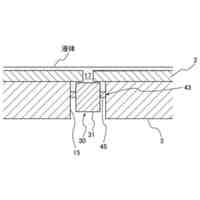
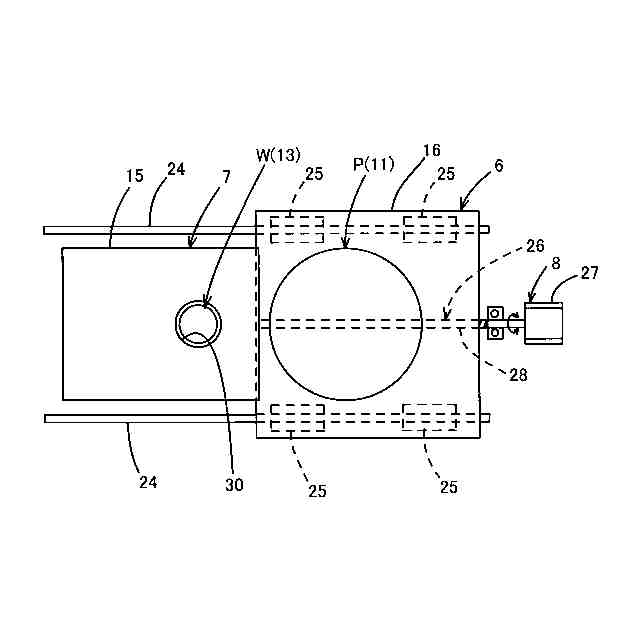
前記ワークと研磨パッドはそれぞれ第1方向を向いた回転軸を備えた装着部に着脱自在に保持されて対向し、該ワーク及び/又は研磨パッドの着脱時に、前記ワークと研磨パッドをその回転を停止させた状態で、通常の研磨プロセスにおける揺動の範囲を超えて第2方向へ移動させ、前記ワーク及び/又は研磨パッドを対向部材から露出させた状態で前記装着部に対して着脱する、
請求項1記載のプラズマ援用研磨方法。
【請求項4】
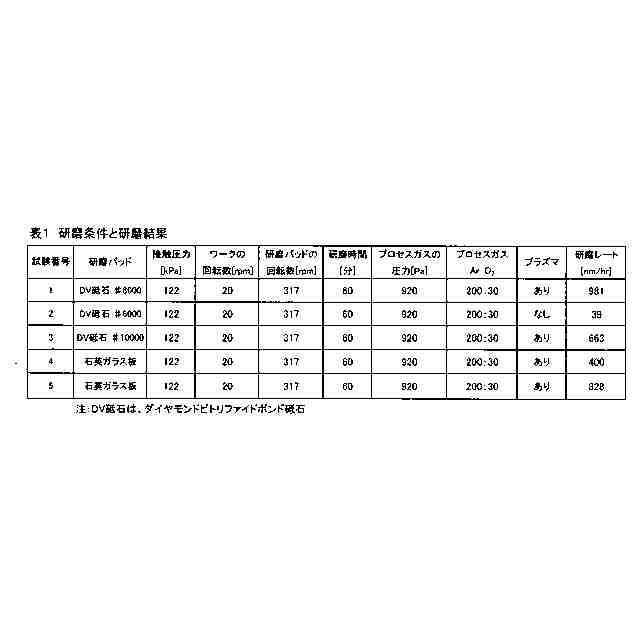
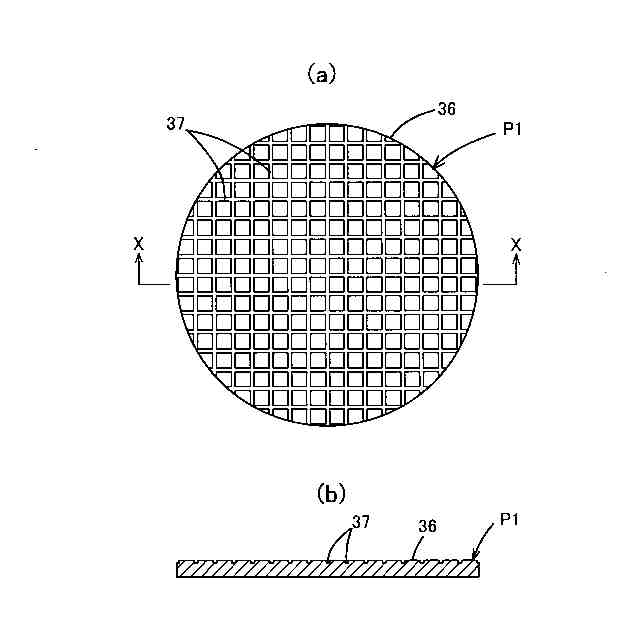
前記研磨パッドが、石英ガラス板、無機質ガラス系のボンド材で砥粒を結合したビトリファイドボンド砥石、ガラスウール製の織布又は不織布の何れかを少なくとも表面に備えたプレートである、
請求項1又は2又は3記載のプラズマ援用研磨方法。
【請求項5】
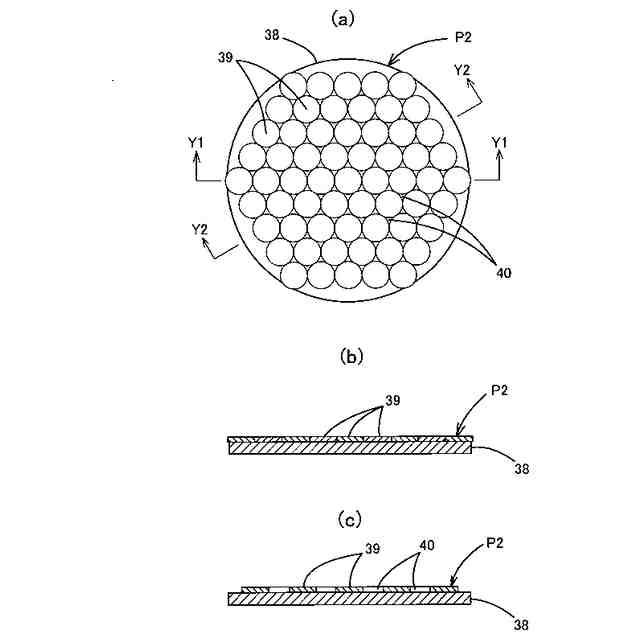
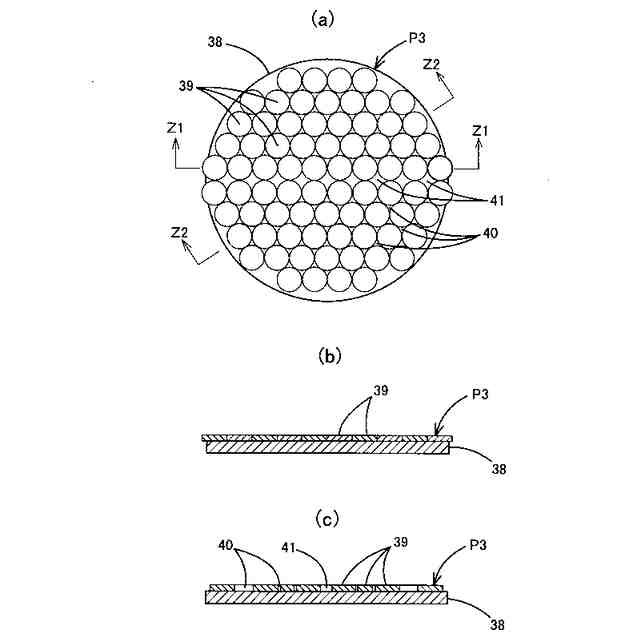
前記ワークと研磨パッドの接触部において、前記ワークと研磨パッドの少なくとも一方の面に設けた溝又は凹凸構造によってプラズマが発生する空間に連通する流路を形成し、該流路を介して中性ラジカルをワーク表面に供給する、
請求項4記載のプラズマ援用研磨方法。
【請求項6】
前記ワークが、少なくとも表層に、単結晶ダイヤモンド(SCD)、多結晶ダイヤモンド(PCD)、又はダイヤモンドライクカーボン(DLC)の何れかを備えた基板であること、
前記研磨パッドが、ビトリファイドボンド砥石を少なくとも表面に備え、砥粒が、♯1000(平均粒径16μm)~♯20000(平均粒径0.8μm)のダイヤモンドであること、
前記反応ガスは、OHラジカルを生成する水蒸気(H
2
O)又は過酸化水素(H
2
O
2
)を含むこと、
を包含する、
請求項4記載のプラズマ援用研磨方法。
【請求項7】
前記表面改質プロセスにおいて、前記研磨パッドの少なくとも一部を透過させた紫外線を前記ワークの研磨面に照射する工程を含む、
請求項4記載のプラズマ援用研磨方法。
【請求項8】
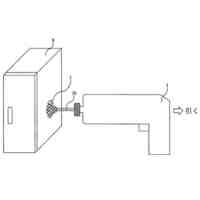
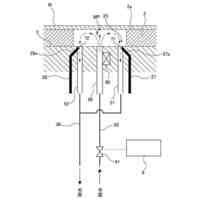
キャリアガスと反応ガスとを含むプロセスガスを内包し、機構部を収容するチャンバーと、
前記チャンバー内にプロセスガスを供給するガス供給手段と、
前記チャンバー内のプロセスガスを排気するガス排気手段と、
研磨対象であるワークと研磨パッドを対向させて着脱可能に保持する装着部を備え、前記ワークと研磨パッドとを所定の接触圧力で接触させながら相対的に移動させる機構部と、
プロセスガスを所定圧力に維持した状態で、相対向する電極板間に高周波電力を投入してプロセスガスのプラズマを発生させることにより、反応ガスに基づく中性ラジカルを生成する高周波電源と、
を備えたプラズマ援用研磨装置であって、
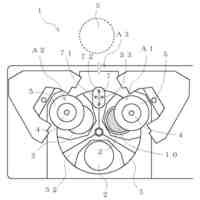
前記機構部には、
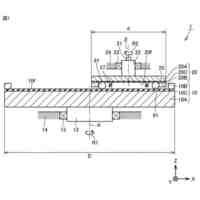
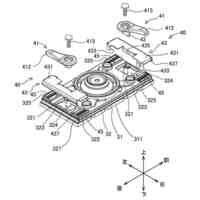
第1方向の回転軸と、前記研磨パッド又はワークを着脱可能に保持する第1装着部を備えるとともに、電極板を兼ねた回転テーブルを有する第1回転ユニットと、
第1方向の回転軸と、前記回転テーブルよりも面積が小さく、前記ワーク又は研磨パッドを着脱可能に保持する第2装着部と、第1方向に変位し、前記ワークと研磨パッドの接触圧力を付与する押圧手段とを備えるとともに、前記回転テーブルに対向した対向電極板を有する第2回転ユニットと、
前記第1回転ユニット又は第2回転ユニットを、第1方向と直交する第2方向へ直線的に変位させる直線駆動手段と、
を備えたプラズマ援用研磨装置。
【請求項9】
前記ワークと研磨パッドは、第1回転ユニットの第1装着部と第2回転ユニットの第2装着部の何れか一方に保持されて対向し、通常の研磨プロセスにおける揺動モードでは、前記回転テーブルと対向電極板とが対向状態を維持する範囲で往復動するように前記直線駆動手段を駆動する、
請求項8記載のプラズマ援用研磨装置。
【請求項10】
前記対向電極板は、第2方向の寸法を前記回転テーブルの直径よりも少なくとも揺動振幅分だけ大きく設定し、揺動モードにおいて容量結合プラズマの容量が変化しない、
請求項9記載のプラズマ援用研磨装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、SiC、GaN、AlN、Ga
2
O
3
、ダイヤモンドなどの難加工材料の精密加工仕上げに好適なプラズマ援用研磨方法及びその装置に関するものである。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
近年、パワー半導体デバイス材料として、高温環境下においても信頼性の高い動作が可能であり、低損失であるワイドバンドギャップ半導体を用いたデバイス開発が活発になってきている。ワイドバンドギャップ半導体は、バンドギャップが小さい順にSiC、GaN、Ga
2
O
3
、ダイヤモンドが例示される。これらのワイドバンドギャップ半導体は、Siと比較してバンドギャップ、絶縁破壊電界値、熱伝導率、電子移動度といった物性値が数倍~数十倍大きいため、これらの材料を用いてパワーデバイスを作製した場合、高耐圧、消費電力の低減,高速動作等の実現が可能になるといった利点があるものの、高硬度且つ化学的に不活性のため、通常の研磨により所望の平坦度、表面粗さを高能率に得ることが難しい難加工材料である。
【0003】
現在、ワイドバンドギャップ半導体ウエハは、CMP(Chemical Mechanical Polishing)によって最終仕上げを行っているが、アルカリ等の薬液と砥粒を含むスラリーを用いて研磨しているため、材料の表面欠陥がアルカリ成分によって浸食されて形成される「エッチピット」による表面粗さの悪化や、砥粒の凝集・粗大化による「スクラッチ」の形成によって材料特性を十分に引き出せてなく、また研磨能率が低く、歩留まりが悪いのでコスト高となっている。
【0004】
従来から、SiC、GaN又は超硬合金の難加工材料を加工する方法として、プラズマ援用研磨法(PAP: Plasma-assisted Polishing)が提案されている(特許文献1)。このPAP法は、プラズマ中で生成したラジカルを被加工物の表面に作用させて、被加工物材料よりも軟質な表面改質層を形成しながら、研磨材料を用いたドライ機械研磨により表面改質層を除去して加工を進行させる方法である。PAP法は、モース硬度が被加工物材料と表面改質層の中間硬度を有する研磨材料を用いれば、加工原理から被加工物にスクラッチや加工変質層を導入せずに精密加工できる優れた加工方法である。特許文献1には、被加工物の表面を酸化し、表面改質層(酸化物層)を形成するラジカルとして、SiCに対してはOHラジカルがOラジカルよりも酸化作用に優れ効率的であることが示されている。そのために、キャリアガスと、H
2
OとH
2
O
2
の一方又は双方を含む雰囲気中に高周波電力を投入してプラズマを発生させ、OHラジカルを生成している。
【0005】
特許文献2には、化学反応性に富んだラジカルに対して耐食性と吸着能を備えた表面を有する可動工具の該表面を、少なくとも前記ラジカルを生成する元素若しくは置換基を含むガスと希ガスを混合した反応ガスを用いて発生させたプラズマの発生領域を通過させ、該プラズマ発生領域で生成したラジカルを前記工具表面に吸着させて反応活性種を付与し、該工具の移動によって該工具表面の前記反応活性種を前記プラズマ発生領域とは異なる位置に配置した被加工物表面まで輸送し、該工具と接触した被加工物表面の原子と反応活性種との化学反応によって生成した反応生成物を除去することにより、該工具表面を加工基準面として被加工物表面の該工具表面と接触した部分のみを選択的に加工する、ラジカル吸着輸送を援用した加工方法が開示されている。ここで、前記ラジカルを生成する元素がF又はClのハロゲン元素であり、前記ラジカルがFラジカル又はClラジカルであること、あるいは前記ラジカルを生成する置換基がOH基であり、前記ラジカルがOHラジカルであることも開示されている。この加工方法も被加工物表面にラジカルが作用するとともに、研磨具の働きをする工具と被加工物が接触しながら相対的移動するので、一種のPAPと呼んでも良い。
【0006】
引用文献3には、PAPにおいて、無機質ガラス系のボンド材で砥粒を結合したビトリファイドボンド砥石、又は熱硬化性樹脂のボンド材で砥粒を結合したレジンボンド砥石からなる研磨加工具を用い、フッ素ラジカル又は酸素ラジカルを加工材料表面に作用させてフッ化又は酸化して表面改質層を形成するとともに、研磨加工具にもフッ素ラジカル又は酸素ラジカルを作用させ、該研磨加工具の前記ボンド材をエッチングして砥粒を露出させつつ、前記加工材料の表面を加工する加工方法が開示されている。それにより、研磨加工具のボンド材がエッチングされて砥粒を露出させる自動的なドレッシング作用が生じ、「目つぶれ」や「目詰まり」による研磨速度の低下が防止され、ドレスフリーで高い研磨レートを維持した精密加工が可能となり、SiC、GaN、AlNなどの難加工材料が加工できるとする。
【0007】
更に、非特許文献1には、ダイヤモンドの加工に適したPAPとして、石英ガラスからなる研磨パッドに対して、ダイヤモンドを構成する炭素原子と結合する元素、例えば酸素を含むプラズマを照射し、62.5、81.3kPaなどの低研磨圧力の条件で、二乗平均平方根高さSqが0.3nmとなることが報告されている。
【先行技術文献】
【特許文献】
【0008】
特許第5614677号公報
特許第6692010号公報
特開2022-133198号公報
【非特許文献】
【0009】
Nian Liu, et al. Effects of polishing pressure and sliding speed on the material removal mechanism of single crystal diamond in plasma-assisted polishing. Diamond and Related Materials,Volume 124, April 2022, 108899.
【発明の概要】
【発明が解決しようとする課題】
【0010】
研磨パッドの回転軸とワークの回転軸をオフセットして研磨することが一般的であるが、それでも研磨パッドの片減りが生じるので、頻繁に研磨パッドの再生が必要になり、再生できない場合には交換が必要になる。特に、ダイヤモンドを加工する場合に使用する石英ガラスの再生は困難であり、石英ガラスの価格が高いのでコスト高となる。そして、研磨パッドの再生、交換作業において研磨パッドの着脱が容易であること、またワークの着脱が容易であることは、量産化における大きな課題である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
3か月前
株式会社タカトリ
研削装置
3か月前
個人
バレル研磨用メディア材
1か月前
トヨタ自動車株式会社
外径測定方法
3か月前
株式会社リブラ
ブラスト加工装置
28日前
キヤノン電子株式会社
加工工具、及び、加工装置
1か月前
トヨタ自動車株式会社
バリ取り装置
1か月前
株式会社精工技研
研磨装置および研磨方法
27日前
株式会社IHI
ブラストガン
2か月前
株式会社ディスコ
加工方法、及び、切削装置
19日前
株式会社ディスコ
加工装置
2か月前
NTN株式会社
加工装置
1か月前
日本特殊研砥株式会社
超弾性砥石
21日前
信越半導体株式会社
洗浄処理装置
2か月前
リックス株式会社
ドライアイス噴射装置
2か月前
株式会社プロテリアル
焼結磁石の製造方法
27日前
株式会社荏原製作所
研磨装置
2か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社マキタ
サンダ
1か月前
株式会社荏原製作所
研磨装置
2か月前
トヨタ紡織株式会社
プレス金型の研磨方法
5日前
株式会社荏原製作所
研磨装置
3か月前
富士紡ホールディングス株式会社
研磨パッド
26日前
富士紡ホールディングス株式会社
研磨パッド
26日前
株式会社ディスコ
加工具
3か月前
富士紡ホールディングス株式会社
研磨パッド
28日前
東亜非破壊検査株式会社
タンク溶接線検査前処理装置
4か月前
株式会社ディスコ
研磨装置
3か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
加工装置
2か月前
学校法人 中央大学
表面処理方法
3か月前
株式会社ディスコ
加工方法
1か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
切削装置
3日前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研削装置
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ