TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025063788
公報種別
公開特許公報(A)
公開日
2025-04-16
出願番号
2023173278
出願日
2023-10-04
発明の名称
加工方法、及び、切削装置
出願人
株式会社ディスコ
代理人
個人
主分類
B24B
55/02 20060101AFI20250409BHJP(研削;研磨)
要約
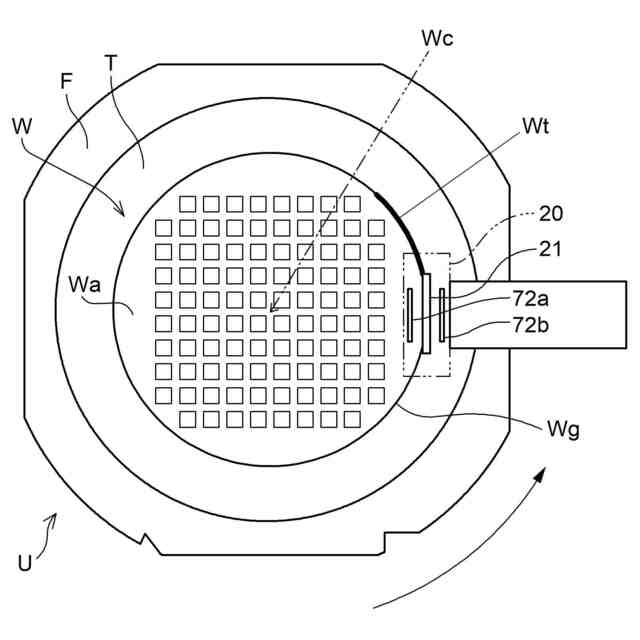
【課題】 ウェーハの外周縁を切削加工するエッジトリミング加工において、新規な技術を提案する。
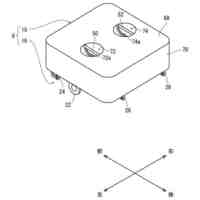
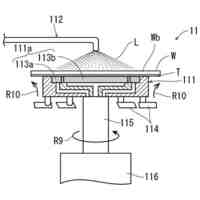
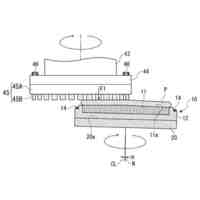
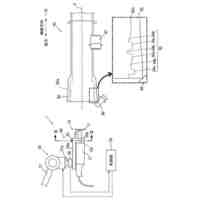
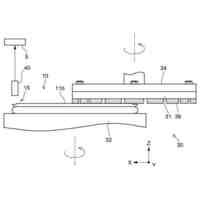
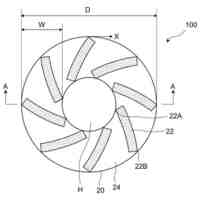
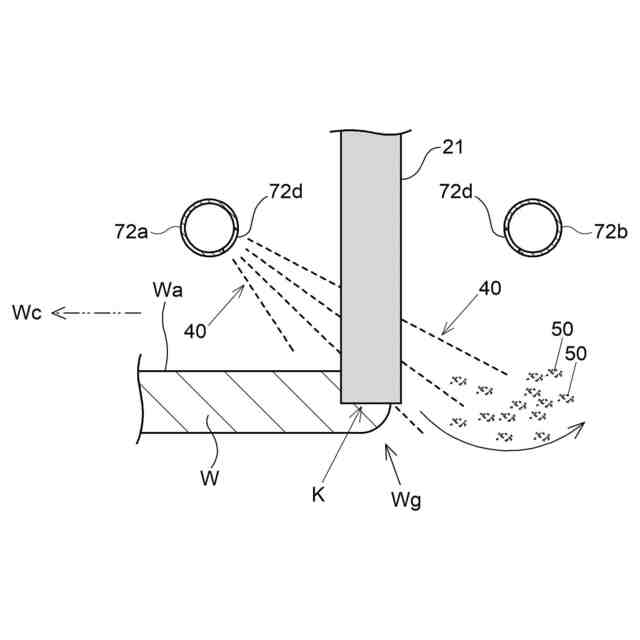
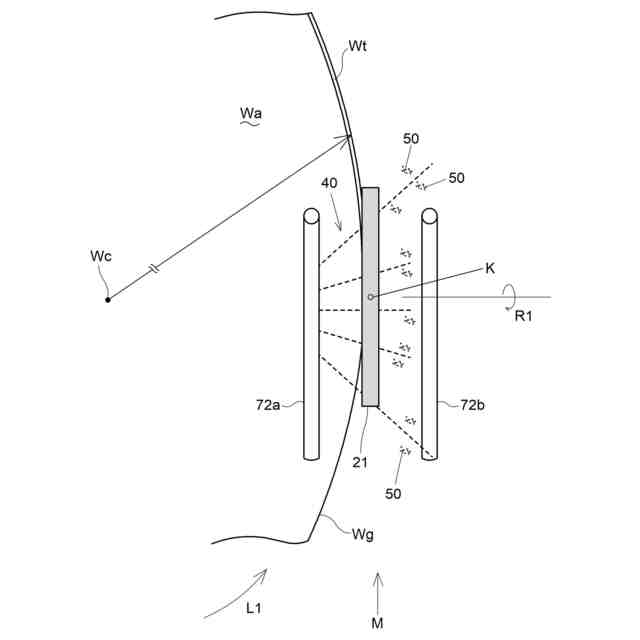
【解決手段】ウェーハWの表面Waの外周部Wgを切削ブレード21にて切削してトリミングする加工方法であって、切削中において加工点Kに対し、該切削ブレード21よりも該ウェーハWの中心Wcに近い側の切削水供給ノズル72aから、該ウェーハWの中心Wcから遠い側に向けて切削水40を供給する、加工方法とする。
【選択図】図5
特許請求の範囲
【請求項1】
ウェーハの表面の外周部を切削ブレードにて切削してトリミングする加工方法であって、
切削中において加工点に対し、
該切削ブレードよりも該ウェーハの中心に近い側の切削水供給ノズルから、
該ウェーハの中心から遠い側に向けて切削水を供給する、
加工方法。
続きを表示(約 460 文字)
【請求項2】
該切削ブレードよりも該ウェーハの中心に近い側の切削水供給ノズルと、
該切削ブレードよりも該ウェーハの中心から遠い側の切削水供給ノズルと、
を備える装置構成において、
切削中において加工点に対し、
該ウェーハの中心に近い側の切削水供給ノズルからのみ切削水を供給することとする、
ことを特徴とする請求項1に記載の加工方法。
【請求項3】
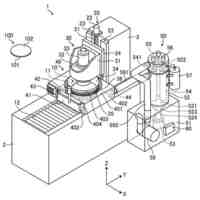
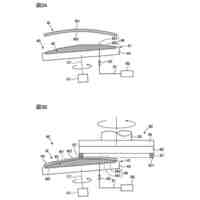
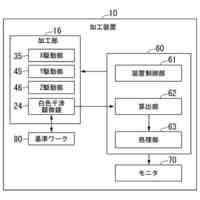
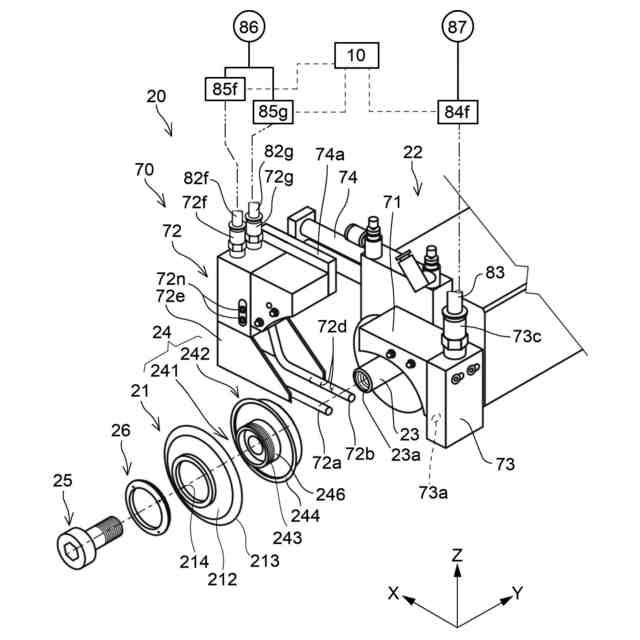
請求項1又は請求項2に記載の加工方法を実施するための切削装置であって、
該切削ブレードよりも該ウェーハの中心に近い側の切削水供給ノズルと、
該切削ブレードよりも該ウェーハの中心から遠い側の切削水供給ノズルと、
各該切削水供給ノズルに対して、それぞれ、切削水を供給するための切削水供給経路と、
各該切削水供給経路にそれぞれ設けられ、各該切削水供給ノズルへの切削水の供給の有無を制御する制御弁と、
各該制御弁の動作を制御するコントローラと、
を有する切削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハの表面の外周部を切削ブレードにてトリミングする加工方法、及び、切削装置に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
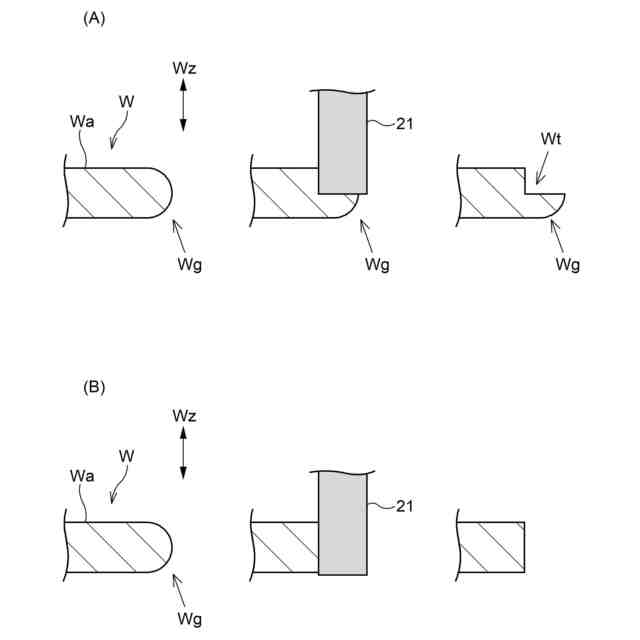
従来、例えば、特許文献1乃至3に開示されるように、半導体ウェーハの外周部は円弧状に面取りされており、面取りされたエッジ部分を残したままで半導体ウェーハの裏面研削をして薄化すると、外周部に尖ったシャープエッジが形成され、当該エッジ部分に負荷や衝撃が加わると簡単にチッピングが発生し、ウェーハが割れてしまうことが知られている。
【0003】
この対策として、ウェーハの表面の外周部を切削ブレードにてトリミングする所謂「エッジトリミング加工」を行い、後の半導体ウェーハの裏面研削の際に、シャープエッジが形成されないようにしている。
【先行技術文献】
【特許文献】
【0004】
特開2004-207459号公報
特開2003-273053号公報
特開2000-173961号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
エッジトリミング加工に際しては、ウェーハの外周縁に切削ブレードを所定の深さまで切り込ませて切削加工を行うが、この切削加工の際には加工点付近に対し切削水が供給される。切削水を利用する目的は、主に潤滑、冷却、洗浄といったものであるが、特に洗浄に着目すると、切削により生じる切削屑は切削水によって加工点付近から除去されることになる。
【0006】
切削ブレードの回転軸方向における切削ブレードの両側方には、切削水を供給するための切削水供給ノズルが配置される構成が知られており、切削ブレードの両側方から切削水を同時に供給されることとしている。このような切削水の供給方法は、エッジトリミング加工に限らず、ウェーハをチップに個片化するためのダイシング加工においても同様である。
【0007】
このように、従来では、エッジトリミング加工やダイシング加工など、切削加工一般において切削ブレードの両側方から切削水を同時に供給されることが常識であったといえる。
【0008】
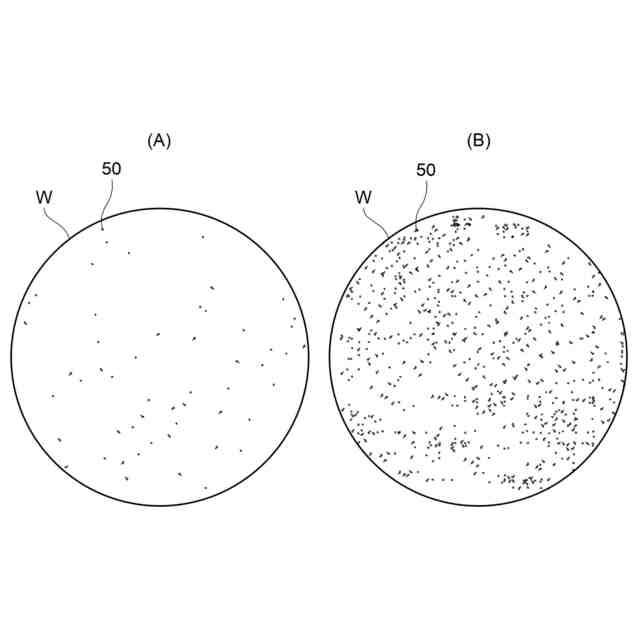
しかしながら、発明者は、ウェーハの外周縁を切削加工するといったエッジトリミング加工の特徴や、加工時に生じる切削屑(パーティクル)がウェーハ表面に残存する状況に着目し、エッジトリミング加工により最適な加工方法を発明するに至ったものである。
【0009】
特に、エッジトリミング加工を施すウェーハは、その後の工程でウェーハ表面の高い清浄度が求められることがある。例えば、エッジトリミング後にウェーハ表面を他のウェーハに貼り付ける工程が行われる場合では、特に高い清浄度が求められるものである。
【0010】
本発明は以上のように、ウェーハの外周縁を切削加工するエッジトリミング加工において、新規な技術を提案するものである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
研磨装置
11日前
株式会社ディスコ
加工装置
4日前
株式会社ディスコ
加工装置
4日前
株式会社ディスコ
加工方法
6日前
株式会社ディスコ
研削装置
10日前
株式会社ディスコ
搬送システム
10日前
株式会社ディスコ
ブレーキング装置
10日前
株式会社ディスコ
検出方法及び処理装置
3日前
株式会社ディスコ
搬出装置及び切削装置
3日前
株式会社ディスコ
洗浄装置及び洗浄方法
11日前
株式会社ディスコ
搬送機構および搬送方法
11日前
株式会社ディスコ
チャックテーブルの整形方法
5日前
株式会社ディスコ
窒化ガリウム基板の製造方法
6日前
株式会社ディスコ
保護シート、及びシート配設方法
10日前
株式会社ディスコ
板状ワークの研削方法及び研削装置
6日前
株式会社ディスコ
ウエーハの処理方法及びウエーハの処理装置
12日前
株式会社ディスコ
シートの処理方法、チップの製造方法及び基板の製造方法
10日前
株式会社ディスコ
フレームユニット形成方法およびフレームユニット形成装置
10日前
株式会社ディスコ
ドレッシングツール、保持テーブル、加工装置、及び、ドレッシング方法
3日前
個人
包丁研ぎ器具
2か月前
株式会社松風
研磨用ゴム砥石
3日前
個人
研磨体
4か月前
株式会社クボタ
管研削装置
3か月前
株式会社村田製作所
切削装置
3か月前
株式会社ディスコ
被加工物の加工方法
24日前
株式会社東京精密
加工方法
5日前
不二空機株式会社
可搬型動力工具
3か月前
株式会社東京精密
加工装置
3日前
ノリタケ株式会社
超砥粒ホイール
3日前
株式会社東京精密
加工装置
5日前
シンクス株式会社
ボード切断装置
4か月前
株式会社ニッチュー
ブラスト装置
3か月前
秀和工業株式会社
処理装置および処理方法
26日前
トヨタ自動車株式会社
回転砥石の製造方法
2か月前
ノリタケ株式会社
研磨パッド
3日前
オークマ株式会社
円筒研削盤
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ