TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025063354
公報種別
公開特許公報(A)
公開日
2025-04-16
出願番号
2023172434
出願日
2023-10-04
発明の名称
研削装置
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
7/04 20060101AFI20250409BHJP(研削;研磨)
要約
【課題】非接触式の厚さ測定器を用いずに、複数の研削砥石の軌跡に沿って被研削面に周期的に形成される凹凸の高低差を低減する。
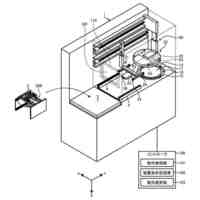
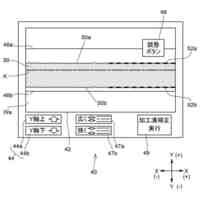
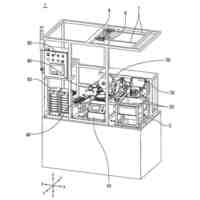
【解決手段】被加工物を保持する保持面を有する保持テーブルと、保持テーブルを回転させるためのテーブル用モータと、スピンドルを含むスピンドルモータを有スピンドルの下端部に設けられているマウントに装着される研削ホイールで被加工物を研削可能な研削ユニットと、被加工物を研削する際の研削条件が表示される表示装置と、テーブル用モータ、スピンドルモータ及び表示装置を制御するコントローラと、を備え、コントローラは、被加工物の研削条件としてコントローラにそれぞれ設定された保持テーブルの回転数及びスピンドルの回転数において、保持テーブルの回転数に対するスピンドルの回転数の比である回転数比が自然数であるか否かを判定し、回転数比が自然数である場合には、外部に対して警告を出させる研削装置を提供する。
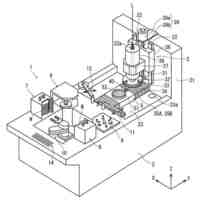
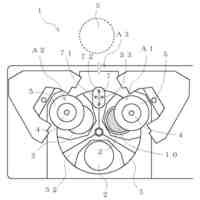
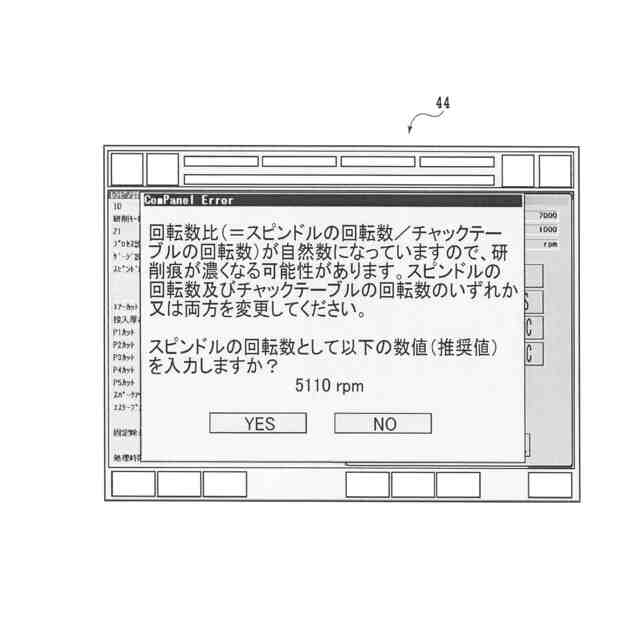
【選択図】図6
特許請求の範囲
【請求項1】
研削装置であって、
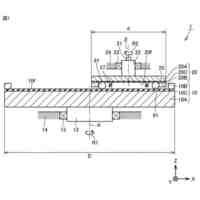
被加工物を保持する円形の保持面を有する保持テーブルと、
該保持面の径方向の中心に配置された回転軸の周りに該保持テーブルを回転させるためのテーブル用モータと、
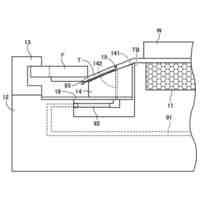
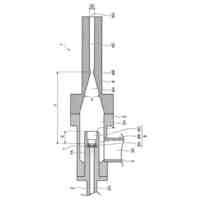
該保持面よりも上方に設けられたスピンドルを含むスピンドルモータを有し、該スピンドルの下端部に設けられているマウントに装着される研削ホイールで該被加工物を研削可能な研削ユニットと、
該被加工物を研削する際の研削条件が表示される表示装置と、
プロセッサ及びメモリを有し、該テーブル用モータ、該スピンドルモータ、及び、該表示装置を制御するコントローラと、
を備え、
該コントローラは、
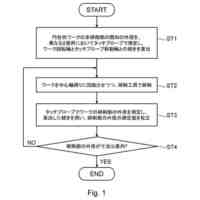
該被加工物の該研削条件として該コントローラにそれぞれ設定された該保持テーブルの回転数及び該スピンドルの回転数において、該保持テーブルの回転数に対する該スピンドルの回転数の比である回転数比が自然数であるか否かを判定し、
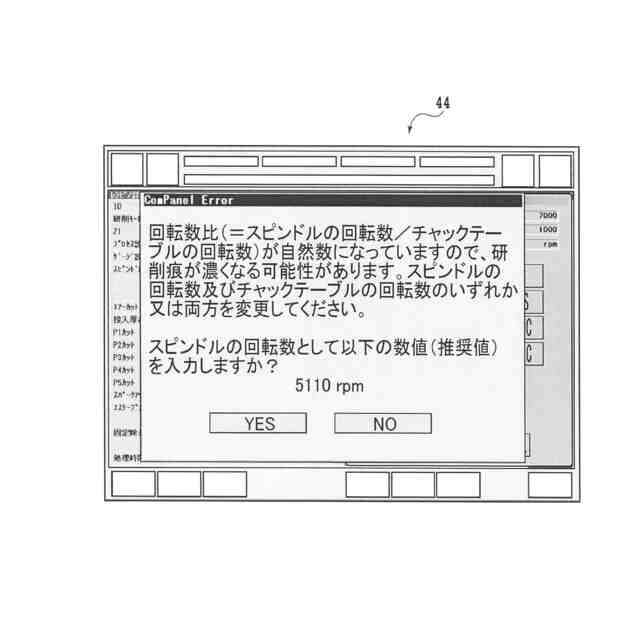
該回転数比が自然数である場合には、外部に対して警告を出させることを特徴とする研削装置。
続きを表示(約 300 文字)
【請求項2】
該コントローラは、該回転数比が自然数である場合には、少なくとも該表示装置を動作させることにより、外部に対して警告を出させることを特徴とする請求項1に記載の研削装置。
【請求項3】
該コントローラは、該回転数比が自然数であると判定した場合に、該回転数比が自然数とならない様に、該保持テーブルの回転数及び該スピンドルの回転数のどちらか又は両方についての推奨値を該表示装置に表示させることを特徴とする請求項2に記載の研削装置。
【請求項4】
該テーブル用モータ及び該スピンドルモータは、同期モータであることを特徴とする請求項1から3のいずれかに記載の研削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工物を研削する研削装置に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
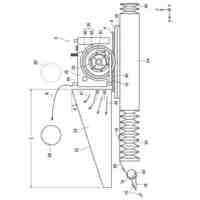
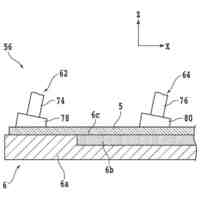
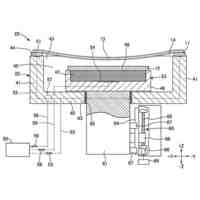
半導体ウェーハ等の被加工物を研削して薄化するためは、一般的に研削装置が使用される。研削装置は、被加工物を吸引保持するための円盤状のチャックテーブルを備える。チャックテーブルの上方には、円柱状のスピンドルを含む研削ユニットが設けられている。
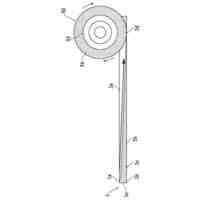
【0003】
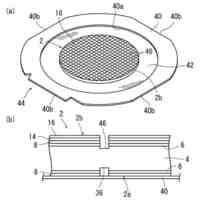
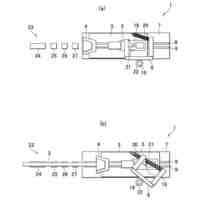
スピンドルの下端部には、円盤状のマウントを介して円環状の研削ホイールが装着されている。研削ホイールは、例えば、円環状の基台と、複数の研削砥石(即ち、複数のセグメント砥石)と、を有する。複数の研削砥石は、基台の円環状の一面(例えば、底面)に設けられている溝部において、基台の周方向に沿って略等間隔に配置されている。
【0004】
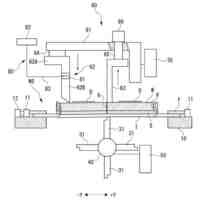
研削装置で被加工物に対してインフィード研削を施す場合、被加工物を吸引保持したチャックテーブルと、研削ホイールが装着されたスピンドルと、を所定方向にそれぞれ回転させると共に、チャックテーブルに対して研削ユニットを所定速度で下方に移動させる(即ち、研削送りする)。
【0005】
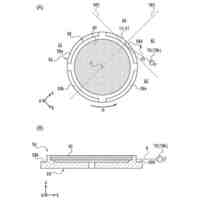
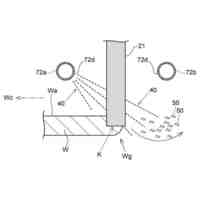
インフィード研削では、研削装置の高さ方向において、複数の研削砥石の移動軌跡が、チャックテーブルの保持面の中心を通る様に保持面と重なるが、この重なり領域のうち、保持面の外周部の一点から保持面の中心までの円弧状領域において、複数の研削砥石が被加工物に当たる。
【0006】
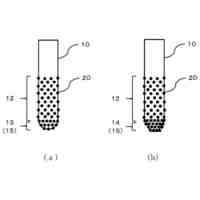
インフィード研削では、被加工物を研削により薄化すると、この円弧状領域の長さ方向に沿う様に僅かな凹凸が被研削面に周期的に形成されることがある(例えば、特許文献1の図4(a)参照)。被研削面に形成される凹凸は、被加工物から製造されるデバイスチップにおいて悪影響を及ぼす可能性がある。
【0007】
被研削面に形成される凹凸は、チャックテーブルの回転数A
1
(単位:rpm(rotations per minute))に対するスピンドルの回転数A
2
(単位:rpm)の比(即ち、A
2
/A
1
)である回転数比Bが自然数である場合に顕著になる。
【0008】
これは、スピンドルの回転数A
2
がチャックテーブルの回転数A
1
よりも高く設定されている一般的な状況において、回転数比Bが自然数である場合には、被研削面との接触領域が研削砥石ごとに略固定されるからである。
【0009】
また、回転数比Bが自然数である場合に、被加工物を所定厚さまで薄化した後に、被研削面を均す研削工程(即ち、スパークアウト)を行うと、スパークアウト前において被研削面に形成されていた僅かな凹凸は、スパークアウトにおいて消滅することなく残存することとなる。
【0010】
この様に回転数比Bが自然数である場合に形成される凹凸を低減するために、被加工物の研削中に、レーザービームを用いた距離測定器等の非接触式の厚さ測定器を利用して被加工物の厚さを測定することが提案されている(例えば、特許文献1参照)。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
貼着方法
19日前
株式会社ディスコ
切削装置
4日前
株式会社ディスコ
切削装置
4日前
株式会社ディスコ
洗浄装置
5日前
株式会社ディスコ
加工方法
8日前
株式会社ディスコ
被覆装置
19日前
株式会社ディスコ
切削装置
19日前
株式会社ディスコ
板状物の加工方法
19日前
株式会社ディスコ
ウエーハの加工方法
4日前
株式会社ディスコ
ウエーハの分割方法
4日前
株式会社ディスコ
被加工物の加工方法
19日前
株式会社ディスコ
保護部材の形成方法
4日前
株式会社ディスコ
研磨装置及び研磨方法
19日前
株式会社ディスコ
調整方法、及び、研削装置
8日前
株式会社ディスコ
加工装置、及び、加工方法
8日前
株式会社ディスコ
ウェーハの分割方法及び分割装置
14日前
株式会社ディスコ
システム、制御方法、及び、プログラム
4日前
株式会社ディスコ
セラミックスコンデンサー基板の加工方法
12日前
株式会社ディスコ
ウェーハの研削方法及びウェーハの製造方法
5日前
株式会社ディスコ
ワークセット形成方法、及び、テープマウンタ
19日前
株式会社ディスコ
保護膜形成方法
12日前
個人
両軸回転ヤスリ
3か月前
株式会社タカトリ
研削装置
3か月前
個人
バレル研磨用メディア材
1か月前
トヨタ自動車株式会社
外径測定方法
3か月前
株式会社リブラ
ブラスト加工装置
29日前
株式会社IHI
ブラストガン
2か月前
株式会社精工技研
研磨装置および研磨方法
28日前
トヨタ自動車株式会社
バリ取り装置
1か月前
キヤノン電子株式会社
加工工具、及び、加工装置
1か月前
株式会社ディスコ
加工方法、及び、切削装置
20日前
株式会社ディスコ
加工装置
2か月前
日本特殊研砥株式会社
超弾性砥石
22日前
NTN株式会社
加工装置
1か月前
リックス株式会社
ドライアイス噴射装置
2か月前
信越半導体株式会社
洗浄処理装置
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ