TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025069745
公報種別
公開特許公報(A)
公開日
2025-05-01
出願番号
2023179656
出願日
2023-10-18
発明の名称
ウェーハの研削方法及びウェーハの製造方法
出願人
株式会社ディスコ
代理人
インフォート弁理士法人
主分類
B24B
47/20 20060101AFI20250423BHJP(研削;研磨)
要約
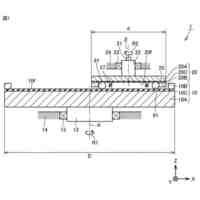
【課題】研削機構が一つの研削装置において、研削したウェーハの厚み精度を向上させる。
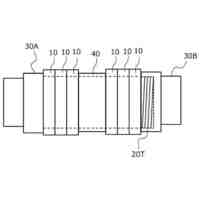
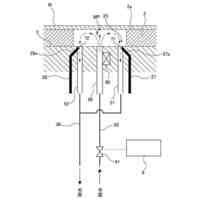
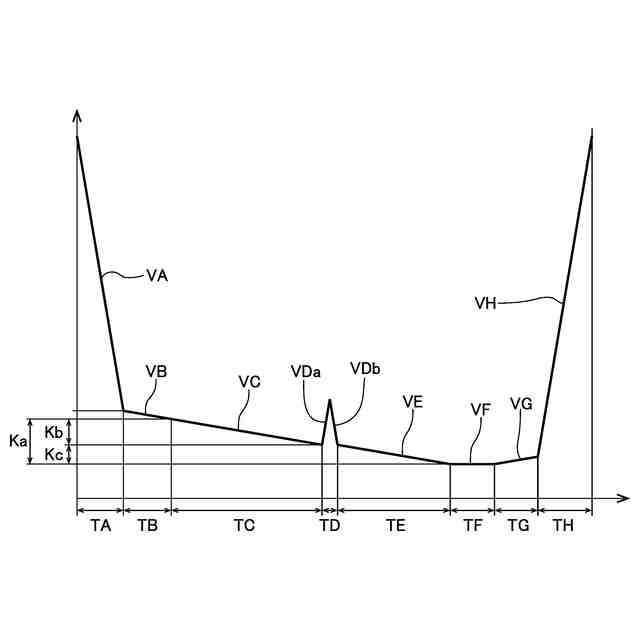
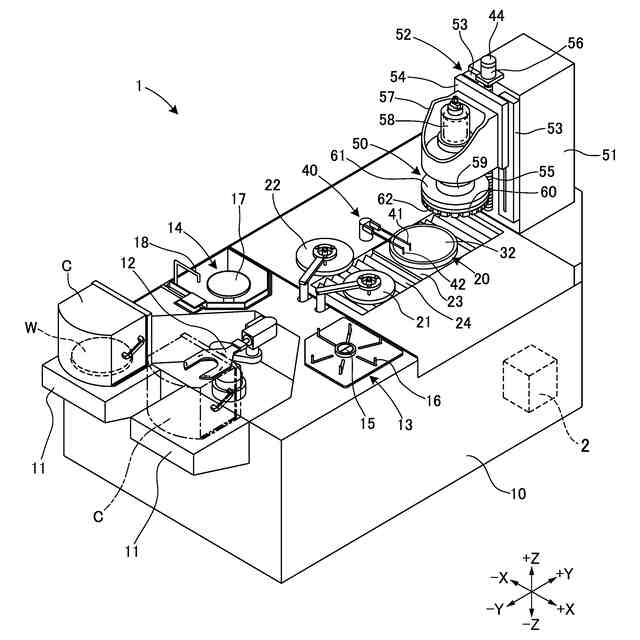
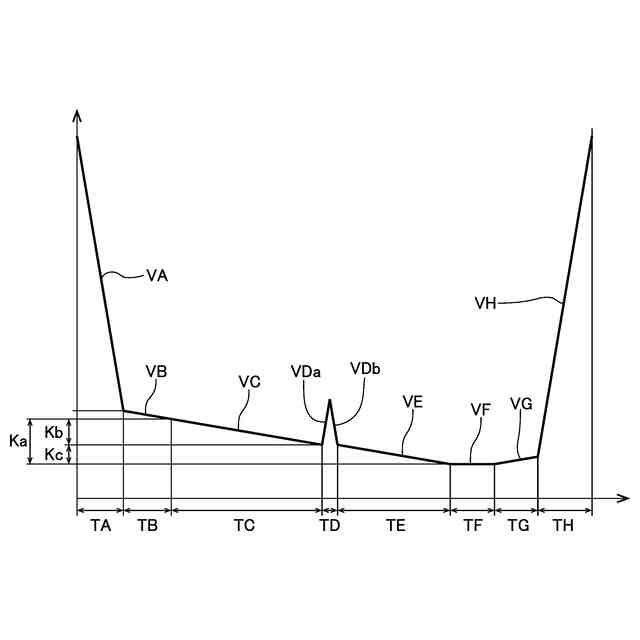
【解決手段】チャックテーブル(20)に保持されたウェーハ(W)を研削砥石(62)で研削するウェーハの研削方法において、チャックテーブルの保持面(32)によって保持されたウェーハの上面を、研削砥石で所定の研削量(Ka)に満たない第1研削量(Kb)を研削する第1研削工程と、研削砥石をウェーハの上面から離しウェーハにかかる荷重を逃がす離隔工程と、ウェーハの上面に再び研削砥石を当接させ所定の研削量-第1研削量を研削する第2研削工程と、を行う。
【選択図】図3
特許請求の範囲
【請求項1】
チャックテーブルに保持されたウェーハを研削砥石で研削するウェーハの研削方法であって、
前記チャックテーブルの保持面によって保持されたウェーハの上面を、前記研削砥石で所定の研削量に満たない第1研削量を研削する第1研削工程と、
前記研削砥石を前記ウェーハの上面から離し前記ウェーハにかかる荷重を逃がす離隔工程と、
前記ウェーハの上面に再び前記研削砥石を当接させ前記所定の研削量-前記第1研削量を研削する第2研削工程と、
からなる、ウェーハの研削方法。
続きを表示(約 610 文字)
【請求項2】
インゴットからスライスされたスライスウェーハの両面を研削してウェーハを製造するウェーハの製造方法であって、
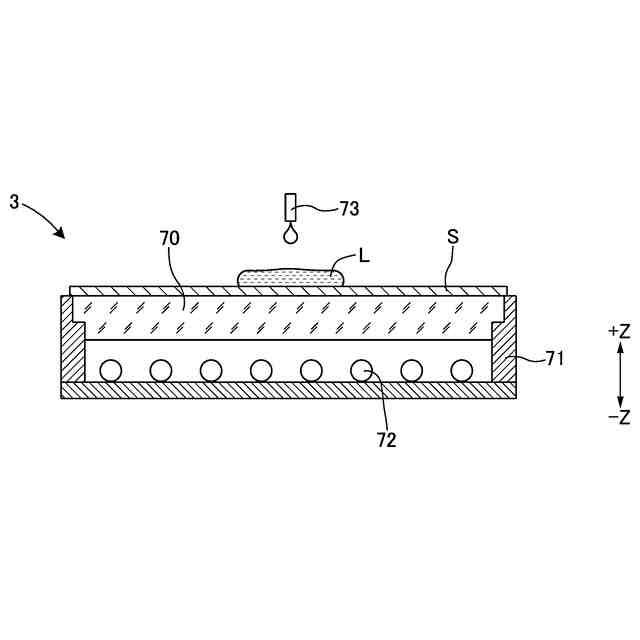
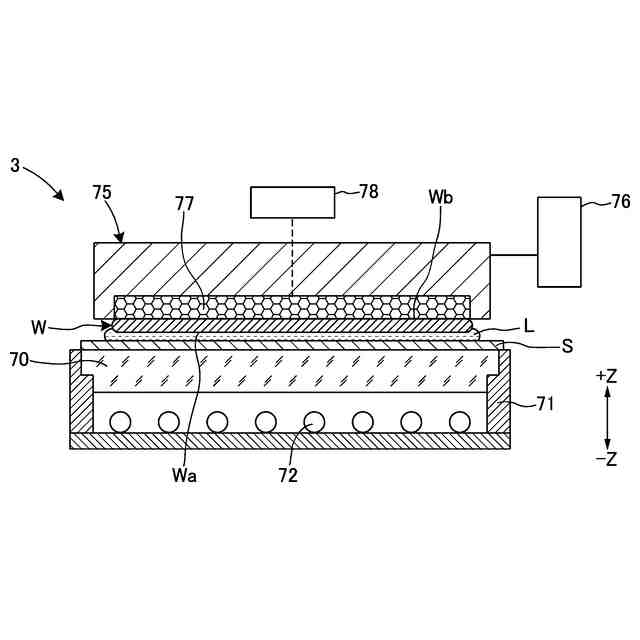
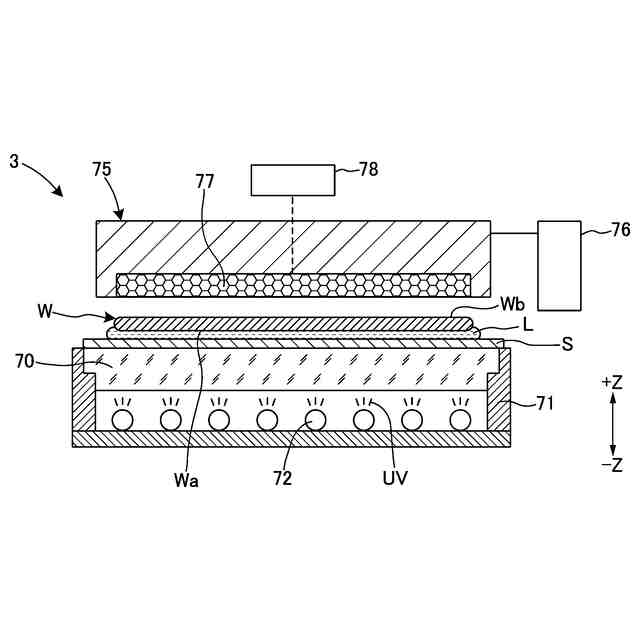
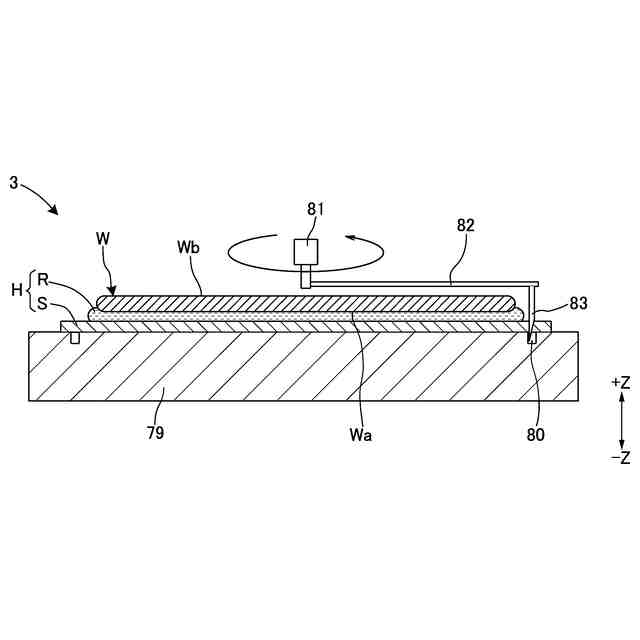
前記ウェーハの一方の面全面に保護部材を形成する保護部材形成工程と、
前記保護部材を介してチャックテーブルに前記ウェーハを保持させる第1保持工程と、
前記チャックテーブルに保持された前記ウェーハの他方の面を研削砥石で所定の研削量に満たない第1研削量を研削する第1研削工程と、
前記研削砥石を前記ウェーハの他方の面から離し前記ウェーハにかかる荷重を逃がす第1離隔工程と、
前記ウェーハの前記他方の面を前記研削砥石で前記所定の研削量-前記第1研削量の第2研削量を研削する第2研削工程と、
前記ウェーハの前記一方の面から前記保護部材を剥離する剥離工程と、
前記チャックテーブルに前記ウェーハの前記他方の面を保持させる第2保持工程と、
前記チャックテーブルに保持された前記ウェーハの前記一方の面を前記研削砥石で所定の研削量に満たない第3研削量を研削する第3研削工程と、
前記研削砥石を前記ウェーハの一方の面から離し前記ウェーハにかかる荷重を逃がす第2離隔工程と、
前記ウェーハの一方の面を前記研削砥石で前記所定の研削量-前記第3研削量の第4研削量を研削する第4研削工程と、
からなる、ウェーハの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハの研削方法及びウェーハの製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1や特許文献2に開示のように、ワイヤーソーなどの切断装置によってインゴットからスライスされたスライスウェーハの両面を研削して、所定の厚みの製品ウェーハを製造している。スライスウェーハに対して行う研削工程では、ウェーハの一方の面を研削した後、他方の面を研削して、ウェーハの各面におけるスライスの痕跡やうねりを除去しながら、ウェーハを所定の厚みにしている。
【0003】
特許文献3に開示のように、ウェーハの一方の面の研削及び他方の面の研削において、第1研削機構による第1研削の後、ターンテーブルを回転させて、ウェーハを保持するチャックテーブルの位置を変更し、第2研削機構による第2研削を実施する研削装置及び研削方法が知られている。
【0004】
また、特許文献4に開示のように、ウェーハの一方の面の研削及び他方の面の研削において、研削機構が一つの研削装置を用いる場合もある。
【先行技術文献】
【特許文献】
【0005】
特開2009-272557号公報
特開2006-269761号公報
特開2010-069549号公報
特開2015-199158号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
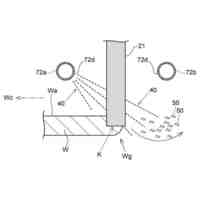
研削装置でウェーハを研削する際には、研削砥石をウェーハに押し付けながら研削砥石とウェーハとを相対的に回転させており、研削砥石からウェーハに荷重が作用する。研削機構が一つの研削装置においてウェーハを研削する際に、研削の目標値である所定の研削量に達するまで連続して研削を行ってウェーハに荷重を与え続けると、ウェーハを保持するチャックテーブルに負荷がかかって傾き変化が生じるおそれがある。すると、所定の研削量を研削したウェーハは、チャックテーブルの傾き変化の影響を受けて、研削砥石による研削量が部分的にばらついてしまい、均一な厚みに研削することが難しいという問題があった。
【0007】
なお、チャックテーブルの傾き変化が生じたときに、研削砥石を装着した研削機構にも傾きが生じることがある。研削機構の傾きも、ウェーハを均一な厚みに研削することを妨げる原因になる。
【0008】
第1研削機構と第2研削機構を備える研削装置でウェーハを研削する場合は、第1研削機構による第1研削で発生したチャックテーブルの傾き変化が、第1研削後にチャックテーブルを支持するターンテーブルを回転させている間に解消され、チャックテーブルの傾き変化が生じていない状態で第2研削機構による第2研削を行うため、ウェーハを均一な厚みに研削しやすい。
【0009】
このように、研削機構が一つの研削装置においては、研削機構が複数(二つ以上)の研削装置と比較して、厚み精度が悪くなりやすいという問題があった。一方、複数の研削機構を備える研削装置は、装置が大型化する、導入や運用に関するコストが高い、メンテナンスの負担が大きい、などの課題があり、研削機構が一つの研削装置の使用が選択されることも多い。
【0010】
したがって、研削機構が一つの研削装置において、研削したウェーハの厚み精度を向上させる、という解決すべき課題がある。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
3か月前
個人
バレル研磨用メディア材
1か月前
株式会社リブラ
ブラスト加工装置
1か月前
株式会社IHI
ブラストガン
2か月前
株式会社精工技研
研磨装置および研磨方法
29日前
キヤノン電子株式会社
加工工具、及び、加工装置
1か月前
トヨタ自動車株式会社
バリ取り装置
1か月前
株式会社ディスコ
加工方法、及び、切削装置
21日前
日本特殊研砥株式会社
超弾性砥石
23日前
NTN株式会社
加工装置
1か月前
リックス株式会社
ドライアイス噴射装置
2か月前
信越半導体株式会社
洗浄処理装置
2か月前
株式会社ディスコ
加工装置
2か月前
株式会社マキタ
サンダ
1か月前
株式会社プロテリアル
焼結磁石の製造方法
29日前
株式会社荏原製作所
研磨装置
2か月前
株式会社荏原製作所
研磨装置
2か月前
トヨタ紡織株式会社
プレス金型の研磨方法
7日前
株式会社荏原製作所
研磨装置
3か月前
株式会社荏原製作所
研磨装置
2か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
28日前
富士紡ホールディングス株式会社
研磨パッド
28日前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
研削装置
3か月前
株式会社ディスコ
研削装置
3か月前
株式会社ディスコ
研削装置
3か月前
株式会社ディスコ
加工方法
1か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工装置
2か月前
株式会社ディスコ
切削装置
5日前
三菱重工業株式会社
加工器具及び加工方法
1か月前
株式会社荏原製作所
透明液充填方法
3か月前
日本電気硝子株式会社
ガラス板の製造方法
3か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ