TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025068264
公報種別
公開特許公報(A)
公開日
2025-04-28
出願番号
2023178042
出願日
2023-10-16
発明の名称
調整方法、及び、研削装置
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
49/04 20060101AFI20250421BHJP(研削;研磨)
要約
【課題】測定子の磨耗に起因する校正作業の頻度を低減する。
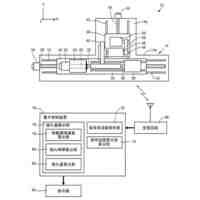
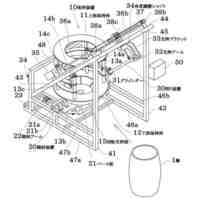
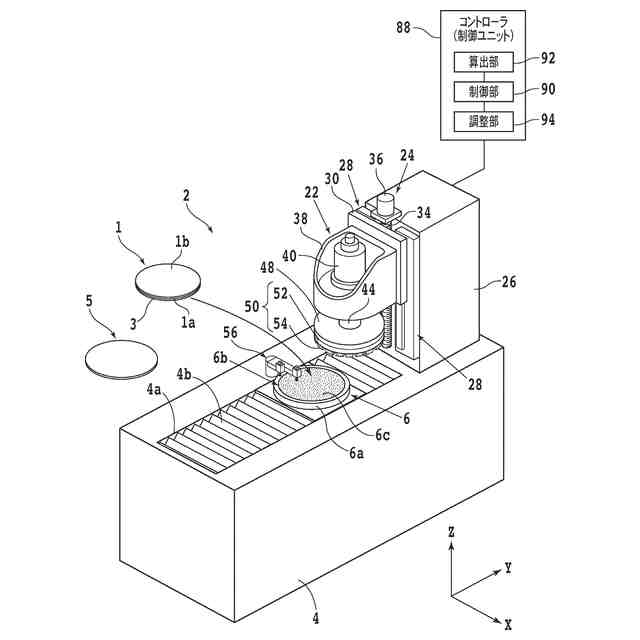
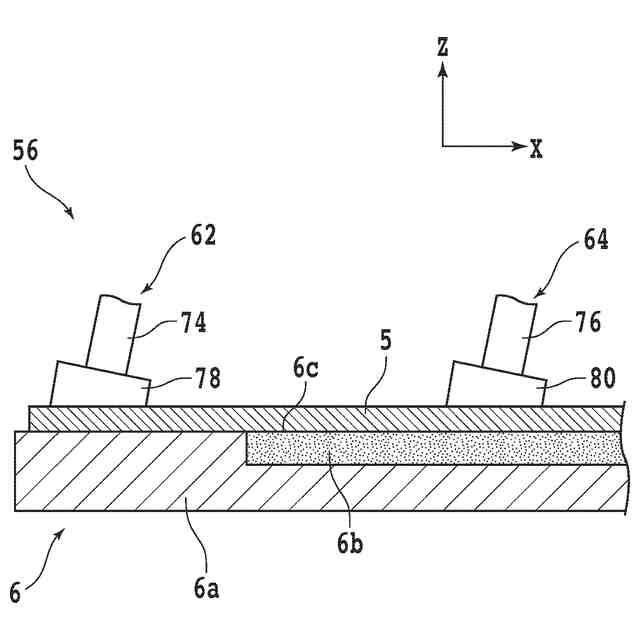
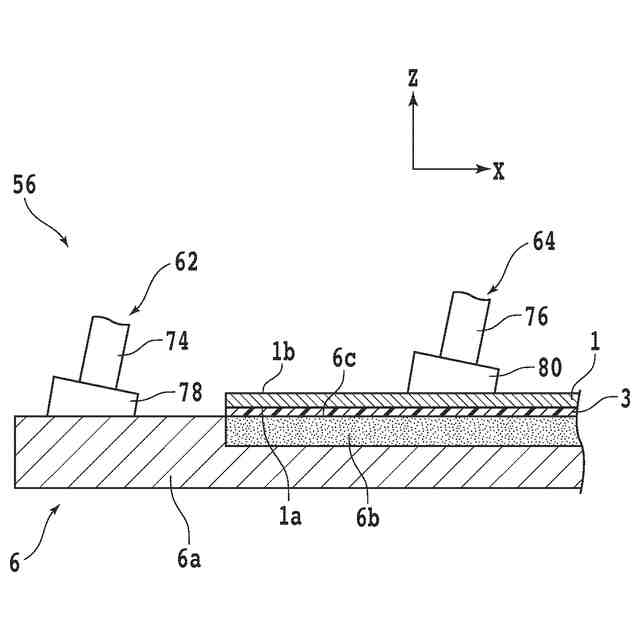
【解決手段】チャックテーブルと、該チャックテーブルで保持された被加工物を研削する研削ユニットと、該チャックテーブルの上面の高さを測定する第1のハイトゲージと、該チャックテーブルで保持された該被加工物の上面の高さを測定する第2のハイトゲージと、該第1のハイトゲージによって測定された該チャックテーブルの該上面と、該第2のハイトゲージにより測定された該被加工物の該上面の高さと、の差に基づいて該被加工物の厚みを算出する算出部と、を備える研削装置において、該第1のハイトゲージ及び該第2のハイトゲージを調整する調整方法であって、該チャックテーブルでドレッサーボードを保持する保持ステップと、該第1のハイトゲージの測定子と、該第2のハイトゲージの測定子と、を該ドレッサーボードに接触させて磨耗させる磨耗ステップと、を備える。
【選択図】図5
特許請求の範囲
【請求項1】
被加工物を保持するチャックテーブルと、
該チャックテーブルで保持された該被加工物を研削する研削ユニットと、
該研削ユニットと、該チャックテーブルと、を相対的に研削送りする研削送りユニットと、
該チャックテーブルの上面の高さを測定する第1のハイトゲージと、
該チャックテーブルで保持された該被加工物の上面の高さを測定する第2のハイトゲージと、
該第1のハイトゲージによって測定された該チャックテーブルの該上面と、該第2のハイトゲージにより測定された該被加工物の該上面の高さと、の差に基づいて該被加工物の厚みを算出する算出部と、
を備える研削装置において、該第1のハイトゲージ及び該第2のハイトゲージを調整する調整方法であって、
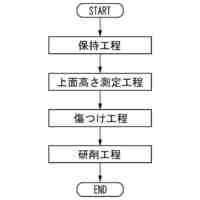
該チャックテーブルでドレッサーボードを保持する保持ステップと、
該第1のハイトゲージの測定子と、該第2のハイトゲージの測定子と、を該ドレッサーボードに接触させて磨耗させる磨耗ステップと、
を備えることを特徴とする調整方法。
続きを表示(約 660 文字)
【請求項2】
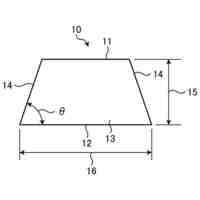
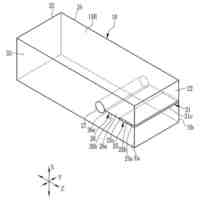
該ドレッサーボードの形状は、該被加工物よりも径の大きな円板状であることを特徴とする請求項1記載の調整方法。
【請求項3】
被加工物を保持するチャックテーブルと、
該チャックテーブルで保持された該被加工物を研削する研削ユニットと、
該研削ユニットと、該チャックテーブルと、を相対的に研削送りする研削送りユニットと、
該チャックテーブルの上面の高さを測定する第1のハイトゲージと、
該チャックテーブルで保持された該被加工物の上面の高さを測定する第2のハイトゲージと、
該第1のハイトゲージによって測定された該チャックテーブルの該上面と、該第2のハイトゲージにより測定された該被加工物の該上面の高さと、の差に基づいて該被加工物の厚みを算出する算出部と、
該第1のハイトゲージ及び該第2のハイトゲージを調整する調整部と、を備え、
該調整部は、該チャックテーブルにドレッサーボードが載置されたとき、該チャックテーブルに該ドレッサーボードを吸引保持させ、該チャックテーブルを該上面に交差する軸の周りに回転させつつ該第1のハイトゲージの測定子と、該第2のハイトゲージの測定子と、を該ドレッサーボードに接触させて磨耗させることにより該第1のハイトゲージ及び該第2のハイトゲージを調整することを特徴とする研削装置。
【請求項4】
該ドレッサーボードの形状は、該被加工物よりも径の大きな円板状であることを特徴とする請求項3記載の研削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工物を保持するチャックテーブルと、チャックテーブルで保持された被加工物を研削する研削ユニットと、を備える研削装置において、被加工物の上面の高さ等を測定するハイトゲージを調整する調整方法、及び、ハイトゲージを備える研削装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
デバイスチップの製造工程では、互いに交差する複数の分割予定ライン(ストリート)によって区画された複数の領域にそれぞれ、IC(Integrated Circuit)、LSI(Large Scale Integration)等のデバイスが形成された円板状のウェーハが加工される。このウェーハを裏面側から研削装置で研削して薄化し、切削装置やレーザ加工装置で分割予定ラインに沿ってウェーハを分割すると、個々のデバイスチップを製造できる。デバイスチップは、携帯電話、パーソナルコンピュータ等の様々な電子機器に搭載される。
【0003】
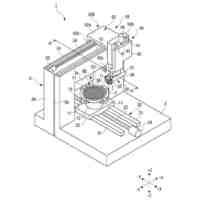
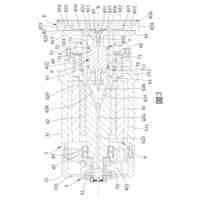
研削装置は、被加工物を保持するチャックテーブルと、チャックテーブルで保持された被加工物を研削する研削ユニットと、チャックテーブル及び研削ユニットを相対的に研削送りする研削送りユニットと、を備える。研削ユニットは、被加工物に接触して研削する研削砥石を備える。
【0004】
さらに、研削装置は、チャックテーブルの上面の高さを測定する第1のハイトゲージと、研削ユニットで研削される被加工物の上面の高さを測定する第2のハイトゲージと、を備える。そして、研削装置は、チャックテーブルで保持された被加工物の上面を研削砥石で研削しながら、2つのハイトゲージを作動させて両者の測定値の差から被加工物の厚みを算出する。すなわち、ハイトゲージで被加工物の厚みを監視しつつ被加工物を研削し、被加工物を所定の厚みに薄化する(特許文献1乃至3参照)。
【先行技術文献】
【特許文献】
【0005】
特開2008-73785号公報
特開2000-354962号公報
特開2022-40984号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
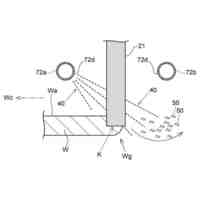
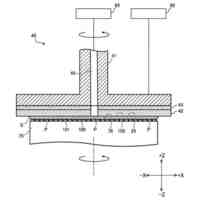
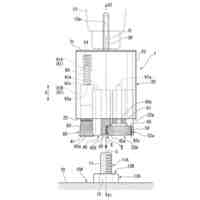
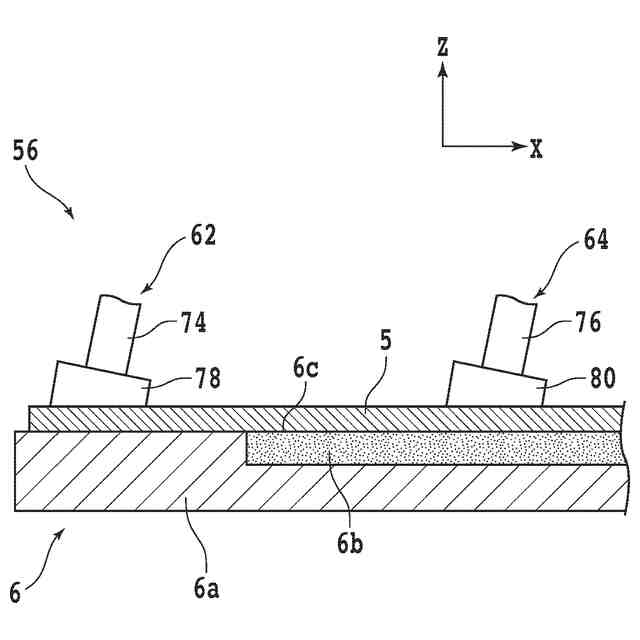
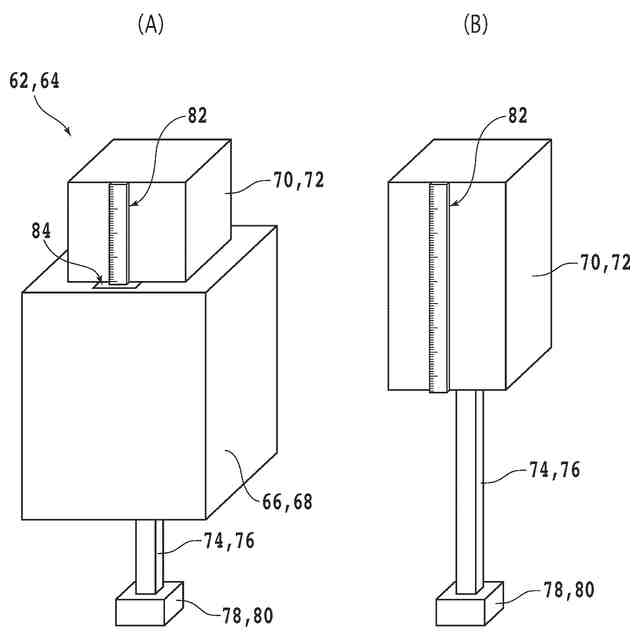
ハイトゲージは、被加工物やチャックテーブルの上面に接触する測定子を有する。測定子の底面は、被加工物等の測定対象物の上面に接触する接触面となる。被加工物の研削が実施されている間、被加工物を支持するチャックテーブルは回転しているため、被加工物等の上面に接触する測定子は摩擦により接触面側から磨耗する。そこで、ハイトゲージの測定子は定期的に交換される。
【0007】
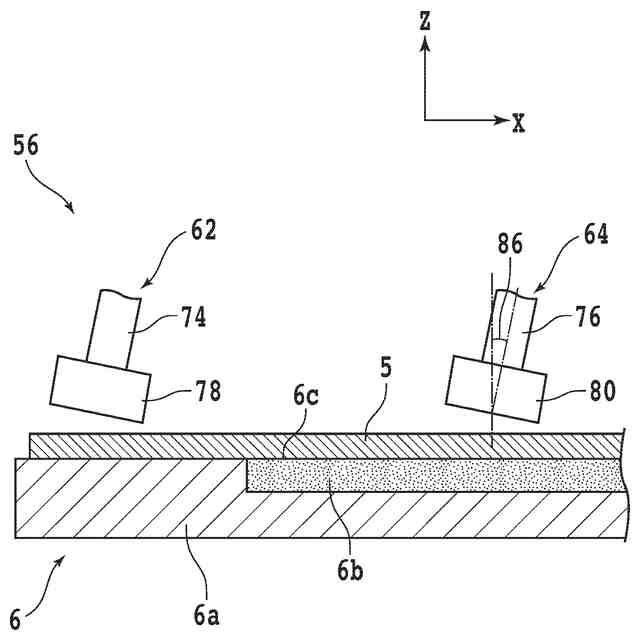
測定子が測定対象物の上面に接触する際、測定子の底面と、測定対象物の上面と、が正対することが想定される。すなわち、測定子の底面と、測定対象物の上面と、が平行になることが想定される。しかしながら、測定子がハイトゲージに取り付けられる際、測定子の向きには一定の誤差が生じる。また、チャックテーブルの向きにも一定の誤差が存在する。そのため、測定子の使用の初期段階においては、被加工物等の上面には測定子の底面の角部や鋭利な部分が当たるため、測定子の磨耗が大きく進行する。
【0008】
測定子の磨耗が大きく進行すると測定が正しく実施されなくなり、ハイトゲージの測定精度が低下する。そのため、従来の研削装置においては、特に測定子の交換直後ではハイトゲージの頻繁な校正作業が必要となっていた。ハイトゲージの校正作業を実施する間は研削装置で被加工物の研削を実施できないため、被加工物の加工効率が低下する要因にもなっていた。
【0009】
本発明はかかる問題に鑑みてなされたものであり、測定子の磨耗に起因する校正作業の頻度を低減できるハイトゲージの調整方法、及び、研削装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の一態様によれば、被加工物を保持するチャックテーブルと、該チャックテーブルで保持された該被加工物を研削する研削ユニットと、該研削ユニットと、該チャックテーブルと、を相対的に研削送りする研削送りユニットと、該チャックテーブルの上面の高さを測定する第1のハイトゲージと、該チャックテーブルで保持された該被加工物の上面の高さを測定する第2のハイトゲージと、該第1のハイトゲージによって測定された該チャックテーブルの該上面と、該第2のハイトゲージにより測定された該被加工物の該上面の高さと、の差に基づいて該被加工物の厚みを算出する算出部と、を備える研削装置において、該第1のハイトゲージ及び該第2のハイトゲージを調整する調整方法であって、該チャックテーブルでドレッサーボードを保持する保持ステップと、該第1のハイトゲージの測定子と、該第2のハイトゲージの測定子と、を該ドレッサーボードに接触させて磨耗させる磨耗ステップと、を備えることを特徴とする調整方法が提供される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
バレル研磨用メディア材
1か月前
株式会社リブラ
ブラスト加工装置
29日前
株式会社IHI
ブラストガン
2か月前
トヨタ自動車株式会社
バリ取り装置
1か月前
株式会社精工技研
研磨装置および研磨方法
28日前
キヤノン電子株式会社
加工工具、及び、加工装置
1か月前
株式会社ディスコ
加工方法、及び、切削装置
20日前
株式会社ディスコ
加工装置
2か月前
NTN株式会社
加工装置
1か月前
日本特殊研砥株式会社
超弾性砥石
22日前
株式会社プロテリアル
焼結磁石の製造方法
28日前
株式会社マキタ
サンダ
1か月前
トヨタ紡織株式会社
プレス金型の研磨方法
6日前
富士紡ホールディングス株式会社
研磨パッド
29日前
富士紡ホールディングス株式会社
研磨パッド
27日前
富士紡ホールディングス株式会社
研磨パッド
27日前
株式会社ディスコ
加工方法
1か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
切削装置
4日前
株式会社ディスコ
切削装置
19日前
三菱重工業株式会社
加工器具及び加工方法
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
ウエーハの処理方法
1か月前
ノリタケ株式会社
円筒工作物の回転振れ量検出装置
1か月前
株式会社ディスコ
研削ホイール
1か月前
株式会社ディスコ
機能水供給装置
1か月前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
研削装置
1か月前
若鶴酒造株式会社
樽の仕上げ装置
1か月前
株式会社ディスコ
研削装置
2か月前
漢鼎智慧科技股分有限公司
超音波援用研削装置
4日前
株式会社ディスコ
研削装置
20日前
グランツテクノワークス株式会社
研磨パッド及びその製造方法
1か月前
株式会社ディスコ
ワークの研削方法
1か月前
東京電設サービス株式会社
ケレン工具
13日前
株式会社ディスコ
ウエーハの加工方法
4日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ