TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025069645
公報種別
公開特許公報(A)
公開日
2025-05-01
出願番号
2023179481
出願日
2023-10-18
発明の名称
複合砥石及びそれを用いた光学レンズの製造方法並びに芯取加工装置
出願人
中村留精密工業株式会社
代理人
個人
,
個人
主分類
B24D
5/14 20060101AFI20250423BHJP(研削;研磨)
要約
【課題】1つの砥石で荒研削、中研削、仕上げ研削等の研削加工が行なえるとともに、仕上げ研削による研削面が均一で滑らかであり、その後の黒塗り(黒色層の形成)工程での白点不良の発生を抑えることができる複合砥石及びそれを用いた光学レンズの製造方法並びに芯取加工装置の提供を目的とする。
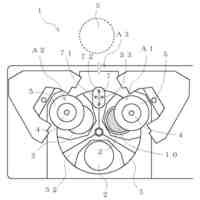
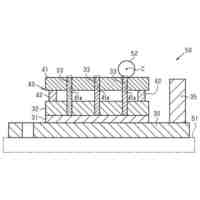
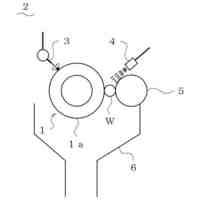
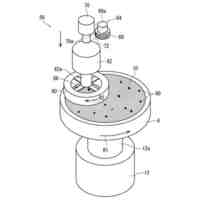
【解決手段】光学レンズの研削用の複合砥石であって、前記光学レンズは外周側の外形部と平面部とを有し、前記複合砥石は複数の研削部を有し、前記複数の研削部は少なくとも前記光学レンズの平面部を、荒又は中研削する第1平面研削部と仕上げ研削する第2平面研削部とを有することを特徴とする。
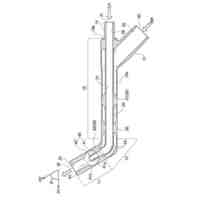
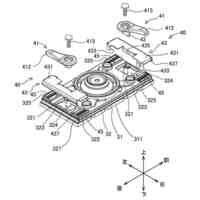
【選択図】 図3
特許請求の範囲
【請求項1】
光学レンズの研削用の複合砥石であって、
前記光学レンズは外周側の外形部と平面部とを有し、
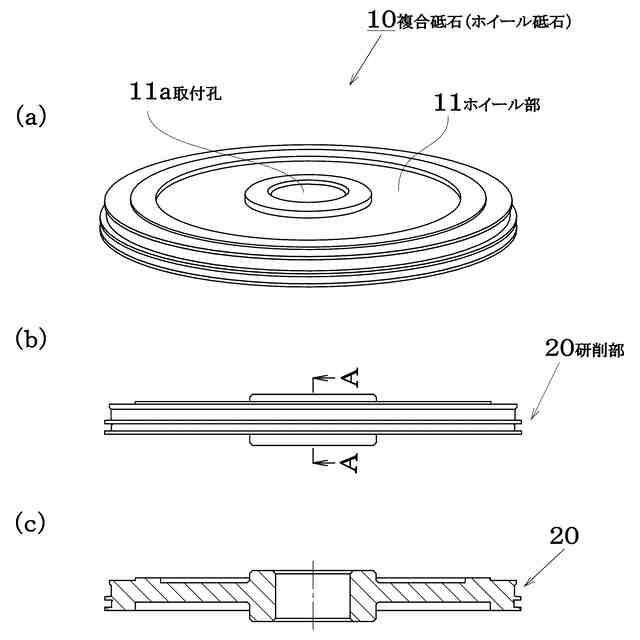
前記複合砥石は複数の研削部を有し、
前記複数の研削部は少なくとも前記光学レンズの平面部を、荒又は中研削する第1平面研削部と仕上げ研削する第2平面研削部とを有することを特徴とする複合砥石。
続きを表示(約 470 文字)
【請求項2】
前記複合砥石は、さらに前記光学レンズの外形部を、荒又は中研削する第1外形研削部又は/及び仕上げ研削する第2外形研削部を有することを特徴とする請求項1記載の複合砥石。
【請求項3】
前記第1平面研削部又は/及び第2平面研削部は、トラバース研削部とその内周側に逃げ凹部とを有していることを特徴とする請求項1記載の複合砥石。
【請求項4】
請求項1~3のいずれかに記載の複合砥石を用いた光学レンズの製造方法であって、
前記光学レンズの平面部を第1平面研削部にて荒又は中研削後に第2平面研削部にて仕上げ研削し、その後に前記平面部に黒色層を形成する際に白点が生じるのを抑えたことを特徴とする光学レンズの製造方法。
【請求項5】
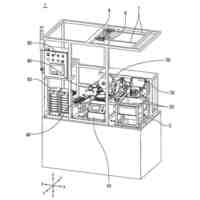
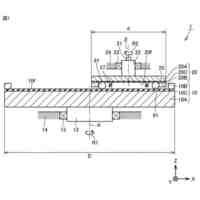
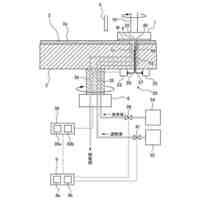
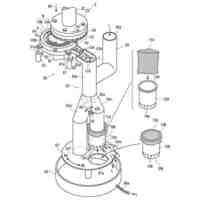
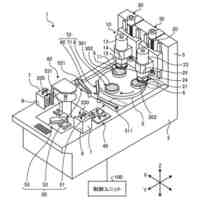
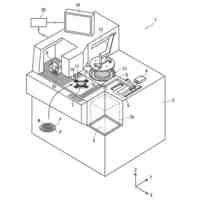
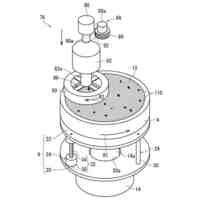
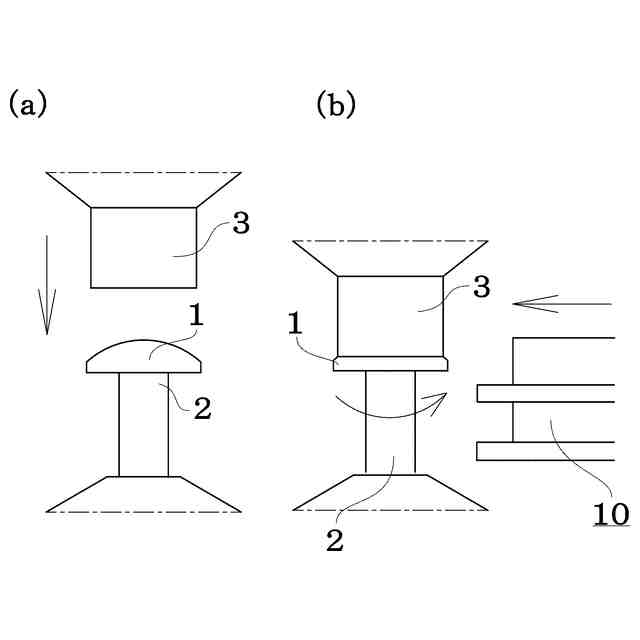
請求項1~3のいずれかに記載の複合砥石からなる回転制御されたホイール砥石と、前記ホイール砥石の切り込み方向X軸と、前記切り込み方向と直交するY軸との位置制御手段と、光学レンズをチャックする保持手段とを備えたことを特徴とする光学レンズの芯取加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、光学レンズを研削加工するのに用いられる複合砥石に関する。
また、これを用いた光学レンズの製造方法及び芯取加工装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
車両のフロント側あるいはリア側に運転者を支援するシステムとして、車載カメラユニットが取り付けられている。
これらの車載カメラユニットは車両の周囲の視界補助のみならず、前方障害物や先行車の情報、また後方車情報や駐車支援等に、広く活用されている。
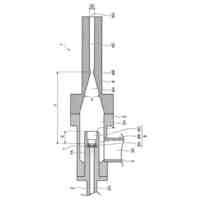
この種の車載カメラに用いられる光学レンズは、外部側に露出する第1レンズとその内側に位置する複数のサブレンズで構成されているものが多い。
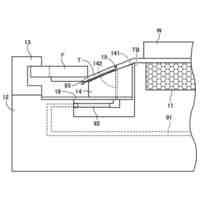
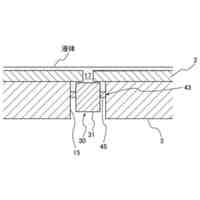
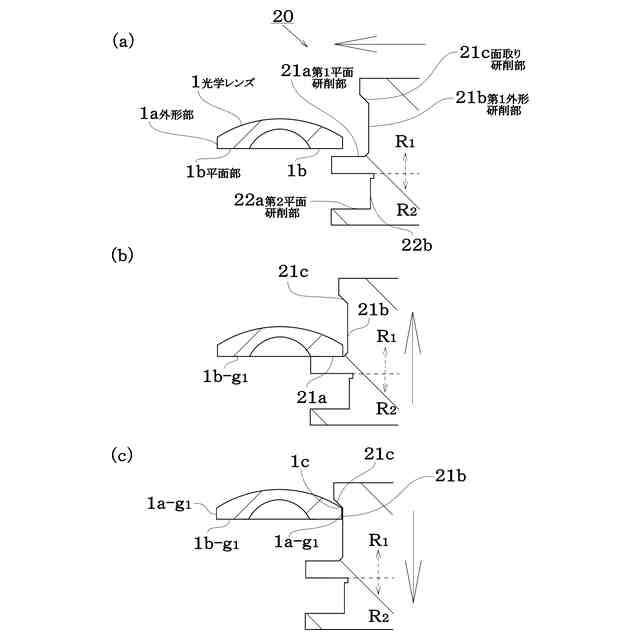
この第1レンズは表側が凸面形状になっていて、裏面側には平面部と、その内周側に凹面形状部を有している。
このような光学レンズをホルダーに収容した場合に、この平面部に黒塗り等により、反射防止層が形成されている。
したがって、平面部の研削面にピット状の欠陥部があると、レンズの表面から見た黒色面に白点が生じる問題があった。
この種の光学レンズの研削工程は、従来、荒研削、中研削及び仕上げ研削等の研削工程毎に異なる砥石を用いていたが、それでは砥石の取替えが必要であったり、複数台の研削装置が必要となる。
【0003】
特許文献1には、粒度#270の第1砥粒層と粒度#400の第2砥粒層を設けたタンデム型の砥石を開示するが、これはモールドレンズ等の取り代量の多いレンズの加工速度を速くするのが目的であって、光学レンズの平面部の加工品質の向上を目的としたものではない。
【先行技術文献】
【特許文献】
【0004】
特開2007-90467号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、1つの砥石で荒研削、中研削、仕上げ研削等の研削加工が行なえるとともに、仕上げ研削による研削面が均一で滑らかであり、その後の黒塗り(黒色層の形成)工程での白点不良の発生を抑えることができる複合砥石及びそれを用いた光学レンズの製造方法並びに芯取加工装置の提供を目的とする。
【課題を解決するための手段】
【0006】
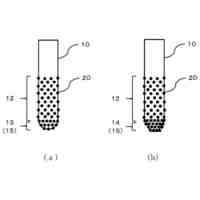
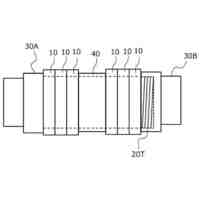
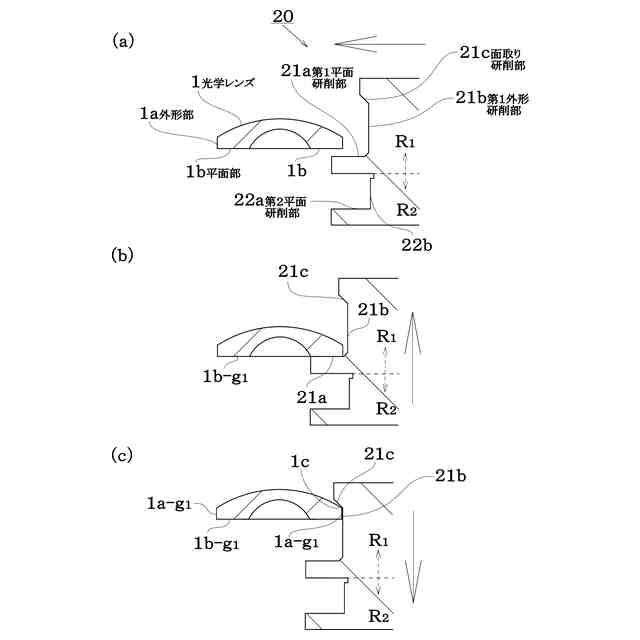
本発明に係る複合砥石は、光学レンズの研削用の複合砥石であって、前記光学レンズは外周側の外形部と平面部とを有し、前記複合砥石は複数の研削部を有し、前記複数の研削部は少なくとも前記光学レンズの平面部を、荒又は中研削する第1平面研削部と仕上げ研削する第2平面研削部とを有することを特徴とする。
ここで荒研削、あるいは中研削は、砥粒の粒度が#80~#500の砥石を用いるのが好ましく、仕上げ研削は前記荒研削や中研削よりも細かいものがよく、例えば#500~#1200のものが例として挙げられる。
【0007】
ここで本発明に係る複合砥石は、裏面側に平面部を有する光学レンズの研削加工を対象としている点に特徴がある。
【0008】
本発明において、前記複合砥石は、さらに前記光学レンズの外形部を、荒又は中研削する第1外形研削部又は/及び仕上げ研削する第2外形研削部を有するのが好ましい。
【0009】
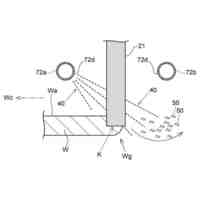
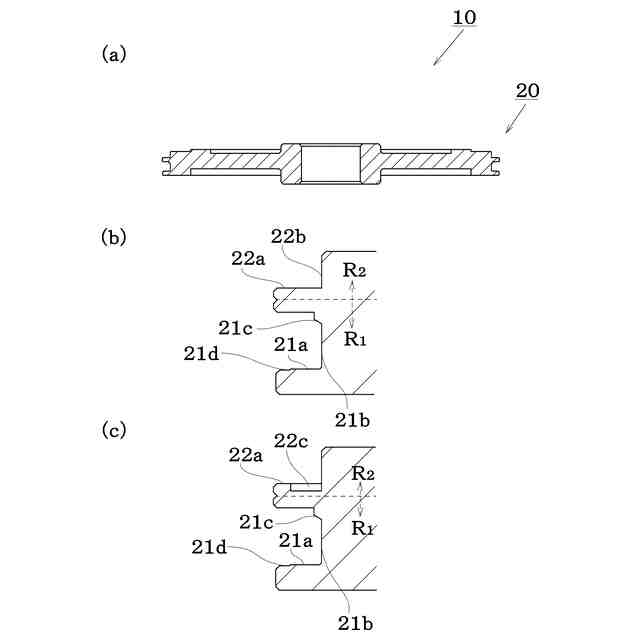
本発明において、前記第1平面研削部又は/及び第2平面研削部は、トラバース研削部とその内周側に逃げ凹部とを有していてもよい。
ここでトラバース研削部とは、回転する砥石の水平方向の研削面を光学レンズの平面部に沿ってトラバース(横移動)させながら研削することをいい、砥石の研削面を光学レンズの被削面に押し当てる押当研削と対峙する。
したがって、この複合砥石においてドラバース研削部が光学レンズと相対的に前進する方向である内周側に逃げ凹部を形成すると、この逃げ凹部に研削粉が掃き出されやすくなり、研削水の研削面への供給が容易になる。
【0010】
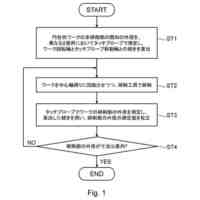
本発明に係る光学レンズの製造方法は、請求項1~3のいずれかに記載の複合砥石を用いた光学レンズの製造方法であって、前記光学レンズの平面部を第1平面研削部にて荒又は中研削後に第2平面研削部にて仕上げ研削し、その後に前記平面部に黒色層を形成する際に白点が生じるのを抑えたことを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
3か月前
株式会社タカトリ
研削装置
4か月前
個人
バレル研磨用メディア材
1か月前
トヨタ自動車株式会社
外径測定方法
3か月前
株式会社リブラ
ブラスト加工装置
1か月前
トヨタ自動車株式会社
バリ取り装置
1か月前
株式会社精工技研
研磨装置および研磨方法
1か月前
キヤノン電子株式会社
加工工具、及び、加工装置
1か月前
株式会社IHI
ブラストガン
2か月前
株式会社ディスコ
加工方法、及び、切削装置
24日前
日本特殊研砥株式会社
超弾性砥石
26日前
信越半導体株式会社
洗浄処理装置
3か月前
NTN株式会社
加工装置
1か月前
リックス株式会社
ドライアイス噴射装置
3か月前
株式会社ディスコ
加工装置
2か月前
トヨタ紡織株式会社
プレス金型の研磨方法
10日前
株式会社プロテリアル
焼結磁石の製造方法
1か月前
株式会社荏原製作所
研磨装置
2日前
株式会社マキタ
サンダ
1か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社荏原製作所
研磨装置
3か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社トクピ製作所
研削方法
4か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
株式会社ディスコ
加工具
4か月前
株式会社ディスコ
研磨装置
4か月前
学校法人 中央大学
表面処理方法
4か月前
株式会社ディスコ
加工方法
1か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
研削装置
3か月前
株式会社ディスコ
研削装置
3か月前
株式会社ディスコ
加工装置
2か月前
株式会社ディスコ
研削装置
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ