TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025074024
公報種別
公開特許公報(A)
公開日
2025-05-13
出願番号
2024184428
出願日
2024-10-18
発明の名称
配管接続部品、及び配管接続部品の製造方法
出願人
リューベ株式会社
代理人
個人
主分類
F16L
15/00 20060101AFI20250502BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】寸法精度を確保しつつ製造原価を抑制し、環境への負荷を低減することが可能な配管接続部品、及び配管接続部品の製造方法を提供する。
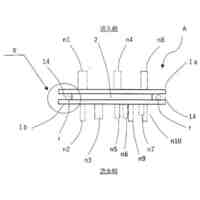
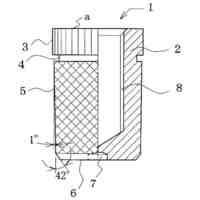
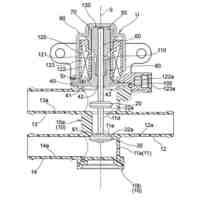
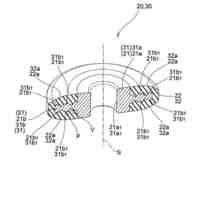
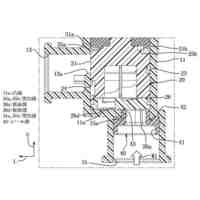
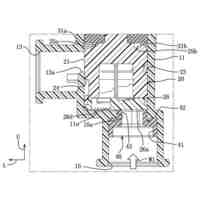
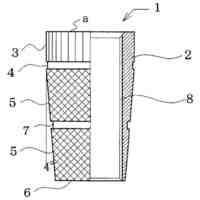
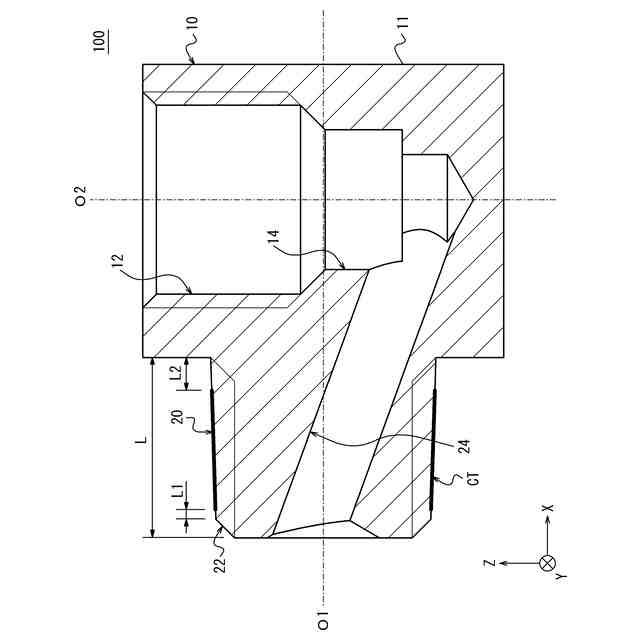
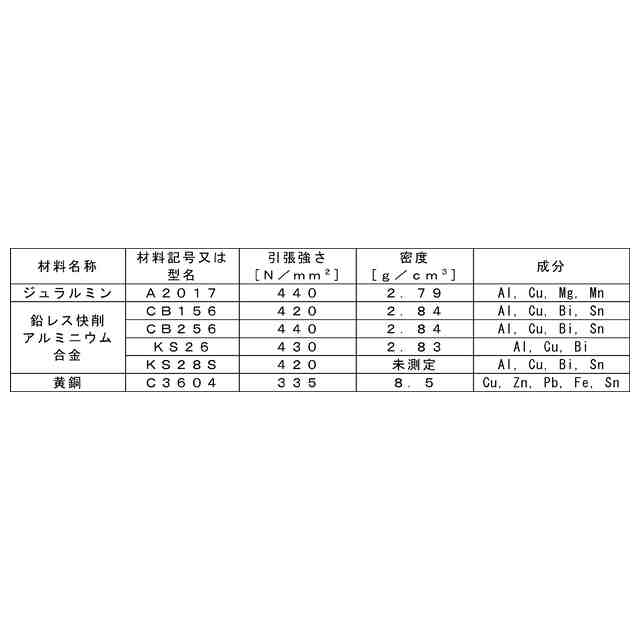
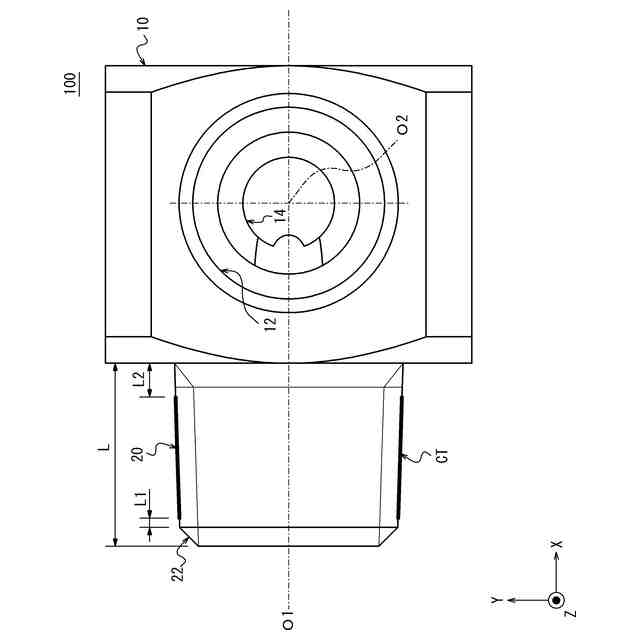
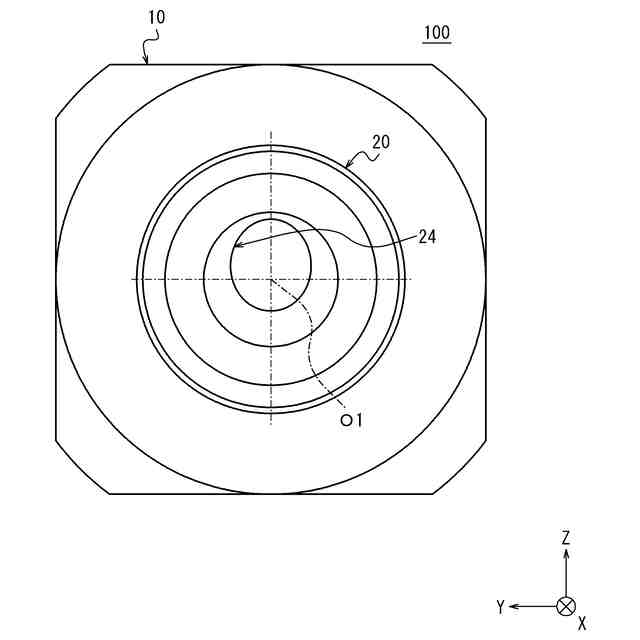
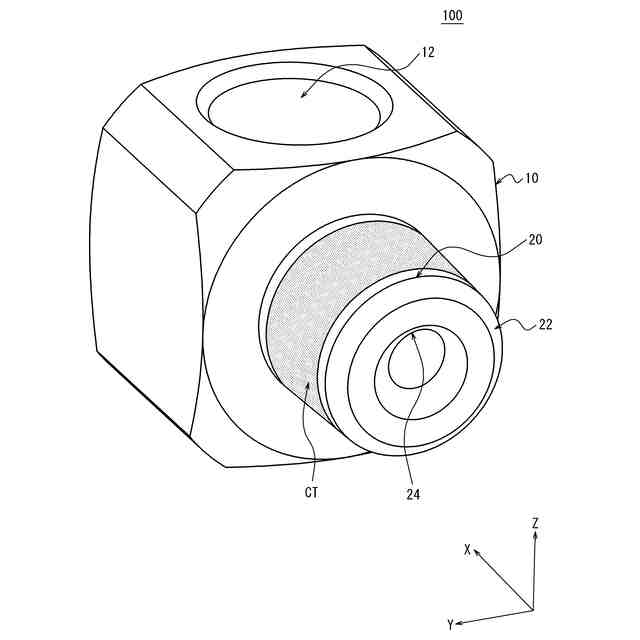
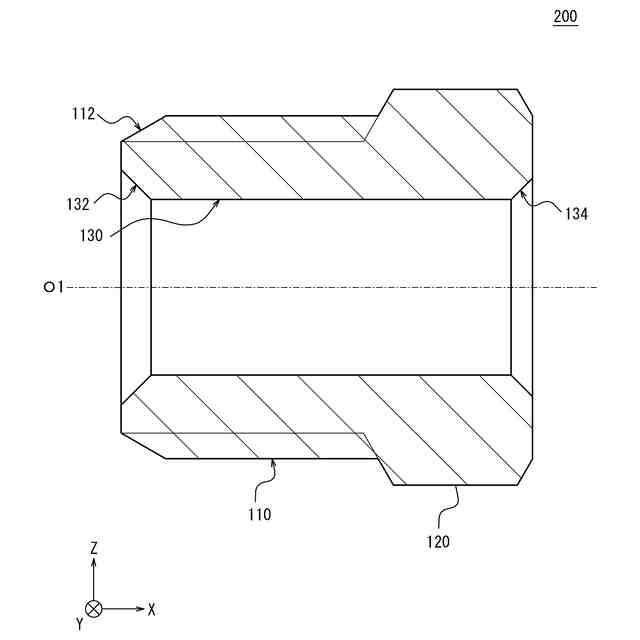
【解決手段】本開示に係る配管接続部品100は、潤滑剤、若しくは潤滑剤以外の液剤を供給するための配管を接続する配管接続部品100であって、本体部10の外面に他の配管接続部品を固定するための雄ねじ部20が設けられている、及び/又は本体部10の内面に他の配管接続部品を固定するための雌ねじ部12が設けられており、ジュラルミン又は、鉛レス快削アルミニウム合金で形成されることを特徴とする。
【選択図】図1
特許請求の範囲
【請求項1】
潤滑剤、若しくは潤滑剤以外の液剤を供給するための配管を接続する配管接続部品であって、
本体部の外面に他の配管接続部品を固定するための雄ねじ部が設けられている、及び/又は本体部の内面に他の配管接続部品を固定するための雌ねじ部が設けられており、
ジュラルミン又は、鉛レス快削アルミニウム合金で形成されている、配管接続部品。
続きを表示(約 700 文字)
【請求項2】
前記本体部の外面に他の配管接続部品を固定するための雄ねじ部が設けられており、
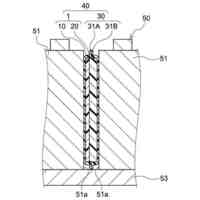
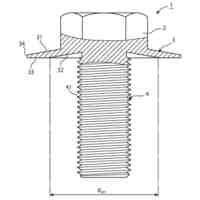
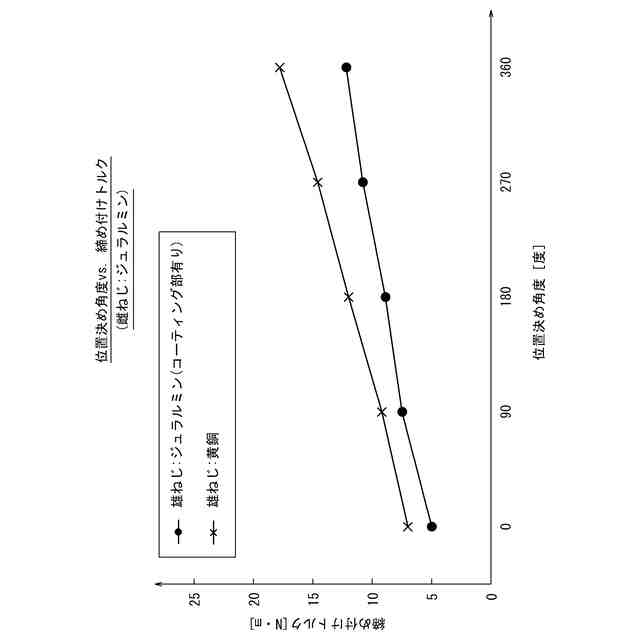
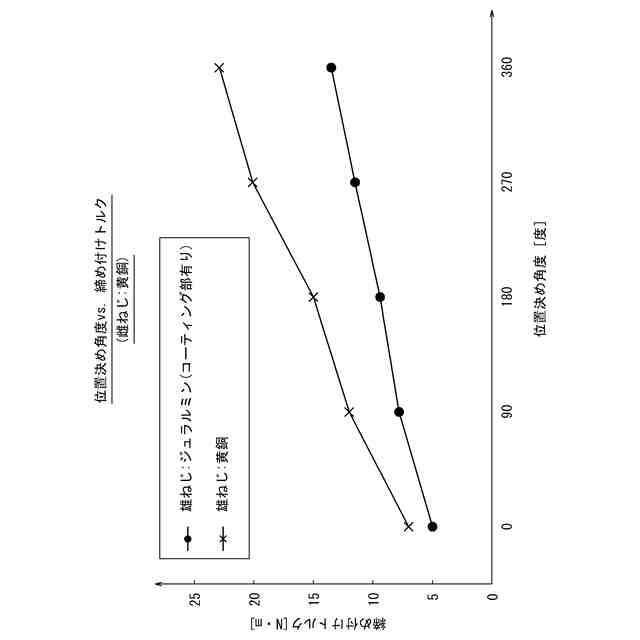
前記雄ねじ部は、フッ素樹脂を含むシール剤で覆われたコーティング部を有する、請求項1に記載の配管接続部品。
【請求項3】
前記雄ねじ部は先端部の角部が面取りされており、前記コーティング部の先端側端部は、面取りされた前記角部から基端側に向かってねじ1周分以内の軸方向位置にある、請求項2に記載の配管接続部品。
【請求項4】
筒状の前記本体部の内面に軸線方向両側から他の配管接続部品の雄ねじ部をねじ係合可能な前記雌ねじ部を備え、
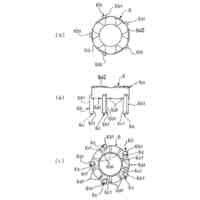
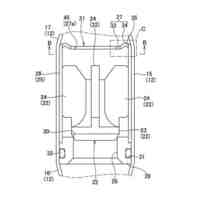
前記本体部における軸線方向両端部を除く外周面には、軸線方向視において、周方向4箇所にDカットが設けられている、請求項1に記載の配管接続部品。
【請求項5】
前記本体部の表面に、無電解ニッケルメッキによる被膜が形成されている、請求項1又は2に記載の配管接続部品。
【請求項6】
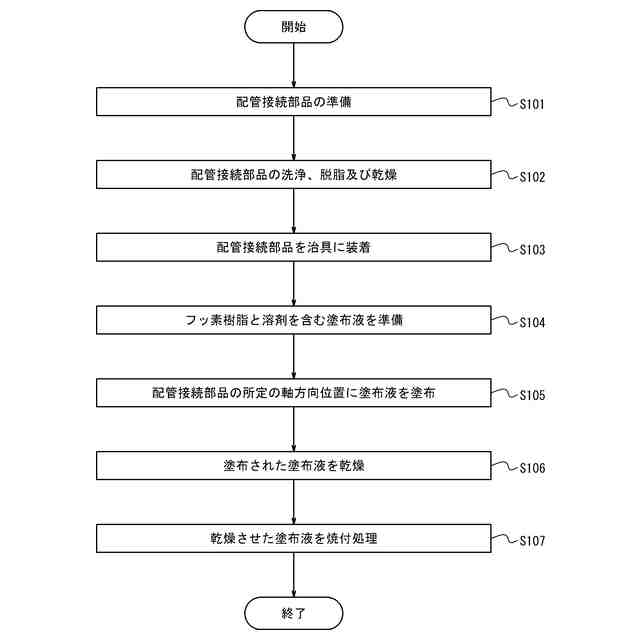
請求項2又は3に記載の配管接続部品を製造するための配管接続部品の製造方法であって、
フッ素樹脂と溶剤とを含む塗布液を準備することと、
前記雄ねじ部の所定の軸方向位置に前記塗布液を塗布することと、
塗布された前記塗布液を乾燥させることと、
乾燥させた前記塗布液を焼付処理することと
を含む、配管接続部品の製造方法。
【請求項7】
前記焼付処理は、炉内温度が130℃以上160℃以下の炉における30分間の熱処理を含む、請求項6に記載の配管接続部品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、配管を接続する配管接続部品、及び配管接続部品の製造方法に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来の配管部品に用いられる材料としては、例えば、特許文献1に記載されているような黄銅(真鍮)が切削性、材料価格等の点から評価され、多く用いられてきた。特に、産業機械等に潤滑剤を供給する潤滑システムで使用される配管を接続する配管接続部品の分野では、接続する配管の直径が4mm、6mm又は8mmといった小径のものが多く、配管が設置される装置も狭い場所に配置される場合が多いため、配管接続部品についても小型化が求められてきた。そして、部品の小型化に伴い高い寸法精度が必要となるため、潤滑システムの分野では、切削性に優れ寸法精度を高め易い黄銅がほぼ独占的に使用されてきた。
【先行技術文献】
【特許文献】
【0003】
特表2019-508584号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、従来用いられてきた黄銅は、切削性を向上させる等の理由により鉛を含むものが多く、環境等への負荷を考慮すると継続して用いることは難しい。また、近年の材料価格の高騰に伴い、従来材料価格が比較的安いとされてきた黄銅を用いた場合であっても材料価格が製造原価を押し上げる要因となっており、これらの点において改善の余地があった。
【0005】
本開示の目的は、寸法精度を確保しつつ製造原価を抑制し、環境への負荷を低減することが可能な配管接続部品、及び配管接続部品の製造方法を提供することにある。
【課題を解決するための手段】
【0006】
上述の課題を解決するために、本開示の配管接続部品は、
[1]
潤滑剤、若しくは潤滑剤以外の液剤を供給するための配管を接続する配管接続部品であって、
本体部の外面に他の配管接続部品を固定するための雄ねじ部が設けられている、及び/又は本体部の内面に他の配管接続部品を固定するための雌ねじ部が設けられており、
ジュラルミン又は、鉛レス快削アルミニウム合金で形成されていることを特徴とする。
【0007】
また、本開示の配管接続部品は、
[2]
上記[1]に記載の構成において、前記本体部の外面に他の配管接続部品を固定するための雄ねじ部が設けられており、前記雄ねじ部は、フッ素樹脂を含むシール剤で覆われたコーティング部を有することが好ましい。
【0008】
また、本開示の配管接続部品は、
[3]
上記[2]に記載の構成において、前記雄ねじ部は先端部の角部が面取りされており、前記コーティング部の先端側端部は、面取りされた前記角部から基端側に向かってねじ1周分以内の軸方向位置にあることが好ましい。
【0009】
また、本開示の配管接続部品は、
[4]
上記[1]に記載の構成において、筒状の前記本体部の内面に軸線方向両側から他の配管接続部品の雄ねじ部をねじ係合可能な前記雌ねじ部を備え、前記本体部における軸線方向両端部を除く外周面には、軸線方向視において、周方向4箇所にDカットが設けられていることが好ましい。
【0010】
また、本開示の配管接続部品は、
[5]
上記[1]から[4]のいずれかに記載の構成において、前記本体部の表面に、無電解ニッケルメッキによる被膜が形成されていることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
流路体
3か月前
個人
ホース保持具
1か月前
個人
クラッチ装置
4か月前
個人
トーションバー
1か月前
株式会社不二工機
電磁弁
1日前
個人
ボルトナットセット
1か月前
個人
固着具と成形品部材
3か月前
個人
回転式配管用支持具
2か月前
株式会社アイシン
駆動装置
3か月前
株式会社オンダ製作所
継手
3か月前
株式会社ミクニ
弁装置
3か月前
カヤバ株式会社
緩衝器
4か月前
カヤバ株式会社
緩衝器
2か月前
個人
ベルトテンショナ
2か月前
株式会社三協丸筒
枠体
1か月前
株式会社ミクニ
弁装置
3か月前
カヤバ株式会社
緩衝器
4か月前
株式会社不二工機
電動弁
3か月前
個人
角型菅の連結構造及び工法
2か月前
日東精工株式会社
樹脂被覆ねじ
2か月前
株式会社ノーリツ
分配弁
8日前
株式会社ノーリツ
分配弁
8日前
日東電工株式会社
断熱材
1か月前
株式会社ノーリツ
分配弁
8日前
株式会社不二工機
電動弁
1か月前
株式会社ナジコ
自在継手
3か月前
矢崎化工株式会社
連結具
4か月前
個人
固着具と固着具の固定方法
1か月前
カヤバ株式会社
緩衝装置
3か月前
株式会社不二工機
逆止弁
3か月前
協和工業株式会社
空気弁
3か月前
個人
固着具と固着具の固定方法
3か月前
株式会社能重製作所
固定具
3か月前
日東精工株式会社
弾性鍔付きねじ
1日前
日東精工株式会社
座金組込みねじ
2か月前
日東精工株式会社
座金組込みねじ
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ