TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025077850
公報種別
公開特許公報(A)
公開日
2025-05-19
出願番号
2023190352
出願日
2023-11-07
発明の名称
Cu-Zn-Si-Pb-P系合金連続鋳造線棒材
出願人
三菱マテリアル株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C22C
9/04 20060101AFI20250512BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】強度、伸び、被削性に優れ、かつ、欠陥の少ない高品質なCu-Zn-Si-Pb-P系合金連続線棒材を提供する。
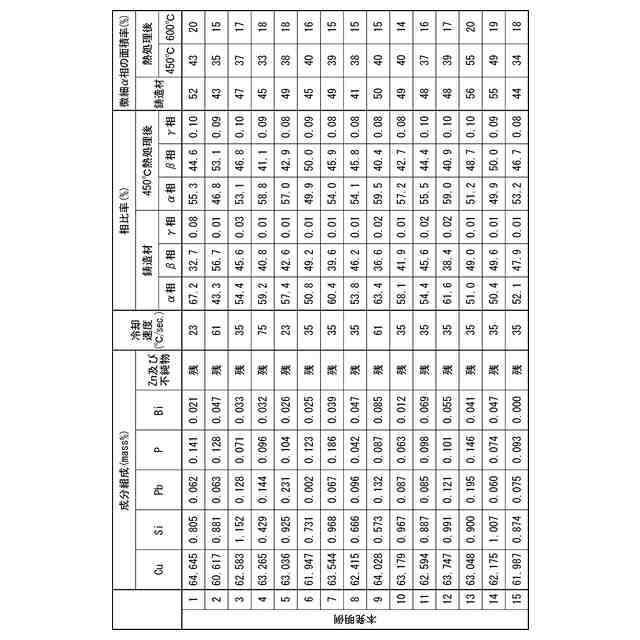
【解決手段】60.0mass%超え65.0mass%未満のCu、0.40mass%以上1.20mass%以下の範囲内のSi、0.002mass%以上0.250mass%以下の範囲内のPb、0.040mass%以上0.190mass%以下の範囲内のPを含み、任意元素として0.001mass%以上0.100mass%以下のBiを含み、残部がZn及び不純物からなり、不純物であるFe,Mn,CoおよびCrの合計含有量が0.450mass%以下、SnおよびAlの合計含有量が0.30mass%以下であり、鋳造方向に直交する断面において、α相とβ相の面積割合がα:β=40~70:60~30、γ相の面積率が0.1%以下、粒径10μm以下の微細α相の面積率が30%以上60%以下である。
【選択図】なし
特許請求の範囲
【請求項1】
60.0mass%超え65.0mass%未満のCuと、0.40mass%以上1.20mass%以下の範囲内のSiと、0.002mass%以上0.250mass%以下の範囲内のPbと、0.040mass%以上0.190mass%以下の範囲内のPを含み、任意元素として0.001mass%以上0.100mass%以下のBiを含み、残部がZn及び不純物からなり、前記不純物のうち、Fe,Mn,CoおよびCrの合計含有量が0.450mass%以下であり、かつ、SnおよびAlの合計含有量が0.30mass%以下であり、
鋳造方向に直交する断面において、α相とβ相の面積割合がα:β=40~70:60~30であり、γ相の面積率が0.1%以下であり、粒径10μm以下の微細α相の面積率が30%以上60%以下であることを特徴とするCu-Zn-Si-Pb-P系合金連続鋳造線棒材。
続きを表示(約 2,100 文字)
【請求項2】
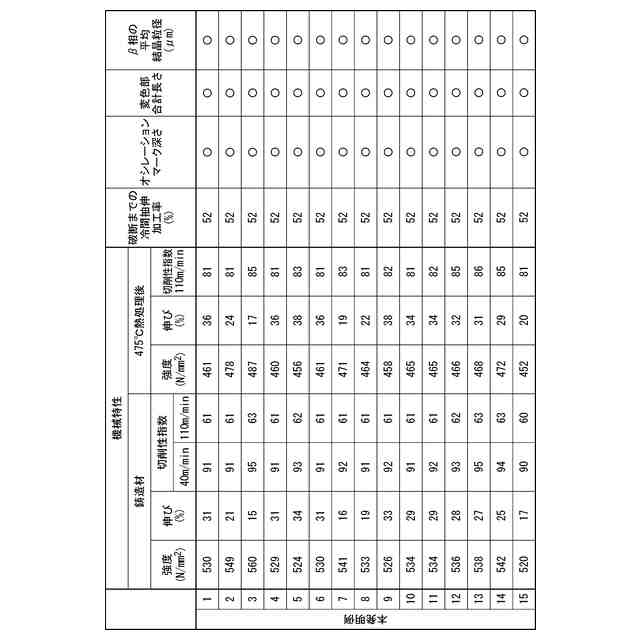
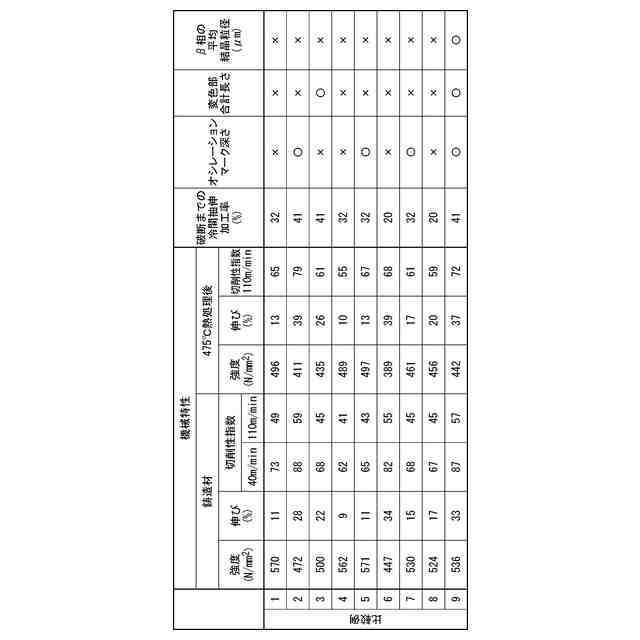
引張強度が450MPa以上600MPa以下の範囲内、伸びが12%以上35%以下の範囲内であることを特徴とする請求項1に記載のCu-Zn-Si-Pb-P系合金連続鋳造線棒材。
【請求項3】
ISO分類記号K10の超硬工具を取り付けた旋盤を用い、すくい角:0°、ノーズ半径:0.4mm、逃げ角:6°、切削速度:40m/分、切り込み深さ:1.0mm、送り速度:0.11mm/rev.の条件下(乾式下)で、切削加工した直径14mmの試験材円周上を切削した際に、工具に取り付けられた動力計による計測値から以下の(1)式で算出される切削抵抗が、Zn-59mass%Cu-3mass%Pb-0.2mass%Fe-0.3mass%Sn合金からなる市販快削黄銅棒C3604の切削抵抗を100とした相対値である被削性指数が90以上となることを特徴とする請求項1または請求項2に記載のCu-Zn-Si-Pb-P系合金連続鋳造線棒材。
(1)式:切削抵抗=((主分力)
2
+(送り分力)
2
+(背分力)
2
)
1/2
【請求項4】
ISO分類記号K10の超硬工具を取り付けた旋盤を用い、すくい角:0°、ノーズ半径:0.4mm、逃げ角:6°、切削速度:110m/分、切り込み深さ:1.0mm、送り速度:0.21mm/rev.の条件下(乾式下)で、切削加工した直径14mmの試験材円周上を切削した際に、工具に取り付けられた動力計による計測値から以下の(1)式で算出される切削抵抗が、Zn-59mass%Cu-3mass%Pb-0.2mass%Fe-0.3mass%Sn合金からなる市販快削黄銅棒C3604の切削抵抗を100とした相対値である被削性指数が60以上となることを特徴とする請求項1または請求項2に記載のCu-Zn-Si-Pb-P系合金連続鋳造線棒材。
(1)式:切削抵抗=((主分力)
2
+(送り分力)
2
+(背分力)
2
)
1/2
【請求項5】
450℃で120分保持後に空冷する熱処理を実施後において、金属組織の構成相において、γ相の面積率が0.1%以下であり、粒径10μm以下の微細α相の面積率が30%以上60%以下であることを特徴とする請求項1または請求項2に記載のCu-Zn-Si-Pb-P系合金連続鋳造線棒材。
【請求項6】
475℃で120分保持後に空冷する熱処理を実施後において、引張強度が400MPa以上550MPa以下、伸びが14%以上38%以下であることを特徴とする請求項1または請求項2に記載のCu-Zn-Si-Pb-P系合金連続鋳造線棒材。
【請求項7】
475℃で120分保持後に空冷する熱処理を実施後において、
ISO分類記号K10の超硬工具を取り付けた旋盤を用い、すくい角:0°、ノーズ半径:0.4mm、逃げ角:6°、切削速度:40m/分、切り込み深さ:1.0mm、送り速度:0.11mm/rev.の条件下(乾式下)で、切削加工した直径14mmの試験材円周上を切削した際に、工具に取り付けられた動力計による計測値から以下の(1)式で算出される切削抵抗が、Zn-59mass%Cu-3mass%Pb-0.2mass%Fe-0.3mass%Sn合金からなる市販快削黄銅棒C3604の切削抵抗を100とした相対値である被削性指数が80以上となることを特徴とする請求項1または請求項2に記載のCu-Zn-Si-Pb-P系合金連続鋳造線棒材。
(1)式:切削抵抗=((主分力)
2
+(送り分力)
2
+(背分力)
2
)
1/2
【請求項8】
475℃で120分保持後に空冷する熱処理を実施後において、
断線する迄の最大可能冷間抽伸加工率が50%以上であることを特徴とする請求項1または請求項2に記載のCu-Zn-Si-Pb-P系合金連続鋳造線棒材。
【請求項9】
600℃で120分保持後に空冷する熱処理を実施後において、粒径10μm以下の微細α相の面積率が10%以上20%以下であることを特徴とする請求項1または請求項2に記載のCu-Zn-Si-Pb-P系合金連続鋳造線棒材。
【請求項10】
鋳造方向に直交する断面において、β相の平均結晶粒径が500μm以下で、デンドライトおよび柱状晶が分断された結晶組織を有し、
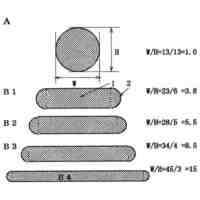
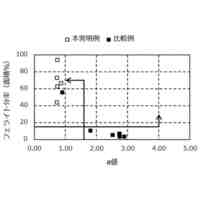
α相の最大長さの箇所を長軸、長軸に直交する最大長さの箇所を短軸として、長軸長さL1と短軸長さL2との比L1/L2が1以上4以下の範囲内であり、略円形状、楕円形状または多角形状をなすことを特徴とする請求項1または請求項2に記載のCu-Zn-Si-Pb-P系合金連続鋳造線棒材。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
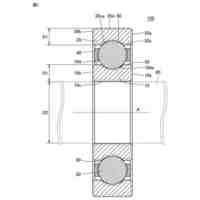
本発明は、自動車部品、電気・電子機器部品、機械部品、文具、玩具、摺動部品、計器部品、精密機械部品、医療用部品、飲料用器具・部品、排水用器具・部品、工業用配管部品、及び飲料水、工業用水、排水、水素などの液体や気体に係る部品に用いられるCu-Zn-Si-Pb-P系合金連続鋳造線棒材に関連している。具体的な部品名称として、バルブ、継手、コック、給水栓、歯車、軸、軸受け、シャフト、スリーブ、スピンドル、センサー、ボルト、ナット、フレアナット、ペン先、インサートナット、袋ナット、ニップル、スペーサー、ねじなどが挙げられ、本発明は、これら切削が施される部品に用いられるCu-Zn-Si-Pb-P系合金連続鋳造線棒材に関連している。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
従来から、飲料水、衛生設備に係る器具・部品、自動車部品、電気・家電部品、機械部品、文具、計器部品、医療用部品、および飲料水、工業用水、排水、水素などの液体や気体に関わる器具・部品、具体的な部品名称として、水栓金具、給水栓、混合栓、止水栓、バルブ、コック、継手、弁、水道メータなどの器具、部品には、優れた被削性を備えた、Cu-Zn-Pb合金(いわゆる快削黄銅棒、鍛造用黄銅、鋳物用黄銅)、あるいはCu-Sn-Zn-Pb合金(いわゆる青銅鋳物(leaded red brass))が一般的に使用されていた。
ここで、Cu-Zn-Pb合金の組成は、例えば、56~70mass%のCuと、1~4mass%のPbを含有し、残部がZnである。また、Cu-Sn-Zn-Pb合金の組成は、例えば、80~88mass%のCuと、1~8mass%のSn、1~8mass%のPbを含有し、残部がZnである。
【0003】
しかしながら、近年では、Pbの人体や環境に与える影響が懸念されるようになり、各国でPbに関する規制の動きが活発化している。例えば、米国カリフォルニア州では、2010年1月より、飲料水器具等に含まれるPb含有量を0.25mass%以下とする規制が発効されている。米国以外の国においても、その規制の動きは急速であり、Pb含有量の規制に対応した銅合金材料の開発が求められている。
【0004】
また、その他の産業分野、自動車、電気・電子機器、機械などの産業分野においても、例えば、欧州のELV指令、RoHS指令では、快削性銅合金のPb含有量が例外的に4mass%まで認められているが、飲料水の分野と同様、例外の撤廃を含め、Pb含有量の規制強化が活発に議論されている。
そこで、Pb含有量を0.25mass%以下に限定しても優れた快削性を確保するために、Pbの代わりに優れた被削性性能を有するように結晶組織を制御したCu-Zn-Si合金(例えば、特許文献1参照)、Cu-Zn-Si-Pb-P系合金(例えば、特許文献2参照)等が提案されている。
【0005】
ところで、銅合金を素材として上述の各種部品を製造する場合においては、各種断面を有する棒材や線材が加工用素材として用いられることがある。
棒材や線材を製造する場合、通常、大型の鋳塊を熱間で押出加工又は圧延加工することにより棒材とし、この棒材に対して、抽伸加工等の塑性加工を行うことによって製造されている。しかし、押出加工又は圧延加工を行って棒材を製造する場合には、大型の鋳塊を製造する鋳造工程と、鋳塊を加熱する加熱工程と、加熱した鋳塊を押し出す押出工程又は圧延工程と、多くの工程を行う必要があり、多大な製造コスト及び製造時間を要するものであった。
【0006】
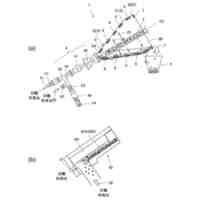
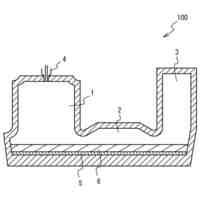
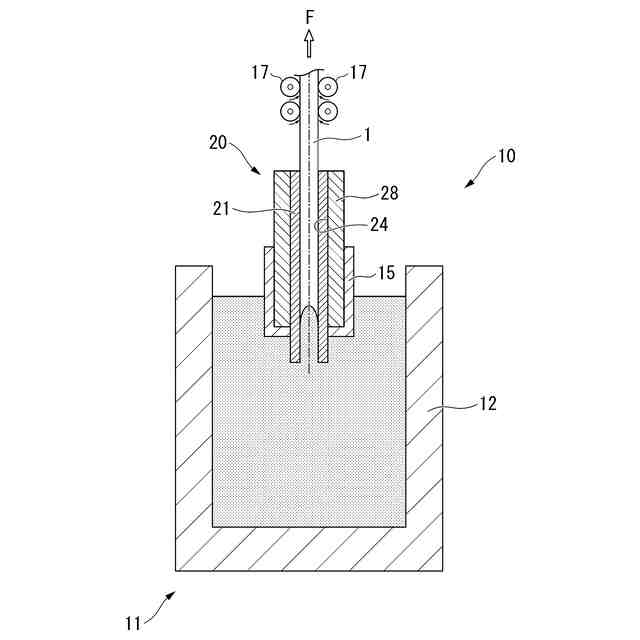
そこで、金属の棒材又は線材を低コストで効率良く製造する方法として、例えば特許文献3-6に開示されているように、金属の溶湯が貯留された鋳造炉に鋳型を設置し、棒状の鋳塊を連続的に鋳造する連続鋳造法が提供されている。なお、上述の鋳型においては、通常、グラファイトのように自己潤滑性を有するモールドが用いられている。
【先行技術文献】
【特許文献】
【0007】
特開2000-119775号公報
国際公開第2013/065830号
特開平05-169197号公報
特開平08-168852号公報
特開平05-031561号公報
特開2014-091147号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、Cu-Zn-Si-Pb-P系合金を特許文献3-6に記載されたように連続鋳造する場合には、以下のような問題があった。
(1)鋳造時に引け巣発生などの鋳造面での問題。
(2)粗大デンドライトが存在すること、および、熱処理によりγ相が必要以上に形成されることによる冷間加工性の低下。
(2)最終線径時での鋳造組織や粗大粒の残存による機械特性(伸び、強度)の低下。
(3)Snなどの偏析。
(4)粒界に偏析したPb、Biによる粒界割れ。
(5)凝固温度範囲が広いため、鋳造中のシェル破れ等の鋳造欠陥が発生し易い。
(6)Zn、Si等を含有していることから、熱伝導率低下して鋳造中の冷却が不足し易く、鋳造欠陥が発生し易い。
(7)Znの鋳付きによるモールド抜熱性低下や引抜時の拘束力上昇による鋳肌割れの増加。
【0009】
以上のような各種問題が生じるおそれがあるため、欠陥の少ない高品質なCu-Zn-Si-Pb-P系合金からなる線棒材を安定して連続鋳造することは困難であった。
また、Cu-Zn-Si-Pb-P系合金においては、従来にも増して、機械特性(強度、伸び)、被削性の向上が求められている。
【0010】
本発明は、以上のような事情を背景としてなされたものであって、強度、伸び、被削性に優れ、かつ、欠陥の少ない高品質なCu-Zn-Si-Pb-P系合金連続線棒材を提供することを目的としている。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
焼結体
3か月前
個人
高強度せん断補強筋用の鋼材
1か月前
宏幸株式会社
金属回収方法
1か月前
株式会社神戸製鋼所
鋼材
15日前
ハイモ株式会社
水中金属の回収除去方法
3か月前
大同特殊鋼株式会社
鋼材及び金型
5か月前
国立大学法人東北大学
高耐食銅合金
3か月前
株式会社クボタ
比重分離装置
1か月前
株式会社クボタ
比重分離装置
1か月前
JX金属株式会社
銅製錬の操業方法
4か月前
株式会社クボタ
比重分離装置
1か月前
JX金属株式会社
銅製錬の操業方法
4か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼線
3か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
ボルト
6か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
ボルト
6か月前
国立大学法人東北大学
腐食環境用銅合金
3か月前
三洋化成工業株式会社
重金属回収用イオン液体
6か月前
住友金属鉱山株式会社
銅の製錬方法
5か月前
JFEスチール株式会社
浸炭鋼部品
1か月前
日本精線株式会社
銅合金
2か月前
住友金属鉱山株式会社
オートクレーブ
5か月前
JFEスチール株式会社
肌焼鋼
5か月前
JFEスチール株式会社
肌焼鋼
5か月前
JFEスチール株式会社
肌焼鋼
5か月前
日本製鉄株式会社
めっき鋼線
4か月前
日本製鉄株式会社
継目無鋼管
6か月前
日本製鉄株式会社
継目無鋼管
6か月前
MAアルミニウム株式会社
アルミニウム合金箔
6か月前
NTN株式会社
転動部材
2か月前
個人
複合材料および複合材料の製造方法
5か月前
NTN株式会社
転動部材
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ