TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025082461
公報種別
公開特許公報(A)
公開日
2025-05-29
出願番号
2023195796
出願日
2023-11-17
発明の名称
樹脂シート及び樹脂製品
出願人
マクセル株式会社
代理人
個人
,
個人
主分類
B32B
27/36 20060101AFI20250522BHJP(積層体)
要約
【課題】樹脂シートの厚みの均一化を図り、かつ、発泡樹脂を含む樹脂シートの伸張性を向上させることができる樹脂シートを提供する。
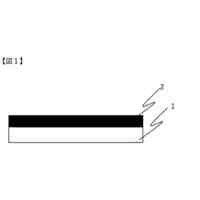
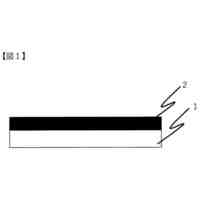
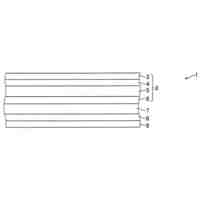
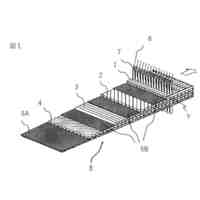
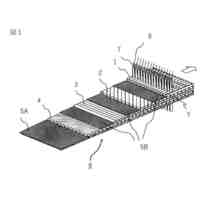
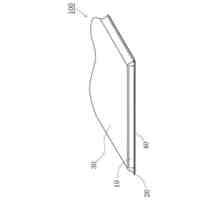
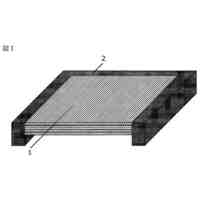
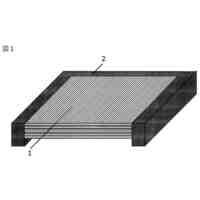
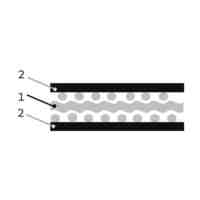
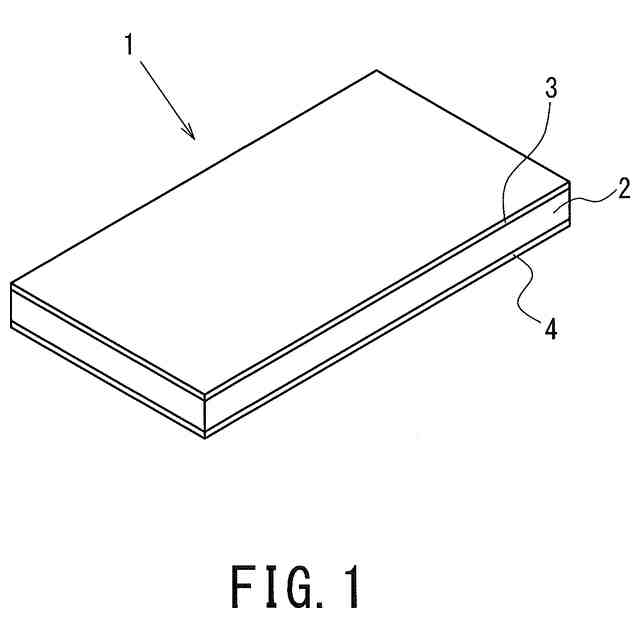
【解決手段】樹脂シート1は、コア層2と、コア層2の一方の主面に積層されるスキン層3と、コア層2の他方の主面に積層されるスキン層4とを備える。コア層2は、発泡成形されている。コア層2は、50~95質量%で含有されるポリカーボネートと、5~50質量%で含有される非晶性ポリエステルから構成されている。スキン層3及び4は、発泡成形されておらず非発泡樹脂である。スキン層3及び4は、ポリカーボネートからなる。
【選択図】図1
特許請求の範囲
【請求項1】
発泡樹脂からなるコア層と、
非発泡樹脂からなり、前記コア層の一方の主面に積層された第1スキン層と、
前記コア層の他方の主面に積層された第2スキン層とを備え、
前記コア層は、ポリカーボネート及び非晶性ポリエステルからなり、
前記ポリカーボネートの含有率は、50~95質量%であり、
前記非晶性ポリエステルの含有率は、5~50質量%であり、
前記第1及び第2スキン層は各々、ポリカーボネートからなる、樹脂シート。
続きを表示(約 740 文字)
【請求項2】
請求項1に記載の樹脂シートであって、
前記コア層のポリカーボネートの含有率は、90~95質量%であり、
前記非晶性ポリエステルの含有率は、5~10質量%である、樹脂シート。
【請求項3】
請求項1に記載の樹脂シートであって、
前記非晶性ポリエステルは、芳香族ジカルボン酸及び脂環族ジオールを含む、樹脂シート。
【請求項4】
請求項1に記載の樹脂シートであって、
前記樹脂シートは、0.4~0.9g/cm
3
の密度を有する、樹脂シート。
【請求項5】
請求項1に記載の樹脂シートであって、
前記コア層は、1.6~3.3倍の発泡倍率を有する、樹脂シート。
【請求項6】
請求項1に記載の樹脂シートであって、
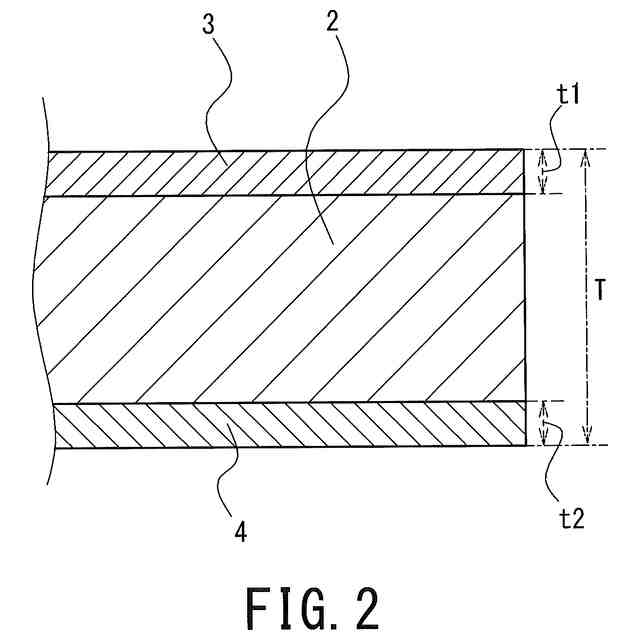
前記樹脂シートは、1~5mmの厚みを有し、かつ、下記式(1)を満たす、樹脂シート
0.10≦(t1+t2)/T≦0.5 ・・・(1)
式(1)中、t1は前記第1スキン層の厚みを示し、t2は前記第2スキン層の厚みを示し、Tは前記樹脂シートの厚みを示す。
【請求項7】
請求項1に記載の樹脂シートであって、
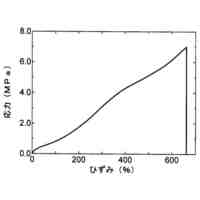
前記樹脂シートは、JIS K 7161-2に準拠して、10%以上の引張破壊ひずみを有する、樹脂シート。
【請求項8】
請求項1に記載の樹脂シートであって、
前記樹脂シートは、1.5GPa・cm
3
/g以上の比曲げ弾性率を有する、樹脂シート。
【請求項9】
請求項1~8のいずれか1項に記載の樹脂シートを用いた樹脂製品
発明の詳細な説明
【技術分野】
【0001】
本開示は、樹脂シート及び樹脂シートを用いた樹脂製品に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
近年、発泡樹脂は、樹脂成形体を軽量化することによって利便性を高めることができ、かつ、二酸化炭素排出量を削減することができるとして注目されている。発泡樹脂の成形方法には、物理発泡成形法と化学発泡成形法とがある。化学発泡成形法は、発泡剤として化学発泡剤を用いる。化学発泡剤は、環境負荷が高く、地球環境保護の観点から好まれない。一方で、物理発泡成形法は、発泡剤として窒素や二酸化炭素等といった物理発泡剤を用いる。物理発泡剤は、環境負荷が小さいため、地球環境保護の観点から好ましい。物理発泡成形法には、耐熱性が高いエンジニアリングプラスチック及びスーパーエンジニアリングプラスチックを発泡させる方法として、エンジニアリングプラスチック及びスーパーエンジニアリングプラスチックの溶融樹脂と高圧の超臨界流体とを剪断混錬して溶解させる方法がある。
【0003】
一方で、高圧の超臨界流体ではなく、比較的圧力の低い窒素や二酸化炭素等の物理発泡剤を用いた発泡成形体の製造方法が提供されている。この方法によれば、特別な高圧装置を用いることなく低圧の物理発泡剤によって比較的簡便なプロセスで樹脂成型体に微細な発泡セルを形成することができる。また、発泡成形法には、射出成形法及び押出成形法によって発泡成形体を成形する方法がある。
【0004】
射出成形法は、複雑な形状の発泡成形体を得ることができる。しかしながら、金型内を溶融樹脂の表層が冷却固化しながら流動する。その際、発泡成形体の表層には非発泡のスキン層が比較的薄く形成される。一方、押出成形法は、射出成形法よりも金型の大きさや負荷の制限が少なく、単一形状かつ単一厚みの発泡成形体を連続して作製するのに適している。また、押出成形法により得られるシート状の発泡成形体は、真空成形等を施すことにより、ある程度複雑な形状のもの又は比較的大きなサイズのもの等に賦形することができる。ただし、押出成形法は、溶融樹脂がダイス出口から吐出されて冷却固化される際、発泡成形体の表層にスキン層が形成されにくい。このように比較的薄いスキン層を有する発泡成形体及びスキン層を有しない発泡成形体は、十分な厚みのスキン層を有する発泡成形体に比べて表面における外観意匠性が劣る。また、押出成形法によって得られる発泡成形体は、溶融樹脂がダイス出口から吐出される際の圧力解放によって気泡が破壊され、発泡成形体の表面に凹凸が生じ得して外観意匠性が低下するという問題があった。
【0005】
また、真空成形可能な非結晶性樹脂からなるポリカーボネート樹脂の発泡成形体では、ポリカーボネート樹脂のガラス転移温度を超える温度で加熱した際における発泡成形体の表面平滑性を確保することが肝要となる。ここで、非発泡樹脂の場合、結晶性樹脂は、ガラス転移温度よりも高い温度であっても融点よりも低い温度で加熱すれば大きな変形や寸法変化が起こりにくい。しかしながら、非発泡樹脂の場合、非結晶性樹脂は、ガラス転移温度(ポリカーボネート樹脂のガラス転移温度は、約145℃である。)よりも高い温度で加熱すると熱変形しやすくなる。これを鑑みるに、非結晶性樹脂(ポリカーボネート樹脂)からなる発泡成形体は、ガラス転移温度以上の温度で加熱した際には、その表面に生じる変形、例えば、発泡成形体の内部に形成された気泡によって発泡樹脂の表面に生じる膨れ、又は、発泡成形体の寸法変化を抑制することはより困難となる。
【0006】
特許第7100216号公報(特許文献1)は、ポリカーボネートを含む共押出シートを開示している。共押出シートは、発泡樹脂からなるコア層と、コア層の一方及び他方の主面に積層される、非発泡樹脂からなるスキン層とを備えている。共押出シートは、共押出シートの密度とスキン層の厚み比率とを所定の範囲となるように設定することにより、軽量化と機械強度の向上を図っている。さらに、共押出シートは、加熱後の寸法変化率を小さくしている。
【0007】
特許6595241号公報(特許文献2)は、ポリエステルとポリカーボネート樹脂を含む熱可塑性樹脂組成物を開示している。熱可塑性樹脂組成物は、所定の添加剤を含むことにより、高品位な外観と高い耐衝撃性とを有し、さらに耐熱性にも優れた成形体を得るものである。
【0008】
特許第6495088号公報(特許文献3)は、非晶性ポリエステル及び芳香族ポリカーボネートを含む熱可塑性樹脂組成物を開示している。熱可塑性樹脂組成物は、所定の含有量となるように所定の添加剤を添加することにより、高い耐傷付き性及び耐衝撃性、耐熱性と高品位な外観とを併せ持つ成形体を得られるようにしている。
【先行技術文献】
【特許文献】
【0009】
特許第7100216号公報
特許第6595241号公報
特許第6495088号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、共押出シートを成形する際には、発泡樹脂であるスキン層の粘度と非発泡樹脂であるスキン層の粘度には差がでることが考えられる。また、発泡成形時において、溶融樹脂がダイスから吐出口までを流通する間に気泡が肥大成長し続けるため、気泡のサイズを制御するためには可能な限り溶融樹脂の温度を下げる必要がある。このような観点から、共押出シート、特にコア層を構成する樹脂を均一な厚みで成形することは容易ではない。共押出シートの厚みを均一化することにより、共押出シートの幅方向に密度のバラつきを抑制し、真空成形等の熱賦形時に共押出シートの表面に生じる膨れや熱賦形品の機械強度の低下をより抑制することができる。しかしながら、特許文献1では、共押出シートの厚みを均一化することまでは検討されていない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
マクセル株式会社
空中浮遊映像表示装置、携帯端末、および表示方法
5日前
マクセル株式会社
映像表示装置
5日前
マクセル株式会社
コンテンツ保護処理方法
5日前
マクセル株式会社
映像表示装置およびコンテンツを表示するための方法
5日前
東レ株式会社
積層体
15日前
東レ株式会社
積層体
5か月前
ユニチカ株式会社
積層体
4か月前
個人
箔転写シート
22日前
東レ株式会社
積層構造体
4か月前
東レ株式会社
強化繊維基材
14日前
東レ株式会社
積層フィルム
4か月前
東レ株式会社
積層フィルム
2か月前
東レ株式会社
強化繊維基材
14日前
エスケー化研株式会社
積層体
4か月前
東ソー株式会社
多層フィルム
3か月前
積水樹脂株式会社
磁性シート
2か月前
東ソー株式会社
多層フィルム
19日前
東ソー株式会社
蓋材用フィルム
6か月前
大倉工業株式会社
多層フィルム
4か月前
三菱製紙株式会社
不織布積層体
2か月前
アイカ工業株式会社
光学積層体
1か月前
artience株式会社
積層体
1か月前
個人
加熱調理に利用可能な鉄製品
6か月前
東レ株式会社
電子機器筐体用部材
4か月前
東レ株式会社
電子機器筐体用部材
4か月前
菊地シート工業株式会社
遮熱シート
4か月前
クラレプラスチックス株式会社
積層体
4か月前
東レ株式会社
積層体およびその製造方法
2か月前
株式会社シマノ
装飾物品及び釣竿
1か月前
マクセル株式会社
複合部品
1か月前
小松マテーレ株式会社
板材
7か月前
個人
葉材を用いた意匠性構造部材
5か月前
東レ株式会社
フィルム及びその製造方法
2か月前
株式会社 RIYONX
人工皮革製制振材
6か月前
アキレス株式会社
積層シート
5か月前
グンゼ株式会社
樹脂フィルム
7か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ