TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025126800
公報種別
公開特許公報(A)
公開日
2025-08-29
出願番号
2024023215
出願日
2024-02-19
発明の名称
加工フィルムの製造方法
出願人
日本ゼオン株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B32B
37/14 20060101AFI20250822BHJP(積層体)
要約
【課題】カール量の小さい加工フィルムを製造する方法を提供すること。
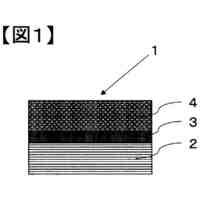
【解決手段】熱可塑性樹脂フィルムと、前記熱可塑性樹脂フィルムの主面に接して設けられたハードコート層と、を含む加工フィルムの製造方法であって;前記熱可塑性樹脂フィルムと前記熱可塑性樹脂フィルムの主面に接して設けられた紫外線硬化型樹脂を含む硬化前層とを含む積層フィルムを用意する工程(1)、及び前記積層フィルムに紫外線を照射して前記加工フィルムを得る工程(2)を含み;前記工程(2)が、前記熱可塑性樹脂フィルムの温度が上昇して前記熱可塑性樹脂フィルムが軟化すること、紫外線を照射された前記硬化前層が硬化すると同時に硬化収縮を生じること、及び前記硬化前層の面内方向における硬化収縮に追随して、軟化した前記熱可塑性樹脂フィルムが面内方向に収縮することを含む、加工フィルムの製造方法。
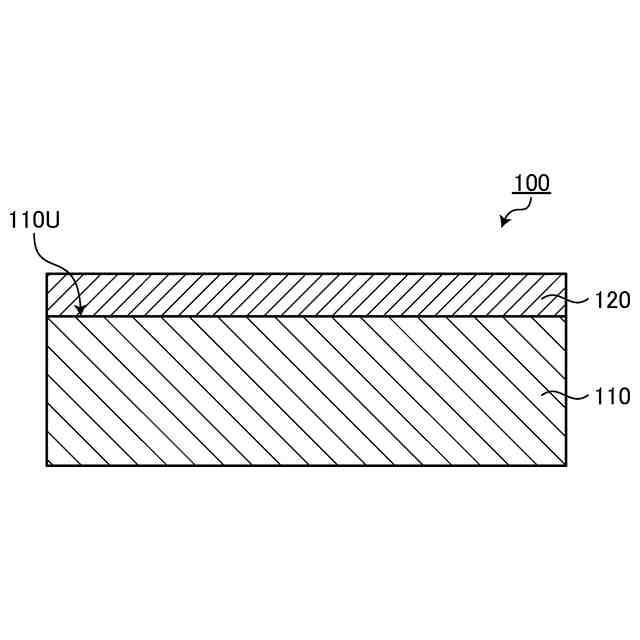
【選択図】図1
特許請求の範囲
【請求項1】
熱可塑性樹脂フィルムと、前記熱可塑性樹脂フィルムの主面に接して設けられたハードコート層と、を含む加工フィルムの製造方法であって;
前記熱可塑性樹脂フィルムと前記熱可塑性樹脂フィルムの主面に接して設けられた紫外線硬化型樹脂を含む硬化前層とを含む積層フィルムを用意する工程(1)、及び
前記積層フィルムに紫外線を照射して前記加工フィルムを得る工程(2)を含み;
前記工程(2)が、
前記熱可塑性樹脂フィルムの温度が上昇して前記熱可塑性樹脂フィルムが軟化すること、
紫外線を照射された前記硬化前層が硬化すると同時に硬化収縮を生じること、及び
前記硬化前層の面内方向における硬化収縮に追随して、軟化した前記熱可塑性樹脂フィルムが面内方向に収縮することを含む、加工フィルムの製造方法。
続きを表示(約 730 文字)
【請求項2】
前記工程(2)における前記積層フィルムへの紫外線の照射を、300mJ/cm
2
以上660mJ/cm
2
以下の積算光量で行う、請求項1に記載の加工フィルムの製造方法。
【請求項3】
前記熱可塑性樹脂フィルムが、紫外線吸収剤を含む、請求項2に記載の加工フィルムの製造方法。
【請求項4】
前記熱可塑性樹脂フィルムが、紫外線吸収剤を4重量%以上7重量%以下含む、請求項1に記載の加工フィルムの製造方法。
【請求項5】
前記紫外線吸収剤の吸光度が、測定波長330nm以上400nm以下の範囲の少なくとも一部の範囲において0.2以上である、請求項3又は4に記載の加工フィルムの製造方法。
【請求項6】
前記熱可塑性樹脂フィルムが、脂環式構造を含有する重合体を含む、請求項1に記載の加工フィルムの製造方法。
【請求項7】
前記硬化前層が、微粒子を含む、請求項1に記載の加工フィルムの製造方法。
【請求項8】
前記熱可塑性樹脂フィルムの厚みが、15μm以上100μm以下である、請求項1に記載の加工フィルムの製造方法。
【請求項9】
前記ハードコート層の厚みが、1.0μm以上10.0μm以下である、請求項1に記載の加工フィルムの製造方法。
【請求項10】
前記工程(2)において、前記熱可塑性樹脂フィルムの温度を、Tg
2
-50℃以上とする(ただし、Tg
2
は前記熱可塑性樹脂フィルムのガラス転移温度を表す。)、請求項1に記載の加工フィルムの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工フィルムの製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
近年、搬送性、収納性およびデザイン性等の観点から、表示装置、照明装置及び太陽電池の軽量、薄型化が進んでいる。また、これらの装置に用いられるフィルム状の部材を、ロール・ツー・ロールプロセスにより、連続生産することも行われている。
【0003】
これら装置表面の傷付きなどを低減するなどの目的のため、ハードコート層を備えるフィルム状部材を用いる場合がある。ハードコート層を備えるフィルム状部材は、例えば基材フィルムにハードコート層を形成するための液状組成物を塗布して液状組成物の層を形成し、これを硬化させることにより、製造される(特許文献1など参照)。
【先行技術文献】
【特許文献】
【0004】
特開2016-157068号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ハードコート層を備えるフィルムは、非常に脆い場合があり、ハンドリング性に劣る場合がある。そのため、ハンドリング性を向上させることを意図して、ハードコート層を備えるフィルムに対して、更に樹脂フィルムを貼合してハードコート層を備えるフィルムを補強するなどの、加工を行うことが考えられる。
しかし、ハードコート層を備えるフィルムに強いカールが生じていると、当該フィルムをロール・ツー・ロールプロセスにより加工しにくい場合がある。
例えば、強いカールの生じている当該フィルムを加工装置にセッティングする際や、当該フィルムを加工後に巻き取る際などに、当該フィルムが破損する場合がある。
このような場合は、当該フィルムの生産性を向上させることが容易でない。
【0006】
本発明は、上記に鑑みてなされたものであって、ハードコート層を含むカール量の小さい加工フィルムを製造する方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者は、前記課題を解決するべく、鋭意検討した結果、本発明を完成させた。
すなわち、本発明は、以下を提供する。
【0008】
<1> 熱可塑性樹脂フィルムと、前記熱可塑性樹脂フィルムの主面に接して設けられたハードコート層と、を含む加工フィルムの製造方法であって;
前記熱可塑性樹脂フィルムと前記熱可塑性樹脂フィルムの主面に接して設けられた紫外線硬化型樹脂を含む硬化前層とを含む積層フィルムを用意する工程(1)、及び
前記積層フィルムに紫外線を照射して前記加工フィルムを得る工程(2)を含み;
前記工程(2)が、
前記熱可塑性樹脂フィルムの温度が上昇して前記熱可塑性樹脂フィルムが軟化すること、
紫外線を照射された前記硬化前層が硬化すると同時に硬化収縮を生じること、及び
前記硬化前層の面内方向における硬化収縮に追随して、軟化した前記熱可塑性樹脂フィルムが面内方向に収縮することを含む、加工フィルムの製造方法。
<2> 前記工程(2)における前記積層フィルムへの紫外線の照射を、300mJ/cm
2
以上660mJ/cm
2
以下の積算光量で行う、<1>に記載の加工フィルムの製造方法。
<3> 前記熱可塑性樹脂フィルムが、紫外線吸収剤を含む、<2>に記載の加工フィルムの製造方法。
<4> 前記熱可塑性樹脂フィルムが、紫外線吸収剤を4重量%以上7重量%以下含む、<1>~<3>のいずれか一項に記載の加工フィルムの製造方法。
<5> 前記紫外線吸収剤の吸光度が、測定波長330nm以上400nm以下の範囲の少なくとも一部の範囲において0.2以上である、<3>又は<4>に記載の加工フィルムの製造方法。
<6> 前記熱可塑性樹脂フィルムが、脂環式構造を含有する重合体を含む、<1>~<5>のいずれか一項に記載の加工フィルムの製造方法。
<7> 前記硬化前層が、微粒子を含む、<1>~<6>のいずれか一項に記載の加工フィルムの製造方法。
<8> 前記熱可塑性樹脂フィルムの厚みが、15μm以上100μm以下である、<1>~<7>のいずれか一項に記載の加工フィルムの製造方法。
<9> 前記ハードコート層の厚みが、1.0μm以上10.0μm以下である、<1>~<8>のいずれか一項に記載の加工フィルムの製造方法。
<10> 前記工程(2)において、前記熱可塑性樹脂フィルムの温度を、Tg
2
-50℃以上とする(ただし、Tg
2
は前記熱可塑性樹脂フィルムのガラス転移温度を表す。)、<1>~<9>のいずれか一項に記載の加工フィルムの製造方法。
【発明の効果】
【0009】
本発明によれば、ハードコート層を含むカール量の小さい加工フィルムを製造する方法を提供できる。
【図面の簡単な説明】
【0010】
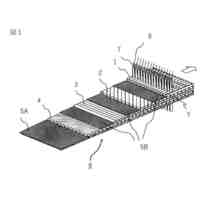
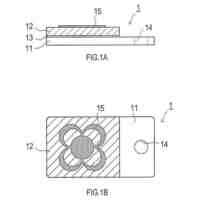
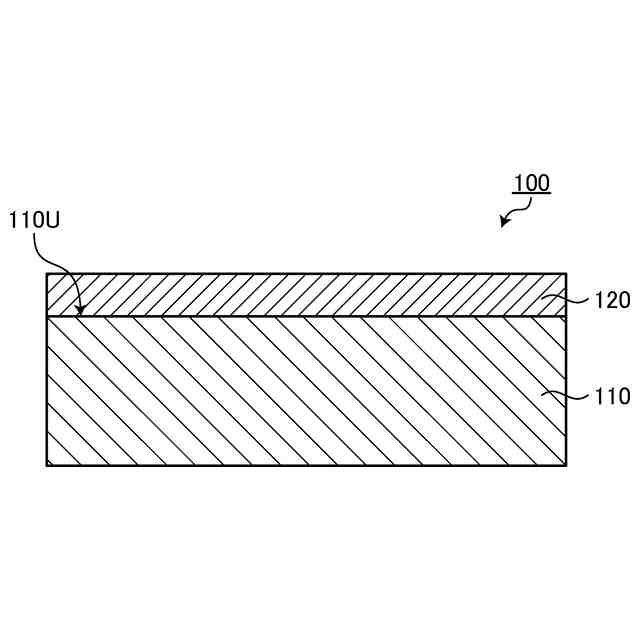
図1は、積層フィルムの一例を模式的に示す断面図である。
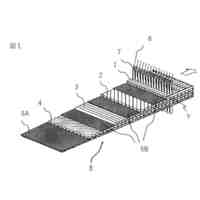
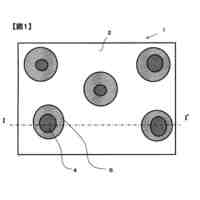
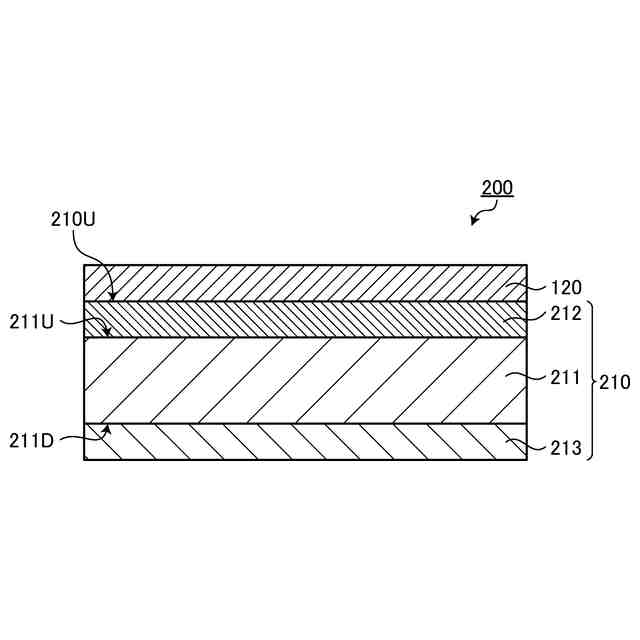
図2は、積層フィルムの別の例を模式的に示す断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
積層体
4か月前
東レ株式会社
積層体
8か月前
ユニチカ株式会社
積層体
1か月前
個人
箔転写シート
4か月前
ユニチカ株式会社
積層体
7か月前
東レ株式会社
積層構造体
8か月前
東レ株式会社
強化繊維基材
4か月前
個人
鋼材の塗膜構造
1か月前
東レ株式会社
積層フィルム
29日前
東レ株式会社
強化繊維基材
4か月前
東レ株式会社
積層フィルム
6か月前
東レ株式会社
積層フィルム
2か月前
東レ株式会社
積層フィルム
7か月前
東洋紡株式会社
積層包装材料
1か月前
積水樹脂株式会社
磁性シート
6か月前
エスケー化研株式会社
積層体
7か月前
ユニチカ株式会社
透明シート
1か月前
東ソー株式会社
多層フィルム
6か月前
東ソー株式会社
多層フィルム
4か月前
東ソー株式会社
蓋材用フィルム
10か月前
東レ株式会社
多層積層フィルム
15日前
大倉工業株式会社
多層フィルム
7か月前
日本バイリーン株式会社
表皮材
2か月前
日本発條株式会社
積層体
3日前
三菱製紙株式会社
不織布積層体
6か月前
アイカ工業株式会社
光学積層体
5か月前
大吉シール株式会社
積層体
3日前
artience株式会社
積層体
4か月前
個人
加熱調理に利用可能な鉄製品
9か月前
東レ株式会社
電子機器筐体用部材
8か月前
東洋アルミニウム株式会社
積層体
3か月前
東レ株式会社
電子機器筐体用部材
8か月前
豊田合成株式会社
樹脂製品
3か月前
artience株式会社
積層体
3か月前
東レ株式会社
サンドイッチ構造体
23日前
菊地シート工業株式会社
遮熱シート
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ