TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024146251
公報種別
公開特許公報(A)
公開日
2024-10-15
出願番号
2023059035
出願日
2023-03-31
発明の名称
切削工具
出願人
日進工具株式会社
代理人
個人
,
個人
,
個人
主分類
B23B
51/08 20060101AFI20241004BHJP(工作機械;他に分類されない金属加工)
要約
【課題】被削材に内周面が仕上げられた孔を容易に形成できる切削工具を提供する。
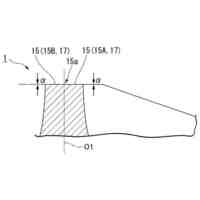
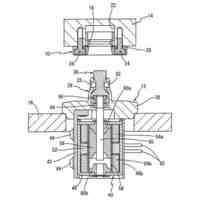
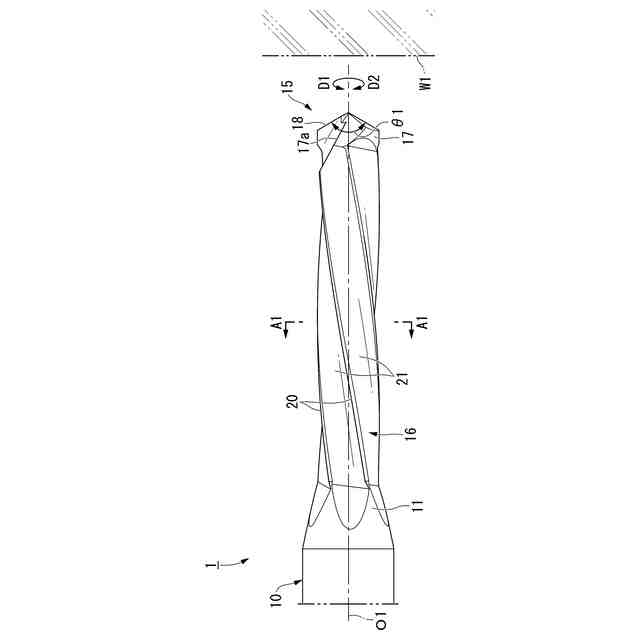
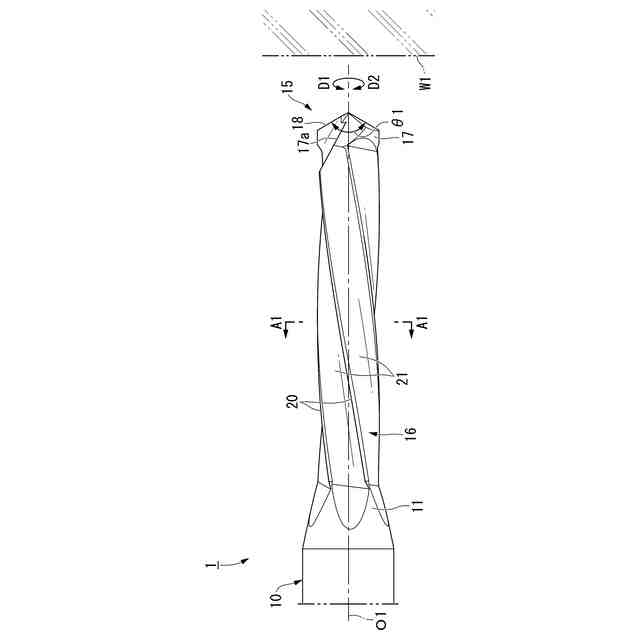
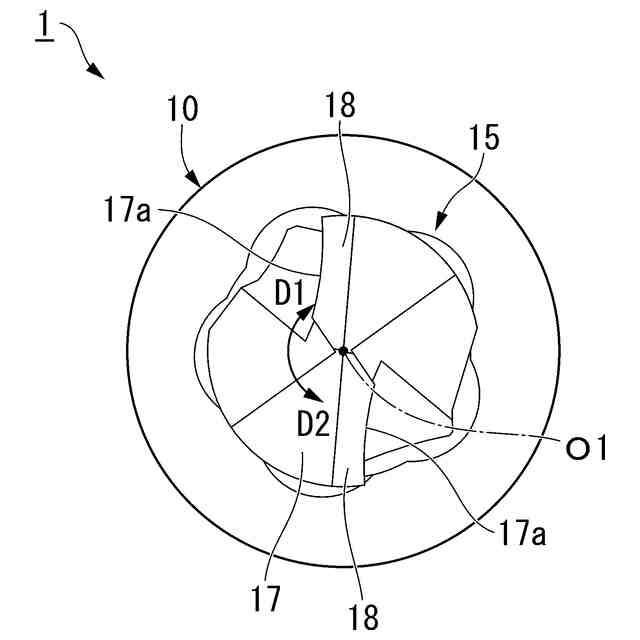
【解決手段】切削工具1は、回転軸O1に沿って延びるシャンク10と、シャンク10よりも先端側に設けられるボディ15と、を備える。ボディ15は、その基端がシャンク10と連なるリード部16とその先端側のドリル部とを有する。リード部16は、回転軸O1に直交する断面の形状が、それぞれ回転軸O1から等間隔で放射状に突出する複数の突出部20と、隣り合う突出部20同士を凹状に繋ぐ窪み部21とを有する形状である。
【選択図】図1
特許請求の範囲
【請求項1】
回転軸に沿って延びるシャンクと、
前記シャンクの先端側に設けられるボディと、
を備え、
前記ボディは、その基端が前記シャンクと連なるリーマ部と、該リーマ部の先端側のドリル部と、を有し、
前記リーマ部は、前記回転軸に直交する断面の形状がそれぞれ前記回転軸から等間隔で放射状に突出する複数の突出部と、隣り合う前記突出部同士を凹状又は直線状に繋ぐ複数の窪み部と、を有する形状である、切削工具。
続きを表示(約 670 文字)
【請求項2】
前記断面の形状において、前記複数の突出部を繋ぐ外接円の直径D、前記複数の窪み部の底部を繋ぐ内接円の直径d、前記底部と前記外接円との距離ΔC1との関係が以下の条件を満たす、請求項1に記載の切削工具。
ΔC1=(D-d)/2
【請求項3】
さらに、隣り合う前記突出部同士を繋ぐ直線と前記外接円との距離ΔC2との関係が以下の条件を満たす、請求項2に記載の切削工具。
ΔC1≧△C2
0≦(D-d)/(2×△C2)≦1.5
【請求項4】
前記ドリル部の先端部が、非フラットドリル形状、フラットドリル形状、スクエアエンドミル形状、ラジアスエンドミル形状、又は、ボールエンドミル形状である、
請求項1に記載の切削工具。
【請求項5】
前記リーマ部は、前記回転軸に沿ってそれぞれ第1方向に捻れる複数条の切り屑排出溝を有し、
前記ドリル部は、前記回転軸に対して所定の角度でそれぞれ前記第1方向と逆方向となる第2方向に捻れる複数条の先端溝を有する、請求項4に記載の切削工具。
【請求項6】
前記リーマ部と前記ドリル部の少なくとも一方が、超硬合金、立方晶窒化ホウ素、又は多結晶ダイヤモンド焼結体で形成されている、請求項1から5のいずれか一項に記載の切削工具。
【請求項7】
前記リーマ部と前記ドリル部の少なくとも一方が、ダイヤモンド被膜が表面に施された超硬合金で形成されている、請求項1から5のいずれか一項に記載の切削工具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削工具に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来、炭素鋼、合金鋼等の被削材を加工するのに、ドリルやリーマ等の切削工具が用いられている(例えば、特許文献1参照)。
被削材に孔を形成するには、まず、マシニングセンタ等の工作機械にドリルを取付ける。このドリルにより、被削材に、目標とする孔よりも内径が小さい下孔を形成する。工作機械からドリルを取外し、工作機械にリーマを取付ける。このリーマにより、被削材の下孔を拡径して、前記孔の内周面を仕上げる。
【先行技術文献】
【特許文献】
【0003】
特許第5940208号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、工作機械に取付ける切削工具を交換しながら被削材に精度良く孔を形成するには、工作機械に切削工具をチャッキングさせる精度を出さなければいけない等、多大な労力を要する。
【0005】
本発明は、このような問題点に鑑みてなされたものであって、被削材に内周面が仕上げられた孔を容易に形成できる切削工具を提供することを目的とする。
【課題を解決するための手段】
【0006】
前記課題を解決するために、この発明は以下の態様をとり得る。
(1)態様1は、回転軸に沿って延びるシャンクと、前記シャンクよりの先端側に設けられるボディと、を備え、前記ボディは、その基端が前記シャンクと連なるリーマ部と該リーマ部の先端側のドリル部と、を有し、
前記リーマ部は、前記回転軸に直交する断面の形状がそれぞれ前記回転軸から放射状に突出する複数の突出部と、隣り合う前記突出部同士を凹状又は直線状に繋ぐ窪み部と、を有する形状である、切削工具である。
【0007】
(2)態様2は、前記断面の形状において規定される、前記複数の突出部を繋ぐ外接円の直径D、前記複数の窪み部の底部を繋ぐ内接円の直径d、前記底部と前記外接円との距離ΔC1との関係が以下の条件を満たす、態様1に記載の切削工具である。
ΔC1=(D-d)/2
(3)態様3は、さらに、隣り合う前記突出部同士を繋ぐ直線と前記外接円との距離ΔC2との関係が以下の条件を満たす、態様2に記載の切削工具である。
ΔC1≧△C2
0≦(D-d)/(2×△C2)≦1.5
【0008】
(4)態様4は、前記ドリル部の先端部が、非フラットドリル形状、フラットドリル形状、スクエアエンドミル形状、ラジアスエンドミル形状、及び、ボールエンドミル形状のいずれかの形状である、態様1に記載の切削工具である。
(5)態様5は、前記リーマ部は、前記回転軸に沿ってそれぞれ第1方向に捻れる複数条の切り屑排出溝を有し、前記ドリル部は、前記回転軸に対して所定の角度でそれぞれ前記第1方向と逆方向となる第2方向に捻れる複数条の先端溝を有する、態様4に記載の切削工具である。
【0009】
(6)態様6は、前記リーマ部と前記ドリル部の少なくとも一方が、超硬合金、立方晶窒化ホウ素、又は多結晶ダイヤモンド焼結体で形成されている、態様1から態様5のいずれかに記載の切削工具である。
【0010】
(7)態様7は、前記リーマ部と前記ドリル部の少なくとも一方が、ダイヤモンド被膜が表面に施された超硬合金で形成されている、態様1から態様5のいずれかに記載の切削工具である。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日進工具株式会社
エンドミル
6日前
個人
タップ
今日
日東精工株式会社
ねじ締め機
28日前
株式会社不二越
ドリル
24日前
日東精工株式会社
ねじ締め装置
1か月前
有限会社 ナプラ
金属粒子
1か月前
株式会社FUJI
工作機械
2か月前
日東精工株式会社
多軸ねじ締め機
28日前
株式会社FUJI
工作機械
1か月前
エフ・ピー・ツール株式会社
リーマ
10日前
株式会社ダイヘン
積層造形溶接方法
2か月前
日進工具株式会社
エンドミル
10日前
株式会社ダイヘン
多層盛り溶接方法
8日前
株式会社FUJI
チャック装置
1か月前
株式会社ナベヤ
締結装置
2か月前
ブラザー工業株式会社
工作機械
29日前
トヨタ自動車株式会社
接合方法
22日前
ブラザー工業株式会社
工作機械
29日前
オークマ株式会社
診断装置
2か月前
株式会社ダイヘン
溶接装置
21日前
大肯精密株式会社
自動送り穿孔機
22日前
津田駒工業株式会社
2連回転割出し装置
1か月前
株式会社コスメック
クランプ装置
1か月前
株式会社不二越
管用テーパタップ
1か月前
株式会社プロテリアル
金属箔の溶接方法
28日前
大和ハウス工業株式会社
溶接方法
1か月前
オークマ株式会社
工作機械
2か月前
株式会社コスメック
クランプ装置
1か月前
オークマ株式会社
工作機械
1か月前
ビアメカニクス株式会社
レーザ加工装置
28日前
株式会社不二越
超硬合金製ドリル
6日前
スター精密株式会社
工作機械
1か月前
豊田鉄工株式会社
レーザー溶接装置
1か月前
株式会社不二越
スカイビングカッタ
23日前
オーエスジー株式会社
ドリル
1か月前
株式会社不二越
通り穴加工用タップ
14日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ