TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025070799
公報種別
公開特許公報(A)
公開日
2025-05-02
出願番号
2023181351
出願日
2023-10-20
発明の名称
エンドミル
出願人
日進工具株式会社
代理人
個人
,
個人
,
個人
主分類
B23C
5/10 20060101AFI20250424BHJP(工作機械;他に分類されない金属加工)
要約
【課題】R精度を向上させたエンドミルを提供する。
【解決手段】エンドミル1は、軸線O1に沿って延びる工具本体10と、工具本体10の先端部に設けられた複数の底刃15と、を備え、複数の底刃15は、軸線O1に対して回転対称に配置されるとともに前記軸線上で交差しており、複数の底刃15の交差部分が面一に連なっている。
【選択図】図4
特許請求の範囲
【請求項1】
軸線に沿って延びる工具本体と、
前記工具本体の先端部に設けられた複数の底刃と、
を備え、
前記複数の底刃は、前記軸線に対して回転対称に配置されるとともに前記軸線上で交差しており、
前記複数の底刃の交差部分が面一に連なっている、エンドミル。
続きを表示(約 420 文字)
【請求項2】
前記交差部分の逃げ角が実質的に0°である、
請求項1に記載のエンドミル。
【請求項3】
前記工具本体には外周刃が形成されており、
前記複数の底刃の前記交差部分から前記外周刃に繋がる所定長部分までの逃げ角が、前記工具本体の後端部に向かうにつれて、小さくなることなく大きくなる、
請求項2に記載のエンドミル。
【請求項4】
前記所定長部分を超えて前記外周刃に至る各前記底刃の前記逃げ角が一定値となる、
請求項3に記載のエンドミル。
【請求項5】
前記複数の底刃が複数のボール刃であり、
各前記ボール刃は、TiSiN系材料又はTiAlCrN系材料でコーティングされており、
各前記ボール刃の前記交差部分におけるR精度が、前記コーティング前後で実質的に同一となる、
請求項1から4のいずれか一項に記載のエンドミル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、エンドミルに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、複数のボール刃(底刃)を備えるボールエンドミル(エンドミル)が知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特許第4448386号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1のボールエンドミルでは、ボールエンドミルを製造する際の底刃のR精度(底刃の設計形状に対する、底刃の実際の形状のズレ量)に、改善の余地がある。
【0005】
本発明は、このような問題点に鑑みてなされたものであって、R精度を向上(ズレ量を低減)させたエンドミルを提供することを目的とする。
【課題を解決するための手段】
【0006】
前記課題を解決する。
本発明の一つの態様は、軸線に沿って延びる工具本体と、前記工具本体の先端部に設けられた複数の底刃と、を備え、前記複数の底刃は、前記軸線に対して回転対称に配置されるとともに前記軸線上で交差しており、前記複数の底刃の交差部分が面一に連なっているエンドミルである。
ここで言う「面一に連なっている」とは、段差及びチゼル(稜線)がない状態で面状に連なっていることをいう。
このため、複数の底刃のうち交差部分に、逃げ角が重なることによる段差及びチゼルが形成されない。これにより、複数の底刃において、形状が局所的に大きく変化する部分が低減されて、複数の底刃を製造する際の加工が容易になる。従って、エンドミルのR精度を向上させることができる。
【発明の効果】
【0007】
本発明によればR精度を向上させることができる。
【図面の簡単な説明】
【0008】
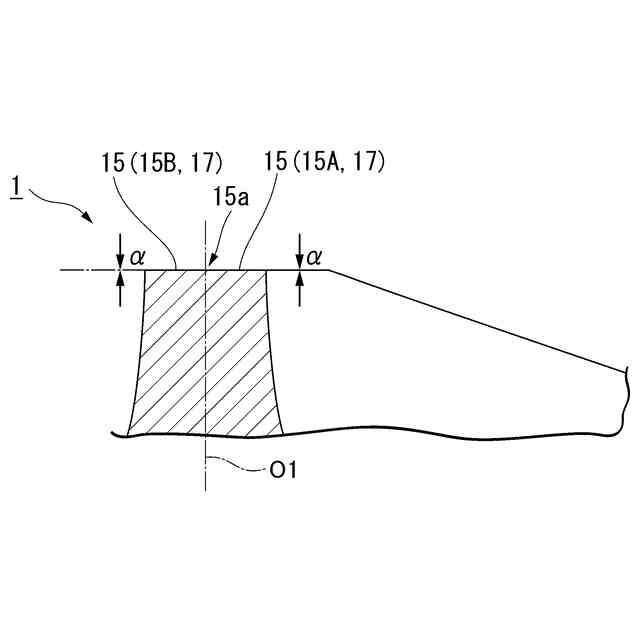
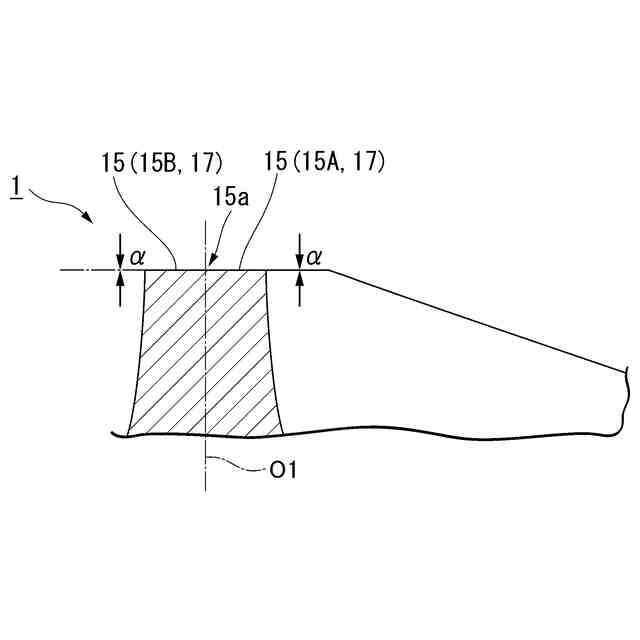
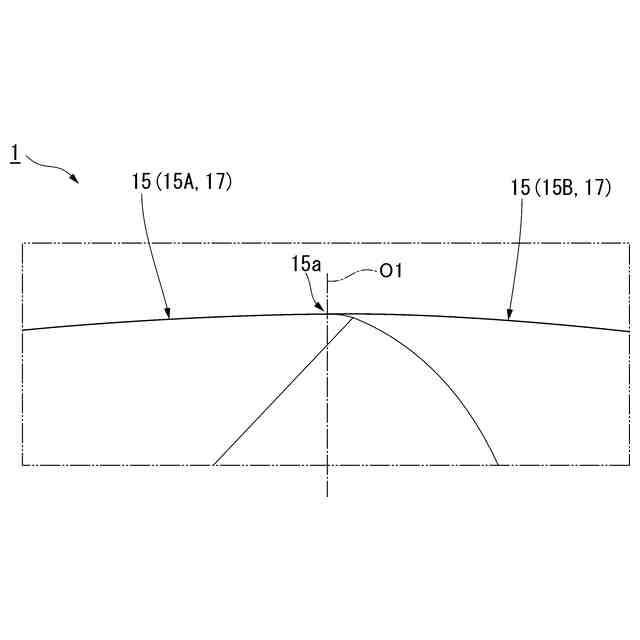
本発明の第1実施形態のボールエンドミルの先端側の側面図である。
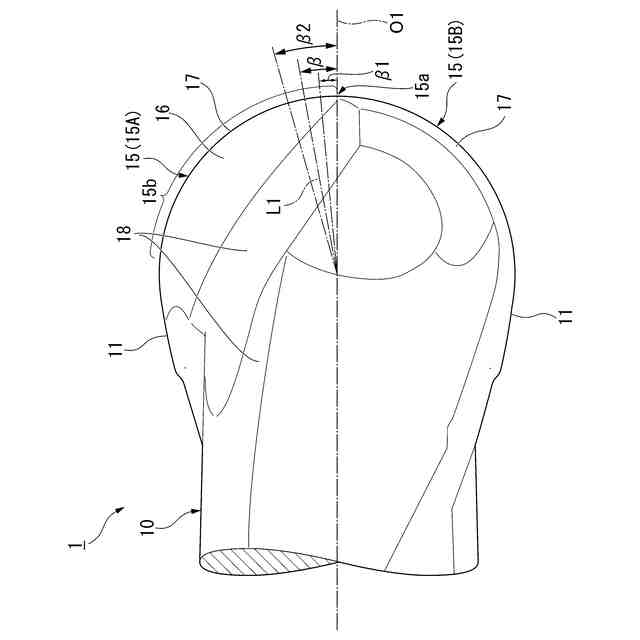
同ボールエンドミルの要部の正面図である。
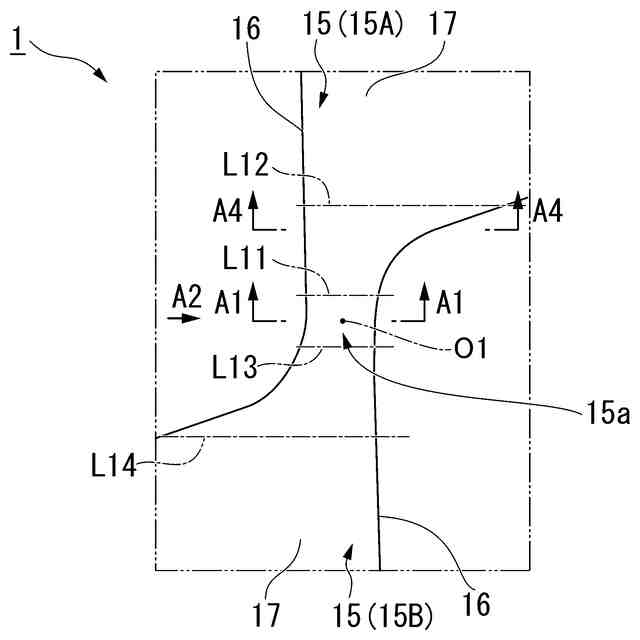
図2中のR1部拡大図である。
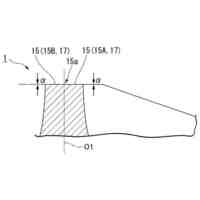
図3中の切断線A1-A1の断面図である。
図3におけるA2方向矢視図である。
図3中の切断線A4-A4の断面図である。
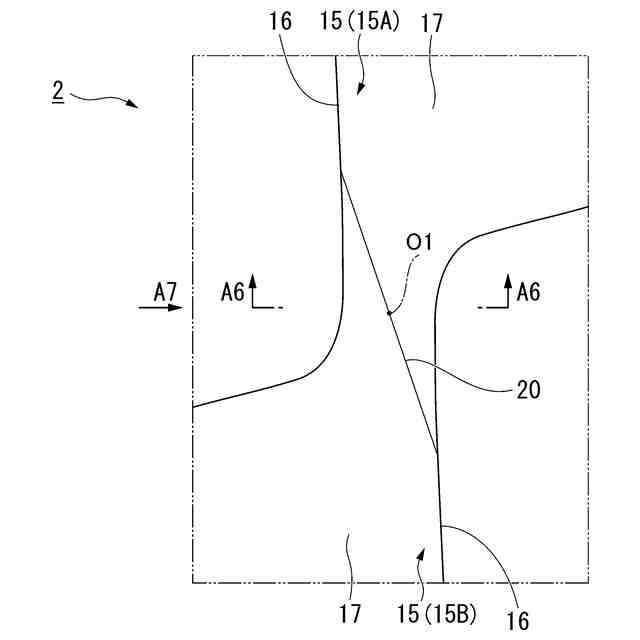
比較例のボールエンドミルの要部の正面図である。
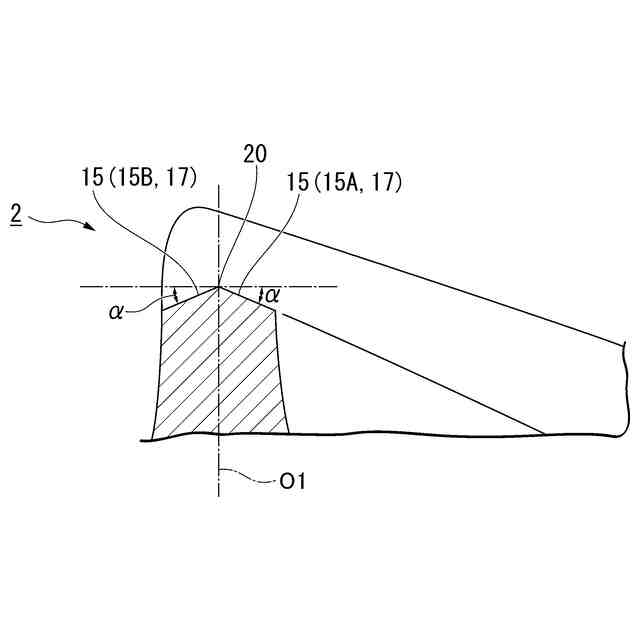
図7中の切断線A6-A6の断面図である。
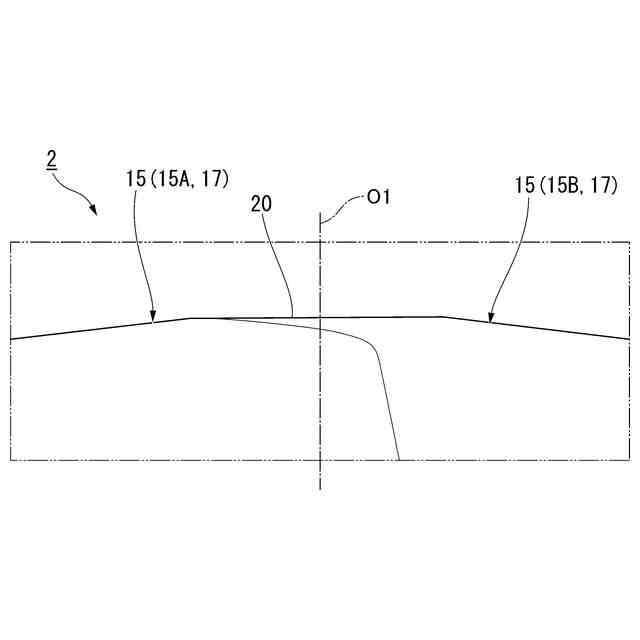
図7におけるA7方向矢視図である。
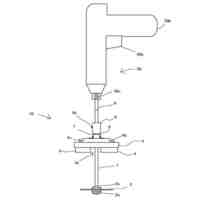
実施例及び比較例のボールエンドミルのコーティング前後における、要部の写真を示す図である。
実施例のボールエンドミルのコーティング前における、R精度の測定結果を示す図である。
比較例のボールエンドミルのコーティング前における、R精度の測定結果を示す図である。
実施例のボールエンドミルのコーティング後における、R精度の測定結果を示す図である。
比較例のボールエンドミルのコーティング後における、R精度の測定結果を示す図である。
本発明の第2実施形態のボールエンドミルの要部の正面図である。
図15中のR3部拡大図である。
図16中の逃げ面の形状を説明する正面図である。
【発明を実施するための形態】
【0009】
(第1実施形態)
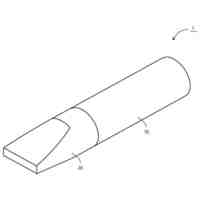
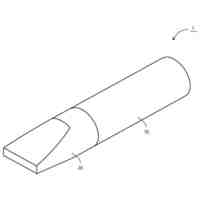
以下、本発明に係るエンドミルがボールエンドミルである場合を例にとって、図1から図14を参照しながら説明する。
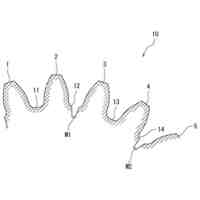
図1及び図2に示すように、本実施形態のボールエンドミル1は、工具本体10と、2つのボール刃(底刃)15と、を備える。
工具本体10は、軸線O1に沿って延びる棒状に形成されている。軸線O1は、工具本体10の中心軸線である。工具本体10には、2つのボール刃15に対応する2つの外周刃11が形成されている。
【0010】
2つのボール刃15は、工具本体10の軸線O1方向の端部(先端部)に設けられている。2つのボール刃15は、軸線O1周りに互いに間隔を空けて配置されている。2つのボール刃15は、軸線O1周りに等角度毎に配置されていることが好ましい。言い換えれば、2つのボール刃15は、軸線O1に対して回転対称(2回転対称)に配置されていることが好ましい。
図1に示すように、この例では、それぞれの底刃15は、側面視で四分円状である。ここで言う底刃15の側面視は、底刃15を、軸線O1に直交し、底刃15のすくい面16又は逃げ面17に対向する向きに見ることを意味する。
図2及び図3に示すように、2つのボール刃15は、軸線O1上で互いに連なっている。言い換えれば、2つのボール刃15は、軸線O1上で交差している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日進工具株式会社
エンドミル
1か月前
日進工具株式会社
エンドミル
1か月前
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
株式会社不二越
ドリル
1か月前
株式会社北川鉄工所
回転装置
10日前
株式会社不二越
ドリル
2か月前
日東精工株式会社
ねじ締め機
23日前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
多軸ねじ締め機
2か月前
日進工具株式会社
エンドミル
1か月前
株式会社アンド
半田付け方法
1か月前
株式会社アンド
半田付け方法
1か月前
エフ・ピー・ツール株式会社
リーマ
1か月前
株式会社ダイヘン
多層盛り溶接方法
1か月前
トヨタ自動車株式会社
接合方法
2か月前
株式会社トヨコー
被膜除去方法
25日前
村田機械株式会社
レーザ加工機
24日前
村田機械株式会社
レーザ加工機
24日前
ビアメカニクス株式会社
レーザ加工装置
2か月前
大肯精密株式会社
自動送り穿孔機
2か月前
株式会社ダイヘン
溶接装置
2か月前
トヨタ自動車株式会社
溶接ヘッド
10日前
株式会社不二越
超硬合金製ドリル
1か月前
株式会社プロテリアル
金属箔の溶接方法
2か月前
トヨタ自動車株式会社
溶接ヘッド
11日前
株式会社不二越
通り穴加工用タップ
1か月前
個人
管の切断装置及び管の切断方法
1か月前
日東精工株式会社
はんだこて先の製造方法
10日前
株式会社不二越
摩耗判定装置
2日前
日東精工株式会社
はんだこて先の製造方法
1か月前
株式会社不二越
波形抽出装置
2日前
株式会社不二越
スカイビングカッタ
2か月前
株式会社ジャノメ
インサート挿入装置
11日前
株式会社FUJI
周辺装置制御用治具
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ