TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025004970
公報種別
公開特許公報(A)
公開日
2025-01-16
出願番号
2023104900
出願日
2023-06-27
発明の名称
加工装置
出願人
株式会社ディスコ
代理人
弁理士法人東京アルパ特許事務所
主分類
B24B
41/04 20060101AFI20250108BHJP(研削;研磨)
要約
【課題】切削加工を実施していないときに、エアの消費を抑える。
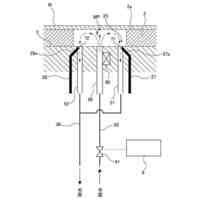
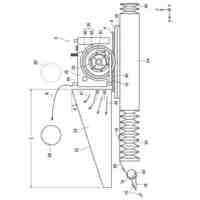
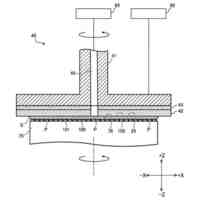
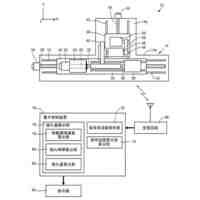
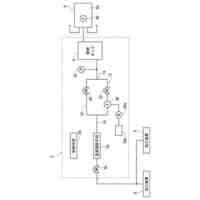
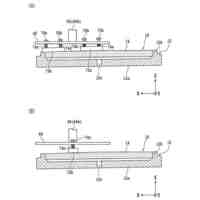
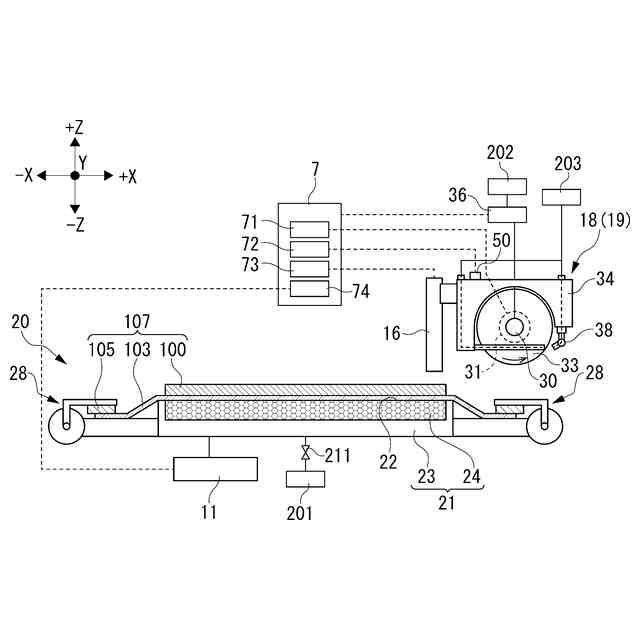
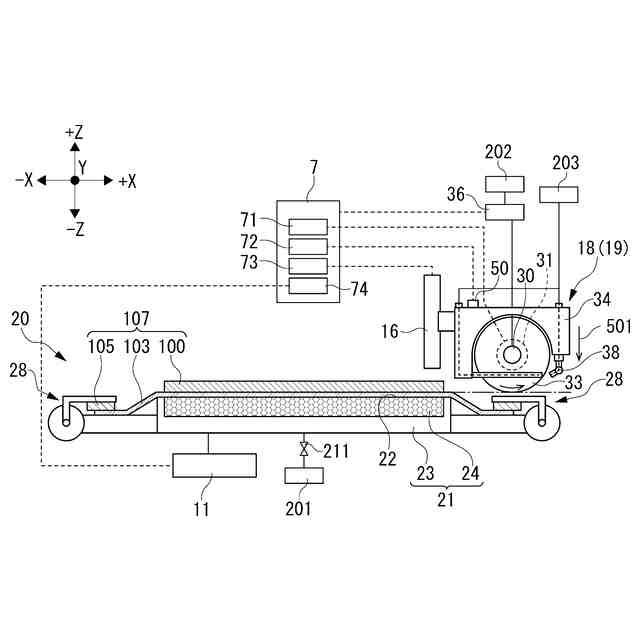
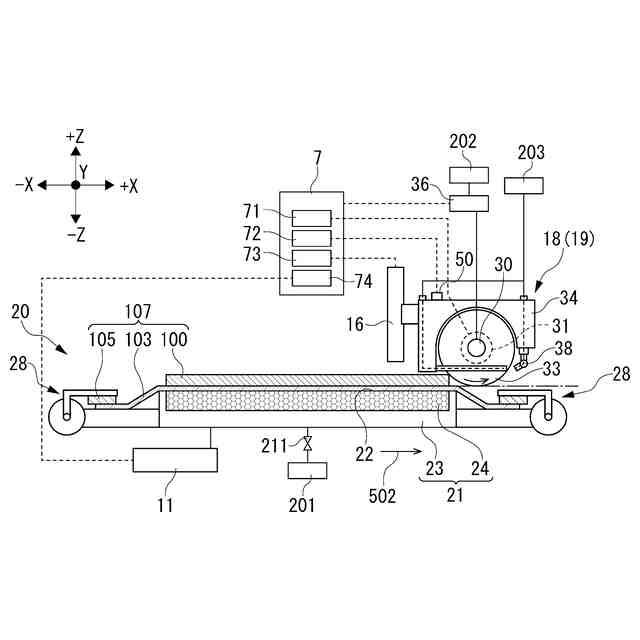
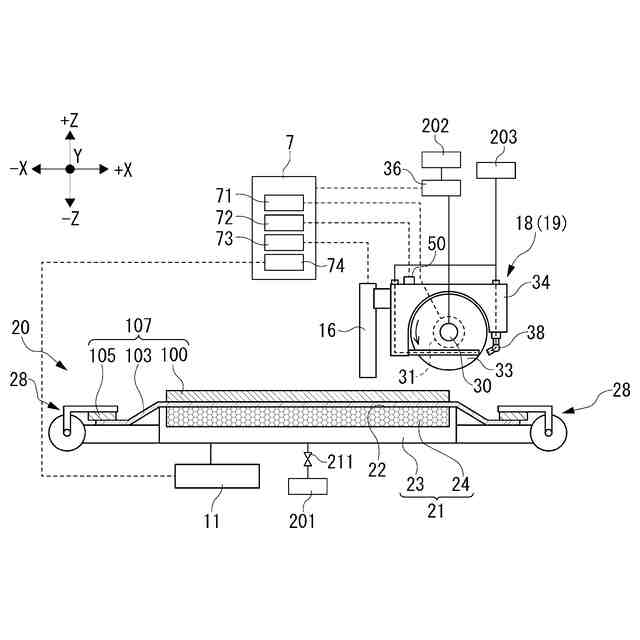
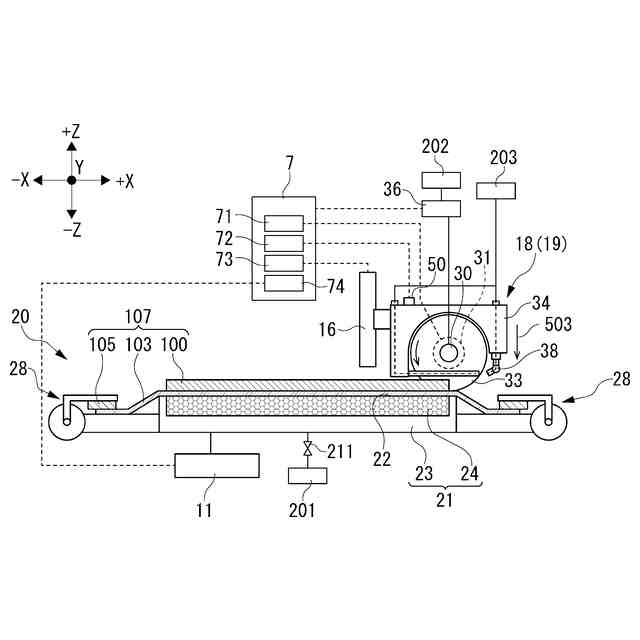
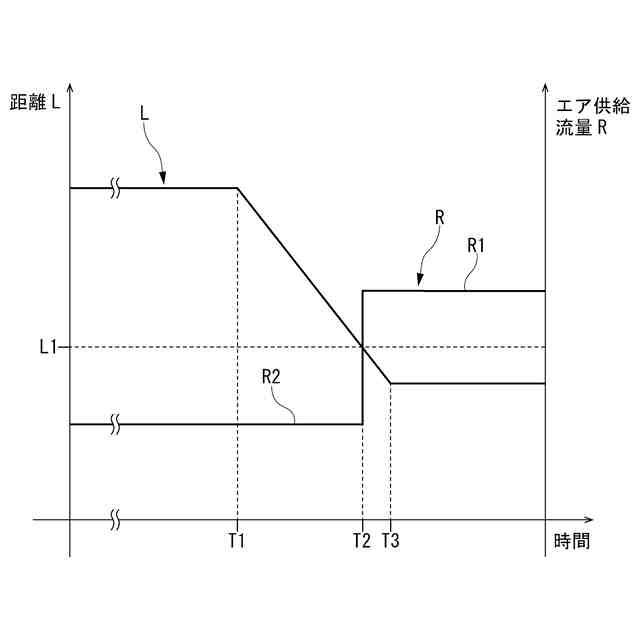
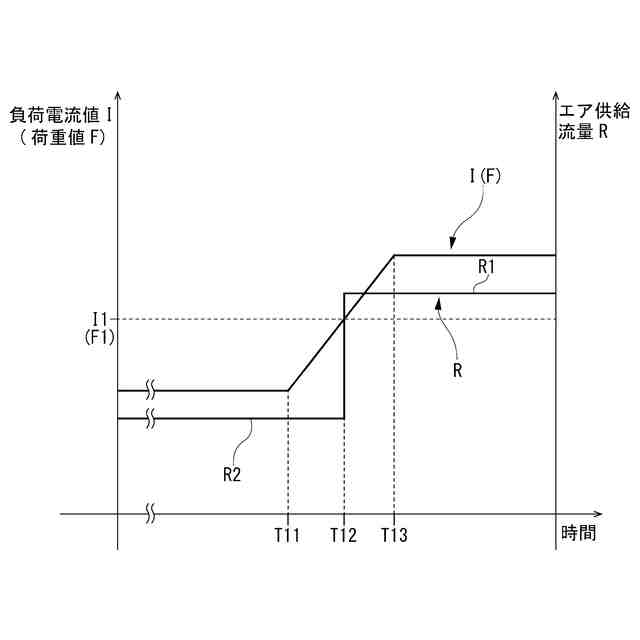
【解決手段】制御部7は、X軸距離検知部74を備えており、これによって、チャックテーブル20と切削ブレード33との間の距離を検知している。そして、制御部7は、チャックテーブル20と切削ブレード33とを互いに接近させて、これらの間の距離が予め設定された距離となるまで、流量調整弁36を制御して、エア供給流量を、比較的に少ない第2流量としている。すなわち、スピンドル30を回転させているときであっても、切削ブレード33がウェーハ100に接触しておらず、スピンドル30にかかる負荷が小さいときには、エアベアリング40へのエア供給流量を少なくしている。これにより、切削加工を実施していないときに、エアベアリング40の形成のためのエアの消費量を抑えることが可能である。
【選択図】図5
特許請求の範囲
【請求項1】
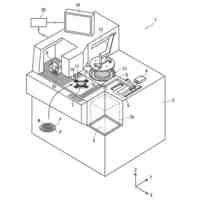
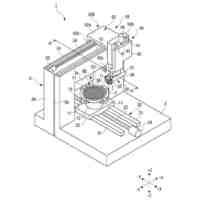
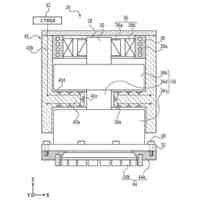
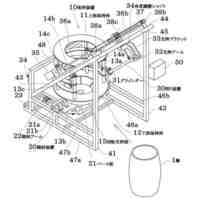
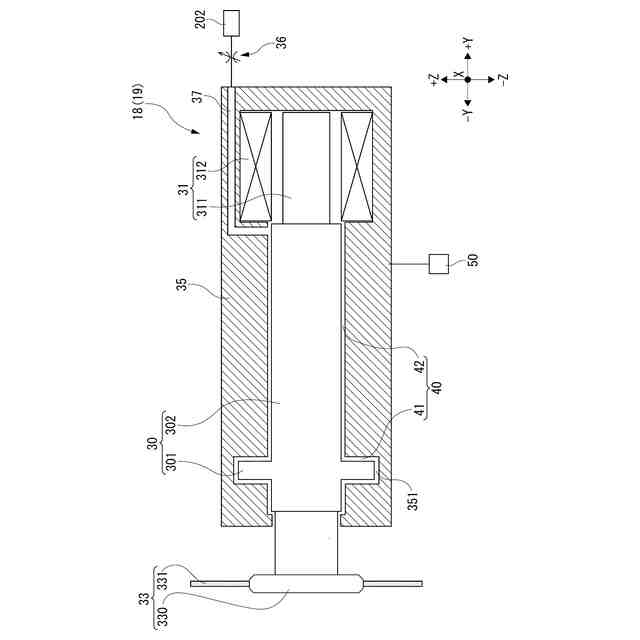
エアベアリングによって回転可能に支持されるスピンドルの先端に加工具を装着した加工ユニットと、被加工物を保持するチャックテーブルと、該加工ユニットと該チャックテーブルとを相対的に接近及び離隔させる移動ユニットと、を備え、被加工物を加工する加工装置であって、
該エアベアリングを形成するために供給されるエアの流量を調整するための流量調整弁と、
該移動ユニットによって該チャックテーブルと該加工ユニットとを相対的に接近する方向に移動させ、該加工具が被加工物に接触するまで、該流量調整弁を制御して、該エアベアリングを形成するために供給されるエアの流量であるエア供給流量を、被加工物を加工するときのエアの流量である第1流量よりも少ない第2流量とする制御部とを備える、
加工装置。
続きを表示(約 380 文字)
【請求項2】
該制御部は、該チャックテーブルと該加工具とを互いに接近させて、これらの間の距離が予め設定された距離となるまで、該流量調整弁を制御して、該エア供給流量を該第2流量とする、
請求項1記載の加工装置。
【請求項3】
該スピンドルの回転負荷を検知する回転負荷検知部を備え、
該制御部は、該回転負荷検知部によって検知された回転負荷の値が予め設定された値以上になるまで、該流量調整弁を制御して、該エア供給流量を該第2流量とする、
請求項1記載の加工装置。
【請求項4】
該スピンドルの振動を検知する振動センサを備え、
該制御部は、該振動センサによって検知された振動の値が予め設定された値以上になるまで、該流量調整弁を制御して、該エア供給流量を該第2流量とする、
請求項1記載の加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工装置に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
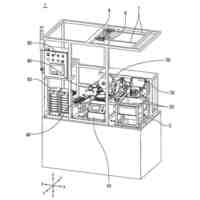
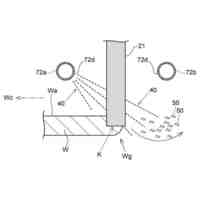
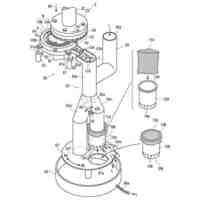
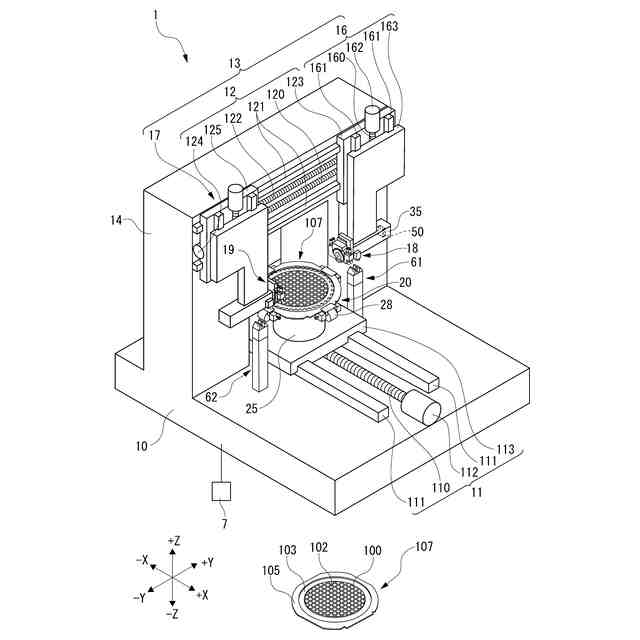
特許文献1に開示のように、切削装置は、スピンドルの先端に切削ブレードを装着し、スピンドルを回転させることにより回転する切削ブレードによって、被加工物を切削している。スピンドルは、エアベアリングによって回転可能に支持されている。
【0003】
切削装置では、切削加工を開始する前に、予め設定した時間(例えば30分間)、スピンドルを空回転させるというアイドリングを実施している。そして、アイドリングが完了したら、切削加工が開始される。
【先行技術文献】
【特許文献】
【0004】
特開2001-259961号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記のような加工装置に関し、スピンドルを回転させないとき、つまり、アイドリング開始前および切削加工後に、エアベアリングを形成するためのエアの供給を遮断して、エアの消費を抑える技術がある。
【0006】
しかし、アイドリング中には、エアベアリングを形成する必要があるため、たとえば、200L/minのエアを流している。つまり、切削加工を実施していないときにも、切削加工しているときと同じ量のエアが消費されている。
【0007】
したがって、本発明の目的は、切削加工を実施していないときに、エアの消費を抑えることにある。
【課題を解決するための手段】
【0008】
本発明の加工装置(本加工装置)は、エアベアリングによって回転可能に支持されるスピンドルの先端に加工具を装着した加工ユニットと、被加工物を保持するチャックテーブルと、該加工ユニットと該チャックテーブルとを相対的に接近及び離隔させる移動ユニットと、を備え、被加工物を加工する加工装置であって、該エアベアリングを形成するために供給されるエアの流量を調整するための流量調整弁と、該移動ユニットによって該チャックテーブルと該加工ユニットとを相対的に接近する方向に移動させ、該加工具が被加工物に接触するまで、該流量調整弁を制御して、該エアベアリングを形成するために供給されるエアの流量であるエア供給流量を、被加工物を加工するときのエアの流量である第1流量よりも少ない第2流量とする制御部とを備える。
【0009】
本加工装置では、該制御部は、該チャックテーブルと該加工具とを互いに接近させて、これらの間の距離が予め設定された距離となるまで、該流量調整弁を制御して、該エア供給流量を該第2流量としてもよい。
【0010】
本加工装置は、該スピンドルの回転負荷を検知する回転負荷検知部を備えてもよく、該制御部は、該回転負荷検知部によって検知された回転負荷の値が予め設定された値以上になるまで、該流量調整弁を制御して、該エア供給流量を該第2流量としてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
バレル研磨用メディア材
1か月前
株式会社リブラ
ブラスト加工装置
1か月前
株式会社精工技研
研磨装置および研磨方法
29日前
株式会社IHI
ブラストガン
2か月前
トヨタ自動車株式会社
バリ取り装置
1か月前
キヤノン電子株式会社
加工工具、及び、加工装置
1か月前
株式会社ディスコ
加工方法、及び、切削装置
21日前
株式会社ディスコ
加工装置
2か月前
NTN株式会社
加工装置
1か月前
日本特殊研砥株式会社
超弾性砥石
23日前
トヨタ紡織株式会社
プレス金型の研磨方法
7日前
株式会社荏原製作所
研磨装置
2か月前
株式会社マキタ
サンダ
1か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社プロテリアル
焼結磁石の製造方法
29日前
富士紡ホールディングス株式会社
研磨パッド
28日前
富士紡ホールディングス株式会社
研磨パッド
28日前
富士紡ホールディングス株式会社
研磨パッド
1か月前
株式会社ディスコ
切削装置
5日前
株式会社ディスコ
加工装置
2か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
加工方法
1か月前
株式会社ディスコ
切削装置
20日前
三菱重工業株式会社
加工器具及び加工方法
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
研削ホイール
1か月前
株式会社ディスコ
ウエーハの処理方法
1か月前
ノリタケ株式会社
円筒工作物の回転振れ量検出装置
1か月前
ニッタ・デュポン株式会社
研磨布
2か月前
漢鼎智慧科技股分有限公司
超音波援用研削装置
5日前
株式会社ディスコ
機能水供給装置
1か月前
株式会社ディスコ
研削装置
21日前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
研削装置
1か月前
若鶴酒造株式会社
樽の仕上げ装置
1か月前
株式会社ディスコ
研削装置
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ