TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025055744
公報種別
公開特許公報(A)
公開日
2025-04-08
出願番号
2023165115
出願日
2023-09-27
発明の名称
溶接状態解析方法、溶接状態解析装置、溶接システムおよびコンピュータ読み取り可能なプログラム
出願人
カナデビア株式会社
代理人
弁理士法人松阪国際特許事務所
,
個人
,
個人
,
個人
主分類
B23K
31/00 20060101AFI20250401BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶融池の状態を精度良く取得する。
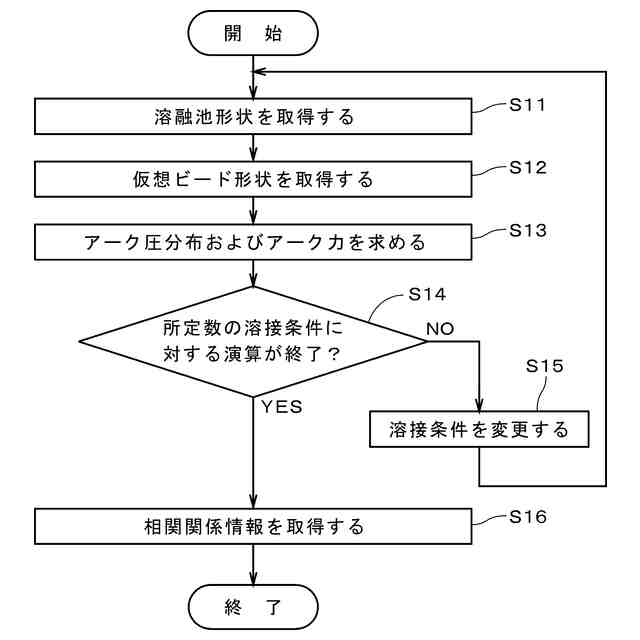
【解決手段】溶接状態解析方法は、溶接が行われている溶融池の3次元形状である溶融池形状を取得する工程(ステップS11)と、溶融池に溶接現象による押込圧が付与されていないと仮定した場合の溶融池に対応する位置におけるビードの3次元形状である仮想ビード形状を取得する工程(ステップS12)と、溶融池形状と仮想ビード形状との差に基づき、溶接現象による前記溶融池に対する押込圧の分布である溶接圧分布、または、溶接現象による前記溶融池に対する押込力である溶接力を求める工程(ステップS13)と、を備える。これにより、溶融池の状態を精度良く取得することができる。
【選択図】図5
特許請求の範囲
【請求項1】
溶接状態を解析する溶接状態解析方法であって、
a)溶接が行われている溶融池の3次元形状である溶融池形状を取得する工程と、
b)前記溶融池に溶接現象による押込圧が付与されていないと仮定した場合の前記溶融池に対応する位置におけるビードの3次元形状である仮想ビード形状を取得する工程と、
c)前記溶融池形状と前記仮想ビード形状との差に基づき、溶接現象による前記溶融池に対する押込圧の分布である溶接圧分布、または、溶接現象による前記溶融池に対する押込力である溶接力を求める工程と、
を備える溶接状態解析方法。
続きを表示(約 1,900 文字)
【請求項2】
請求項1に記載の溶接状態解析方法であって、
d)複数の溶接条件のそれぞれについて前記a)工程、前記b)工程および前記c)工程を行って、前記複数の溶接条件にそれぞれ対応する複数の溶接圧分布または複数の溶接力を求め、溶接条件と溶接圧分布または溶接力との相関関係を示す相関関係情報を取得する工程をさらに備える溶接状態解析方法。
【請求項3】
請求項2に記載の溶接状態解析方法であって、
一の溶接条件と前記相関関係情報とに基づいて前記一の溶接条件に対応する溶接圧分布である対応溶接圧分布または前記一の溶接条件に対応する溶接力である対応溶接力を求める工程と、
前記対応溶接圧分布または前記対応溶接力を利用した前記溶融池の数理モデルに基づいて、前記一の溶接条件下での前記溶融池における溶接不良の発生の有無を予測する工程と、
をさらに備える溶接状態解析方法。
【請求項4】
請求項2に記載の溶接状態解析方法であって、
一の溶接条件と前記相関関係情報とに基づいて前記一の溶接条件に対応する溶接圧分布である対応溶接圧分布または前記一の溶接条件に対応する溶接力である対応溶接力を求める工程と、
前記対応溶接圧分布または前記対応溶接力を利用した前記溶融池の数理モデルに基づいて、前記一の溶接条件下において前記溶融池が凝固した後のビードの形状を予測する工程と、
をさらに備える溶接状態解析方法。
【請求項5】
請求項1ないし4のいずれか1つに記載の溶接状態解析方法であって、
2つの母材間に液膜状に架橋した溶融金属の表面自由エネルギーである第1エネルギー、および、前記2つの母材間に架橋した液膜状の前記溶融金属が分離して前記2つの母材表面上においてそれぞれ液滴状に保持された状態の表面自由エネルギーである第2エネルギーを算出する工程と、
前記第1エネルギーおよび前記第2エネルギーに基づいて、前記2つの母材間に架橋した液膜状の前記溶融金属が分離する架橋破断の発生の有無を予測する工程と、
をさらに備える溶接状態解析方法。
【請求項6】
請求項1ないし4のいずれか1つに記載の溶接状態解析方法であって、
溶着高さと単位長さ当たりの入熱量とに基づいて、母材の裏面への溶込み不足の有無を予測する工程をさらに備える溶接状態解析方法。
【請求項7】
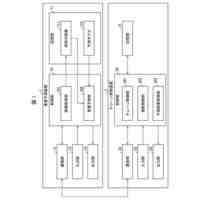
溶接状態を解析する溶接状態解析装置であって、
溶接が行われている溶融池の3次元形状である溶融池形状を取得する溶融池形状取得部と、
前記溶融池に溶接現象による押込圧が付与されていないと仮定した場合の前記溶融池に対応する位置におけるビードの3次元形状である仮想ビード形状を取得するビード形状取得部と、
前記溶融池形状と前記仮想ビード形状との差に基づき、溶接現象による前記溶融池に対する押込圧の分布である溶接圧分布、または、溶接現象による前記溶融池に対する押込力である溶接力を求める溶接演算部と、
を備える溶接状態解析装置。
【請求項8】
請求項7に記載の溶接状態解析装置であって、
複数の溶接条件と、前記複数の溶接条件のそれぞれについて前記溶接演算部によって求められた複数の溶接圧分布または複数の溶接力との組み合わせから、溶接条件と溶接圧分布または溶接力との相関関係を示す相関関係情報を取得する情報取得部をさらに備える溶接状態解析装置。
【請求項9】
請求項8に記載の溶接状態解析装置であって、
一の溶接条件と前記相関関係情報とに基づいて前記一の溶接条件に対応する溶接圧分布である対応溶接圧分布または前記一の溶接条件に対応する溶接力である対応溶接力を求め、前記対応溶接圧分布または前記対応溶接力を利用した前記溶融池の数理モデルに基づいて、前記一の溶接条件下での前記溶融池における溶接不良の発生の有無を予測する状態解析部をさらに備える溶接状態解析装置。
【請求項10】
請求項8に記載の溶接状態解析装置であって、
一の溶接条件と前記相関関係情報とに基づいて前記一の溶接条件に対応する溶接圧分布である対応溶接圧分布または前記一の溶接条件に対応する溶接力である対応溶接力を求め、前記対応溶接圧分布または前記対応溶接力を利用した前記溶融池の数理モデルに基づいて、前記一の溶接条件下において前記溶融池が凝固した後のビードの形状を予測する状態解析部をさらに備える溶接状態解析装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接状態を解析する技術に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
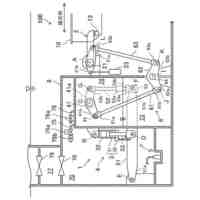
従来、溶接の現場では、例えば、多層盛アーク溶接における初層裏波溶接のように溶接状態が不安定になりやすいものは、溶接ロボット等による自動化が難しく、主に熟練工による手溶接または半自動溶接により行われている。特に、裏当て材なしの片面裏波溶接(すなわち、バッキングレス裏波溶接)は、開先再成形工程や裏当て材取付け工程が不要であり、作業効率の向上が期待されるが、溶融金属の裏面側への溶落ち等が生じる可能性があるため、裏当て材を用いる裏波溶接よりも自動化はさらに難しい。
【0003】
特許文献1および特許文献2では、裏面に裏当て材が取り付けられた突合せ継手に対するアーク溶接を自動化する方法が提案されている。具体的には、特許文献1の自動溶接方法では、CCDカメラによって溶接部の溶融池の画像を継続的に撮像し、当該画像に対して輝度加算処理および平滑化微分処理を施して溶融池先行量(すなわち、画像における溶融池先端とアーク中心位置との間の距離)が算出される。そして、溶融池先行量が予め設定された範囲内に収まるように、溶接速度が継続的に制御される。
【0004】
また、特許文献2の自動溶接方法では、カメラによって溶融池およびアークの画像を継続的に撮像し、当該画像を機械学習モデルに入力して得られた画像特徴情報(すなわち、アーク中心、ワイヤ先端および溶融池端部のそれぞれの位置情報)に基づいて、溶接トーチの位置および溶接速度の補正量等が算出される。そして、当該補正量に基づいて、溶接トーチの位置および溶接速度が継続的に制御される。
【先行技術文献】
【特許文献】
【0005】
特開2000-94130号公報
特許第7021728号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、特許文献1および特許文献2の溶接方法では、溶融池の画像は取得しているものの、当該画像上における溶融池の2次元形状のみに基づいて制御が行われる。また、これらの溶接方法では、アーク等の溶接時に生じる現象(以下、「溶接現象」とも呼ぶ。)によって溶接池に付与される圧力や力についての解析は行われていない。このため、これらの溶接方法では、溶融池の状態を精度良く把握することが難しく、裏当て材を用いる裏波溶接であっても、高精度な制御を実現することは容易ではない。したがって、特許文献1および特許文献2では、裏当て材を用いる裏波溶接よりも高精度な制御が必要となるバッキングレス裏波溶接への適用は考慮されていない。
【0007】
本発明は、上記課題に鑑みなされたものであり、溶融池の状態を精度良く取得することを目的としている。
【課題を解決するための手段】
【0008】
本発明の態様1は、溶接状態を解析する溶接状態解析方法であって、a)溶接が行われている溶融池の3次元形状である溶融池形状を取得する工程と、b)前記溶融池に溶接現象による押込圧が付与されていないと仮定した場合の前記溶融池に対応する位置におけるビードの3次元形状である仮想ビード形状を取得する工程と、c)前記溶融池形状と前記仮想ビード形状との差に基づき、溶接現象による前記溶融池に対する押込圧の分布である溶接圧分布、または、溶接現象による前記溶融池に対する押込力である溶接力を求める工程と、を備える。
【0009】
本発明の態様2は、態様1の溶接状態解析方法であって、d)複数の溶接条件のそれぞれについて前記a)工程、前記b)工程および前記c)工程を行って、前記複数の溶接条件にそれぞれ対応する複数の溶接圧分布または複数の溶接力を求め、溶接条件と溶接圧分布または溶接力との相関関係を示す相関関係情報を取得する工程をさらに備える。
【0010】
本発明の態様3は、態様2の溶接状態解析方法であって、一の溶接条件と前記相関関係情報とに基づいて前記一の溶接条件に対応する溶接圧分布である対応溶接圧分布または前記一の溶接条件に対応する溶接力である対応溶接力を求める工程と、前記対応溶接圧分布または前記対応溶接力を利用した前記溶融池の数理モデルに基づいて、前記一の溶接条件下での前記溶融池における溶接不良の発生の有無を予測する工程と、をさらに備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
カナデビア株式会社
浮体構造体
10日前
カナデビア株式会社
起伏ゲート
18日前
カナデビア株式会社
全固体電池の製造方法
25日前
カナデビア株式会社
係留装置及びその制御方法
18日前
カナデビア株式会社
情報処理装置、情報処理システム、情報処理方法およびプログラム
25日前
カナデビア株式会社
重量予測装置、クレーン制御装置、クレーン、重量予測方法、および重量予測プログラム
18日前
カナデビア株式会社
溶接状態解析方法、溶接状態解析装置、溶接システムおよびコンピュータ読み取り可能なプログラム
26日前
日東精工株式会社
ねじ締め機
24日前
株式会社不二越
ドリル
20日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社FUJI
工作機械
27日前
株式会社FUJI
工作機械
2か月前
日東精工株式会社
多軸ねじ締め機
24日前
有限会社 ナプラ
金属粒子
1か月前
株式会社ダイヘン
積層造形溶接方法
2か月前
日進工具株式会社
エンドミル
6日前
エフ・ピー・ツール株式会社
リーマ
6日前
株式会社ダイヘン
多層盛り溶接方法
4日前
ブラザー工業株式会社
工作機械
25日前
トヨタ自動車株式会社
接合方法
18日前
株式会社ナベヤ
締結装置
2か月前
株式会社FUJI
チャック装置
1か月前
ブラザー工業株式会社
工作機械
25日前
オークマ株式会社
診断装置
1か月前
ビアメカニクス株式会社
レーザ加工装置
24日前
株式会社不二越
管用テーパタップ
26日前
津田駒工業株式会社
2連回転割出し装置
1か月前
株式会社プロテリアル
金属箔の溶接方法
24日前
大和ハウス工業株式会社
溶接方法
1か月前
オークマ株式会社
工作機械
1か月前
株式会社ダイヘン
溶接装置
17日前
大肯精密株式会社
自動送り穿孔機
18日前
株式会社不二越
超硬合金製ドリル
2日前
株式会社コスメック
クランプ装置
1か月前
オークマ株式会社
工作機械
1か月前
株式会社不二越
歯車研削盤
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ