TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025058892
公報種別
公開特許公報(A)
公開日
2025-04-09
出願番号
2024108643
出願日
2024-07-05
発明の名称
サブマージアーク溶接継手及びその製造方法
出願人
JFEスチール株式会社
,
株式会社神戸製鋼所
代理人
個人
主分類
B23K
35/362 20060101AFI20250402BHJP(工作機械;他に分類されない金属加工)
要約
【課題】多層サブマージアーク溶接において、高い施工能率で要求される強度及び靭性を満足する溶接継手を提供する。
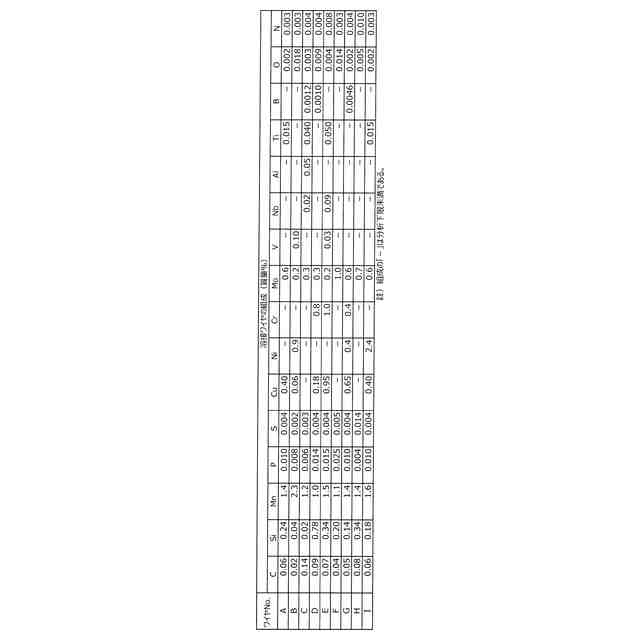
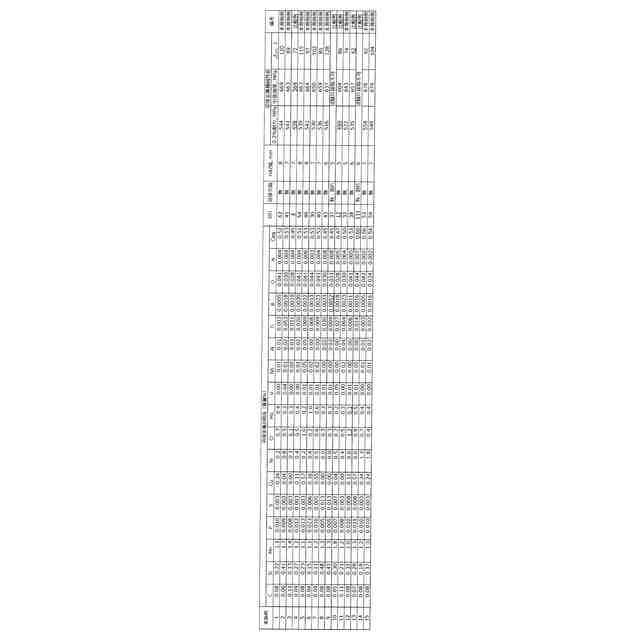
【解決手段】溶接金属の組成が質量%で、C:0.04~0.12%、Si:0.10~0.50%、Mn:1.0~1.8%、P:0.025%以下、S:0.015%以下、Cr:0.2~1.0%、Mo:0.2~1.0%、Ti:0.002~0.070%、B:0.0004~0.0025%であり、O:0.050%以下、N:0.008%以下を含有し、残部Fe及び不可避的不純物であり、式(1)で表されるCeqが0.44~0.56%、式(2)で表されるSRIが30以上である。Ceq=C+Si/24+Mn/6+Ni/40+Cr/5+Mo/4+V/14 ‥‥(1)、SRI=[Si]×[Cr]×[Mo]×1000 ‥‥(2)
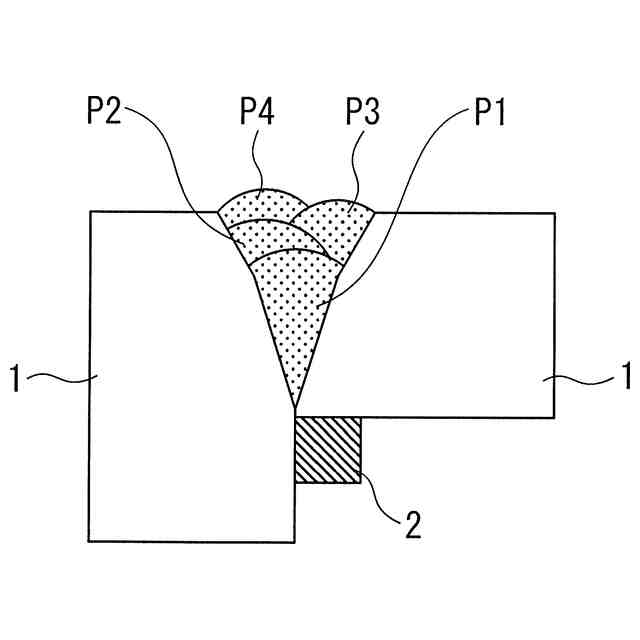
【選択図】図2
特許請求の範囲
【請求項1】
多層サブマージアーク溶接継手において、
溶接金属の組成が質量%で、
C:0.04~0.12%、
Si:0.10~0.50%、
Mn:1.0~1.8%、
P:0.025%以下、
S:0.015%以下、
Cr:0.2~1.0%、
Mo:0.2~1.0%、
Ti:0.002~0.070%、
B:0.0004~0.0025%、
O:0.050%以下、
N:0.008%以下を含有し、残部はFe及び不可避的不純物からなり、かつ下記式(1)で表されるCeqが0.44~0.56であり、さらに、下記式(2)で表されるSRIが30以上であることを特徴とするサブマージアーク溶接継手。
Ceq=C+Si/24+Mn/6+Ni/40+Cr/5+Mo/4+V/14 ‥‥(1)
SRI=[Si]×[Cr]×[Mo]×1000 ‥‥(2)
ここで、式(1)中、C、Si、Mn、Ni、Cr、Mo及びVは、溶接金属の組成における各元素の含有量(質量%)を示し、含有しない元素の含有量は0(零)とする。また、式(2)中、[Si]、[Cr]及び[Mo]は、各元素の質量%の数値(無次元)を示す。
続きを表示(約 1,600 文字)
【請求項2】
前記溶接金属の組成がさらに質量%で、
Cu:0.60%以下、Ni:1.8%以下、V:0.05%以下、Nb:0.05%以下、Al:0.05%以下の1種又は2種以上を含有することを特徴とする請求項1に記載のサブマージアーク溶接継手。
【請求項3】
最終溶接パスによって形成される表面10mmの熱影響部の幅が5mm以上であることを特徴とする請求項1又は2に記載のサブマージアーク溶接継手。
【請求項4】
請求項1に記載のサブマージアーク溶接継手を製造する方法において、
溶接ワイヤの組成が質量%で、
C:0.02~0.14%、
Si:0.02~0.80%、
Mn:1.0~2.3%、
P:0.025%以下、
S:0.015%以下、
Mo:0.2~1.0%、
O:0.020%以下、
N:0.010%以下を含有し、残部はFe及び不可避的不純物からなり、
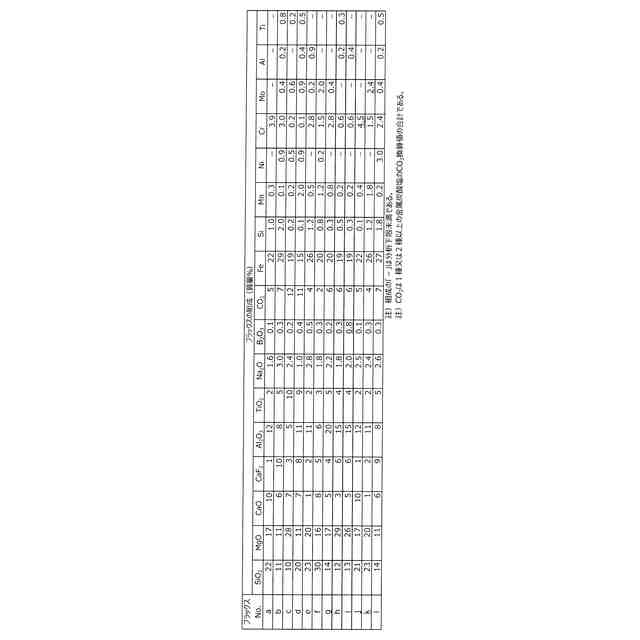
かつ、溶接フラックスの組成が質量%で、
SiO
2
:8~30%、
MgO:10~30%、
CaO:1~10%、
CaF
2
:1~10%、
Al
2
O
3
:5~20%、
TiO
2
:2~10%、
Na
2
O:1.0~3.0%、
B
2
O
3
:0.1~0.5%、
金属炭酸塩の1種又は2種以上のCO
2
換算値の合計:2~12%、
Fe:15~30%、
Si:0.1~2.0%、
Mn:0.1~2.0%、
Cr:0.1~4.0%を含有し、残部は不可避的不純物からなることを特徴とするサブマージアーク溶接継手の製造方法。
【請求項5】
請求項2に記載のサブマージアーク溶接継手を製造する方法において、
溶接ワイヤの組成が質量%で、
C:0.02~0.14%、
Si:0.02~0.80%、
Mn:1.0~2.3%、
P:0.025%以下、
S:0.015%以下、
Mo:0.2~1.0%、
O:0.020%以下、N:0.010%以下を含有し、
さらに、Cu:1.00%以下、Ni:2.5%以下、Cr:1.0%以下、V:0.10%以下、Nb:0.10%以下、Al:0.05%以下、Ti:0.060%以下、B:0.0050%以下の1種又は2種以上を含有し、残部はFe及び不可避的不純物からなり、
かつ溶接フラックスの組成が質量%で、
SiO
2
:8~30%、
MgO:10~30%、
CaO:1~10%、
CaF
2
:1~10%、
Al
2
O
3
:5~20%、
TiO
2
:2~10%、
Na
2
O:1.0~3.0%、
B
2
O
3
:0.1~0.5%、
金属炭酸塩の1種又は2種以上のCO
2
換算値の合計:2~12%、
Fe:15~30%、
Si:0.1~2.0%、
Mn:0.1~2.0%、
Cr:0.1~4.0%を含有し、
さらに、Ni:3.0%以下、Mo:2.0%以下、Al:1.0%以下、Ti:1.0%以下の1種又は2種以上を含有し、残部は不可避的不純物からなることを特徴とするサブマージアーク溶接継手の製造方法。
発明の詳細な説明
【技術分野】
【0001】
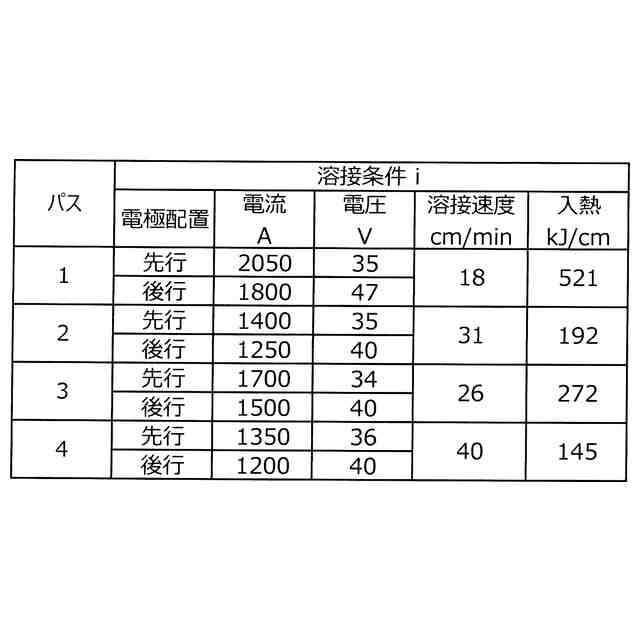
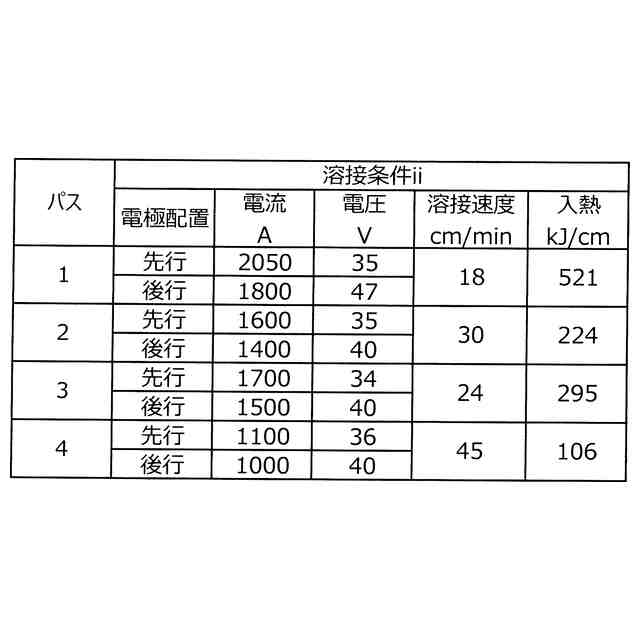
本発明は、サブマージアーク溶接継手に係り、特に建築構造物用の降伏強さが500MPa級の高張力鋼に関して、最終パスの溶接入熱量が100kJ/cm以上である多層溶接されたサブマージアーク溶接継手及びその製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
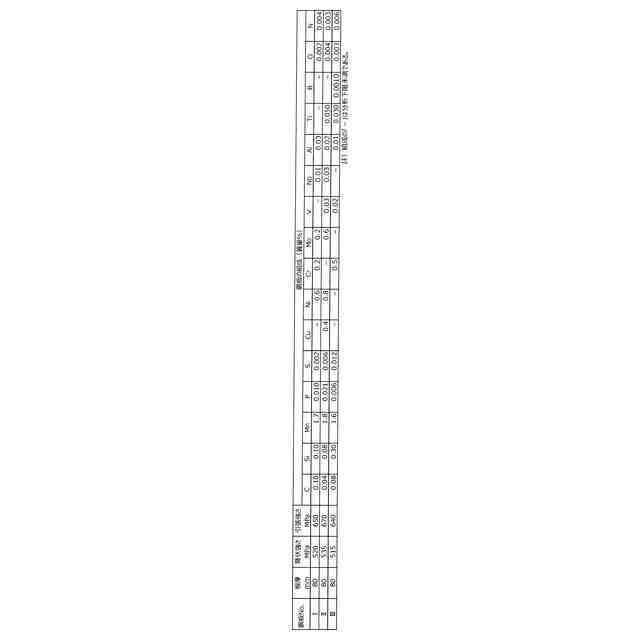
近年、建築構造物の大型化や大スパン化により、鉄骨に使用される鋼板は高強度化の傾向にある。従来、ボックス柱のスキンプレートとしては降伏強さが440MPaで引張強さが590MPa級鋼までの強度クラスが主であったが、最近、降伏強さを500MPaに高めた590MPa級鋼が使用されるようになってきた。
【0003】
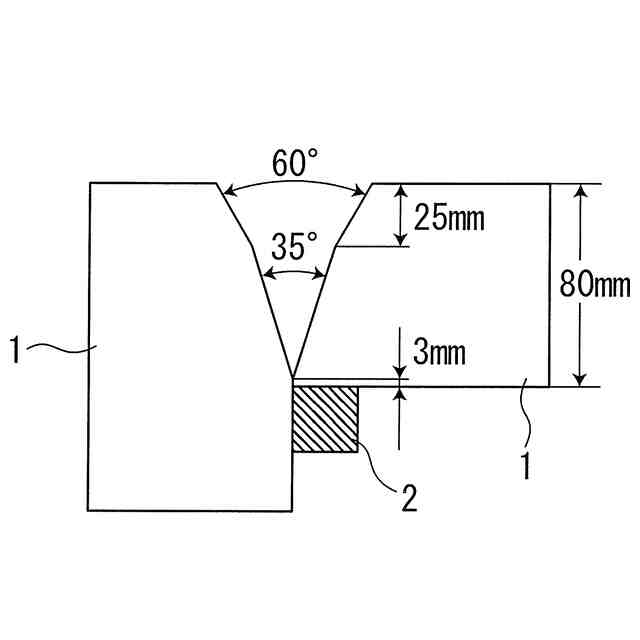
ボックス柱のスキンプレートの接合には、一般的にサブマージアーク溶接が適用される。特に、板厚70mm以上のスキンプレートでは、各パスの溶接入熱量(以下、単に「入熱」ともいう)が100kJ/cm以上の大入熱の多層サブマージアーク溶接方法が提案されている。
【0004】
例えば、特許文献1には、初層の入熱が300kJ/cm以上で、2パス目の溶接金属が母材に接していない多層サブマージアーク溶接による極厚溶接部材が記載されている。これは、2パス目の溶接狙い位置を開先中央として、初層の溶接金属に発生が懸念される高温割れを2パス目の溶接で溶解し、かつ2パス目の溶接金属を初層溶接金属上にのみ溶接して、開先内壁との間で生し易い融合不良の防止を図るものである。
【0005】
また、特許文献2には、極厚鋼板の多層サブマージアーク溶接において、初層溶接後スラグを残置してワーク全体を断熱材で被覆して所定時間保温し、第2層溶接を行い、以後溶接終了後一定時間経過後、次層溶接を行う溶接方法が記載されている。これは、溶接金属中の拡散性水素量の低減化を促し、第2層以降に生じやすい低温割れの防止を図るものである。
【0006】
また、特許文献3には、1パス目の入熱200kJ/cm以上の多層サブマージアーク溶接において、鉄粉を規定量含有するフラックスを使用し、溶接金属がB、Moを規定量含有し、溶接割れ感受性組成Pcmが規定範囲内である溶接方法が記載されている。これは、溶接金属中に生じる粒界フェライト組織を低減し、かつ粒界析出を抑制して、低温割れの抑制等を図るものである。
【先行技術文献】
【特許文献】
【0007】
特開2004-276117号公報
特開2014-217855号公報
特開2018-65152号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献2の方法では各パス間の保持時間が2~6時間と長いため、施工能率の低下を招く。また特許文献1又は3の溶接方法では、降伏強さ(0.2%耐力)が500MPa級の高張力鋼を多層サブマージアーク溶接した場合に、要求される溶接金属の強度を確保できないことがわかった。
【0009】
本発明は上記の事情に鑑み、多層サブマージアーク溶接において、高い施工能率で要求される強度及び靭性を満足する溶接継手を提供することを目的とする。
【0010】
ここで、要求される溶接金属の強度とは、溶接金属の開先幅中央部の鋼板表面下10mmの位置(図3参照)から採取した平行部径12.5mmφの引張試験片の常温の引張試験による降伏強さが500MPa以上及び引張強さが590MPa以上であることをいう。また、要求される溶接金属の靭性を確保するため、溶接金属の開先幅中央部の鋼板表面下7mmの位置(図4参照)から採取したVノッチシャルピー衝撃試験片のシャルピー衝撃試験を行い、試験温度:0℃における吸収エネルギーが47J以上を目標とした。なお、試験温度τ℃における吸収エネルギーは、以下「
V
Eτ℃」と表す。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
今日
個人
スラッジ除去装置
3か月前
日東精工株式会社
ねじ締め機
28日前
株式会社不二越
ドリル
24日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社FUJI
工作機械
2か月前
有限会社 ナプラ
金属粒子
1か月前
日東精工株式会社
多軸ねじ締め機
28日前
個人
複合金属回転式ホーン
3か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
3か月前
株式会社ダイヘン
多層盛り溶接方法
8日前
エフ・ピー・ツール株式会社
リーマ
10日前
株式会社ダイヘン
積層造形溶接方法
2か月前
日進工具株式会社
エンドミル
10日前
株式会社FUJI
チャック装置
1か月前
トヨタ自動車株式会社
接合方法
22日前
ブラザー工業株式会社
工作機械
29日前
ブラザー工業株式会社
工作機械
29日前
株式会社トーキン
溶接用トーチ
3か月前
トヨタ自動車株式会社
取付装置
3か月前
株式会社ナベヤ
締結装置
2か月前
株式会社ツガミ
工作機械
3か月前
大和ハウス工業株式会社
溶接方法
1か月前
株式会社不二越
歯車研削盤
2か月前
株式会社不二越
管用テーパタップ
1か月前
株式会社コスメック
クランプ装置
1か月前
ビアメカニクス株式会社
レーザ加工装置
28日前
株式会社プロテリアル
金属箔の溶接方法
28日前
株式会社不二越
超硬合金製ドリル
6日前
津田駒工業株式会社
2連回転割出し装置
1か月前
オークマ株式会社
工作機械
1か月前
オークマ株式会社
工作機械
2か月前
株式会社ダイヘン
溶接装置
21日前
オークマ株式会社
診断装置
2か月前
株式会社コスメック
クランプ装置
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ