TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025059952
公報種別
公開特許公報(A)
公開日
2025-04-10
出願番号
2023170381
出願日
2023-09-29
発明の名称
装着装置、装着方法及び製品の製造方法
出願人
新東工業株式会社
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
G01L
5/1627 20200101AFI20250403BHJP(測定;試験)
要約
【課題】旋削対象物が旋削加工機に対して正常に把持されたか否かを旋削加工前に検知する。
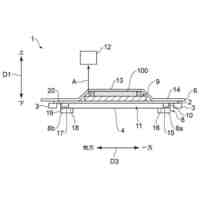
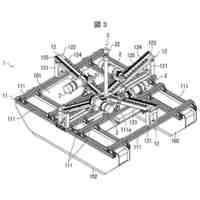
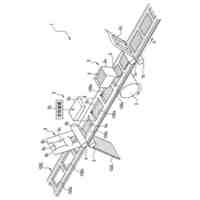
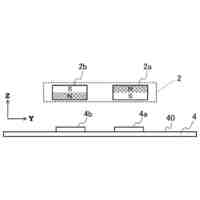
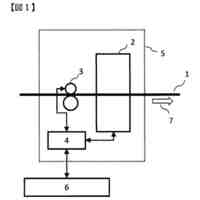
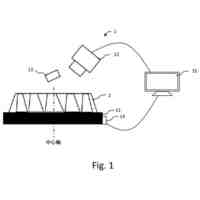
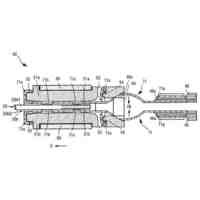
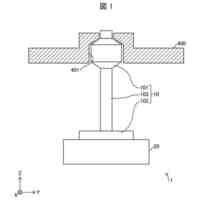
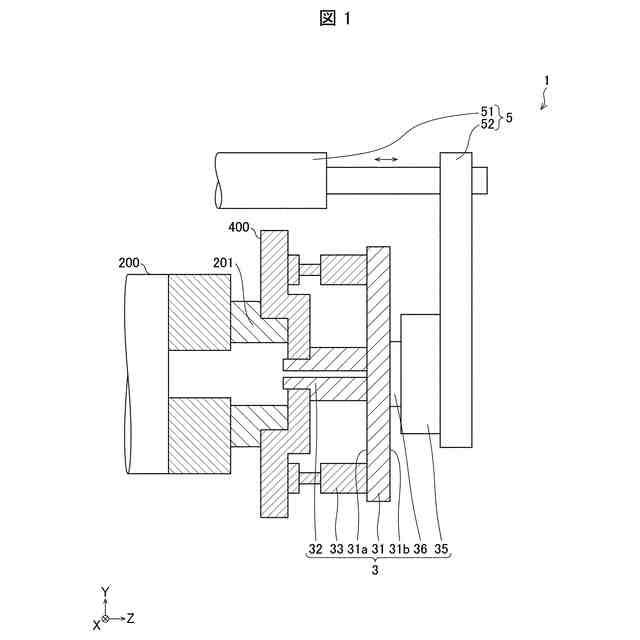
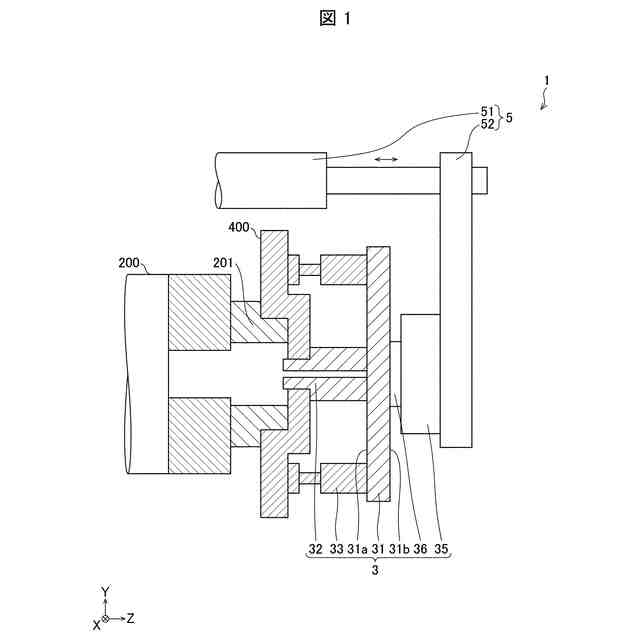
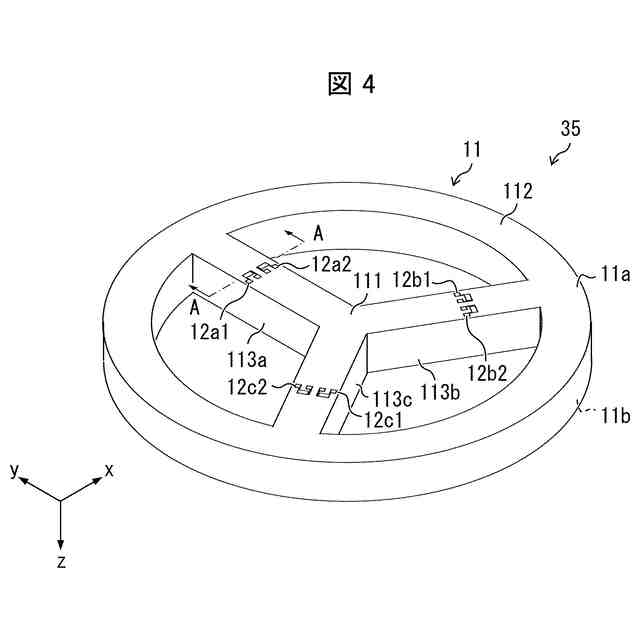
【解決手段】装着装置(1)は、旋削対象物(400)を旋削加工機(200)に対して押し付ける押付治具(3)を備え、前記押付治具(3)には、前記旋削対象物に接触可能な接触体(33)と、前記旋削加工機から前記旋削対象物に作用する、押付方向の力、及び、前記押付方向に直交する軸まわりのトルクを、前記接触体(33)を介して検知する力覚センサ(35)と、が取り付けられている。
【選択図】図1
特許請求の範囲
【請求項1】
旋削対象物を旋削加工機に装着させる装着装置であって、
前記旋削対象物を前記旋削加工機に対して押し付ける押付治具を備え、
前記押付治具には、
前記旋削対象物に接触可能な接触体と、
前記旋削加工機から前記旋削対象物に作用する、押付方向の力、及び、前記押付方向に直交する軸まわりのトルクを、前記接触体を介して検知する力覚センサと、
が取り付けられている、
装着装置。
続きを表示(約 820 文字)
【請求項2】
前記押付治具は、
前記押付方向と直交する方向に延在する平板状のベース部と、
前記ベース部の2つの主面のうち前記接触体が取り付けられている側の主面である第1の主面に取り付けられた、前記旋削対象物を把持するためのチャック部と、
を有しており、
前記力覚センサは、前記ベース部の2つの主面のうち前記第1の主面と反対側の主面である第2の主面側に取り付けられており、
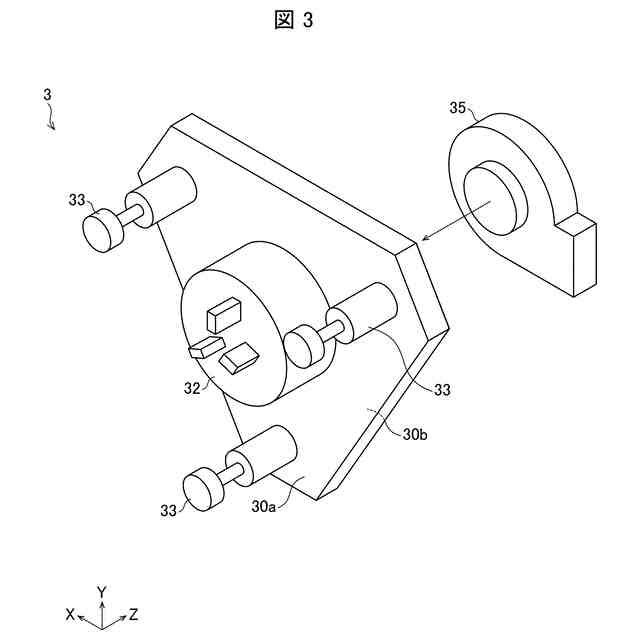
前記接触体は、前記押付方向に沿って延びた棒状の構造体であって、前記チャック部を中心とする仮想円に沿って等間隔に複数設けられている、
請求項1に記載の装着装置。
【請求項3】
前記力覚センサによって検知された前記押付方向の力、及び、前記押付方向に直交する軸まわりのトルクのうちの少なくとも一方が、所定の数値範囲を超えた値である場合に、所定の信号を発報する発報部を、更に備えている、
請求項1に記載の装着装置。
【請求項4】
前記旋削対象物は、抜き勾配を有した円盤状の鋳物である、
請求項1に記載の装着装置。
【請求項5】
旋削加工機に対して旋削対象物を装着する装着方法であって、
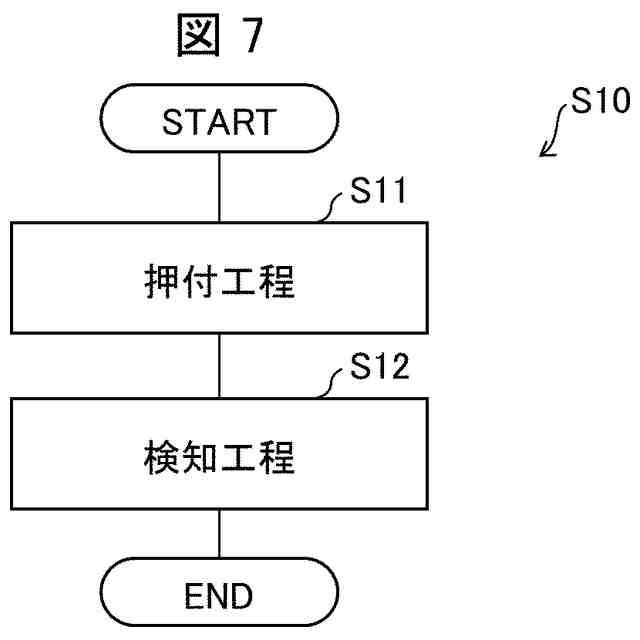
前記旋削対象物を、前記旋削加工機に対して押し付ける押付工程と、
前記押付工程の後に、前記旋削加工機から前記旋削対象物に作用する、押付方向の力、及び、前記押付方向に直交する軸まわりのトルクを、力覚センサによって検知する検知工程と、
を含む、
装着方法。
【請求項6】
請求項5に記載の装着方法を用いて、前記旋削加工機に対して、製品の母材となる前記旋削対象物を装着する装着工程を含む、製品の製造方法。
【請求項7】
前記製品は、ディスクブレーキプレートである、
請求項6に記載の製品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、旋削対象物を旋削加工機に装着させる装着装置及び装着方法、並びに製品の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
様々な機械加工において、加工対象物であるワークを把持するチャックが知られている。また、例えば特許文献1では、ワークを把持するチャックについて、当該チャックの把持力(保持力)を測定する保持力センサが開示されている。特許文献1の保持力センサは、ベース部の一方側に起歪体(大径曲板部、小径曲板部等を含む)が片持ち支持されており、チャックがこれらの曲板部を把持した際に、当該起歪体に取り付けられたひずみゲージが歪み、保持力(把持力)を検出する。
【0003】
ところで、ディスクブレーキプレートの製造において、旋削加工機のチャックによりディスクブレーキプレートを把持し、当該ディスクブレーキプレートを旋削加工することが知られている。また、このとき、旋削加工機のチャックに、ディスクブレーキプレートを把持させる(ロードする)ための機器を用いることにより、旋削加工のオートメーション化して、ディスクブレーキプレートを効率よく製造することも知られている。
【0004】
ディスクブレーキプレートは、ディスクロータとも称される円盤状の構造物である。ディスクブレーキプレートは、ブレーキキャリパーとともにディスクブレーキを構成している。ここで、例えば特許文献2には、アクチュエータにより直動部材を推進してブレーキパッド(ブレーキキャリパー)をディスクロータへ押圧して制動力を発生させるディスクブレーキにおいて、直動部材とブレーキパッドとの間の押圧力を受けて該押圧力に対応するアナログ値を出力する押圧力センサを備えた構成が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2022-70011号公報
特開2004-92812号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上述の旋削加工機は、旋削加工機に対して旋削対象物が正常に把持(チャッキング)されていることによって、旋削対象物に対する所望の旋削加工が可能となる。しかしながら、旋削対象物が旋削加工機に対して正常に把持されたか否かを旋削加工前に検知できる構成は知られていない。
【0007】
本発明の一態様は、旋削対象物が旋削加工機に対して正常に把持されたか否かを旋削加工前に検知できる装着装置、装着方法及び製品の製造方法を実現することを目的とする。
【課題を解決するための手段】
【0008】
上記の課題を解決するために、本発明の一態様に係る装着装置は、旋削対象物を旋削加工機に装着させる装着装置であって、前記旋削対象物を前記旋削加工機に対して押し付ける押付治具を備え、前記押付治具には、前記旋削対象物に接触可能な接触体と、前記旋削加工機から前記旋削対象物に作用する、押付方向の力、及び、前記押付方向に直交する軸まわりのトルクを、前記接触体を介して検知する力覚センサと、が取り付けられている。
【0009】
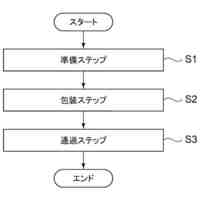
上記の課題を解決するために、本発明の一態様に係る装着方法は、旋削加工機に対して旋削対象物を装着する装着方法であって、前記旋削対象物を、前記旋削加工機に対して押し付ける押付工程と、前記押付工程の後に、前記旋削加工機から前記旋削対象物に作用する、押付方向の力、及び、前記押付方向に直交する軸まわりのトルクを、力覚センサによって検知する検知工程と、を含む。
【0010】
上記の課題を解決するために、本発明の一態様に係る製品の製造方法は、上述した装着方法を用いて、前記旋削加工機に対して、製品の母材となる前記旋削対象物を装着する装着工程を含む。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
新東工業株式会社
分級装置及び粉塵固化システム
23日前
新東工業株式会社
システム、およびサンドバッグ
1か月前
新東工業株式会社
鋳物砂の検査方法及び検査装置
2か月前
三洋化成工業株式会社
包装装置
2か月前
新東工業株式会社
搬送装置及びこれを用いた搬送方法
1か月前
新東工業株式会社
装着装置、装着方法及び製品の製造方法
27日前
新東工業株式会社
鋳型造型用バインダ及び鋳型造型用組成物
2か月前
新東工業株式会社
パラレルリンク機構、運搬装置および作業用ロボット
2か月前
新東工業株式会社
検査装置、検査方法及びディスクブレーキプレートの製造方法
27日前
新東工業株式会社
トルクセンサ、トルク検出部、およびトルクセンサの製造方法
1か月前
三洋化成工業株式会社
リチウムイオン電池用電極の製造方法
2か月前
三洋化成工業株式会社
リチウムイオン二次電池の電極の製造装置
2か月前
三洋化成工業株式会社
リチウムイオン二次電池の電極の製造方法
2か月前
三洋化成工業株式会社
リチウムイオン電池用電極の製造方法および製造装置
2か月前
三洋化成工業株式会社
リチウムイオン二次電池の電極の製造装置及び製造方法
2か月前
個人
粒子分析装置
13日前
株式会社イシダ
計量装置
7日前
個人
アクセサリー型テスター
14日前
日本精機株式会社
位置検出装置
1か月前
株式会社ミツトヨ
画像測定機
15日前
東レ株式会社
シート状物の検査方法
28日前
栄進化学株式会社
浸透探傷用濃縮液
20日前
株式会社テイエルブイ
振動検出装置
13日前
エイブリック株式会社
電流検出回路
27日前
東ソー株式会社
自動分析装置及び方法
1か月前
トヨタ自動車株式会社
検査装置
7日前
株式会社チノー
放射光測温装置
27日前
ダイハツ工業株式会社
試料セル
13日前
日本特殊陶業株式会社
ガスセンサ
27日前
日本特殊陶業株式会社
ガスセンサ
27日前
株式会社 キョーワ
食品搬送装置
27日前
トヨタ自動車株式会社
電気自動車
14日前
大和製衡株式会社
計量装置
20日前
株式会社熊谷組
計測システム
20日前
理研計器株式会社
ガス検出器
15日前
理研計器株式会社
ガス検出器
15日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ