TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025068942
公報種別
公開特許公報(A)
公開日
2025-04-30
出願番号
2023179076
出願日
2023-10-17
発明の名称
工具ホルダの位置決め機構
出願人
オークマ株式会社
代理人
個人
,
個人
主分類
B23B
29/20 20060101AFI20250422BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ホルダ保持装置に手を加えることなく、省スペースで容易に工具ホルダの位置決めが可能で、十分な調整代も確保できるようにする。
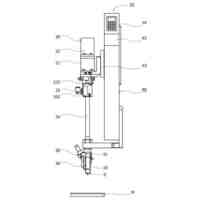
【解決手段】位置決め機構15は、工具ホルダ10に設けられる基準ブロック16と、工具ホルダ10の位置を調整可能な位置調整部17とを有する。位置調整部17は、工具ホルダ10に設けられたボルト20と、取付面2と当接する支点片27の下端を支点として傾動可能に設けられ、当該傾動によりボルト20を押圧可能なテコ部材19と、テコ部材19に対して移動可能に設けられ、テコ部材19への移動操作によりテコ部材19を押圧可能な操作ネジ22と、を含む。操作ネジ22は、取付面2との直交方向へ移動可能に設けられ、移動操作によりテコ部材19を押圧して支点片27の下端を支点として傾動させることで、テコ部材19を介してボルト20を押圧し、工具ホルダ10を固定位置へ移動させる。
【選択図】図2
特許請求の範囲
【請求項1】
工具を保持する工具ホルダを、ホルダ保持装置の取付面における所定の固定位置へ位置決めするための位置決め機構であって、
前記工具ホルダに設けられ、前記固定位置で前記ホルダ保持装置に当接可能な基準ブロックと、前記取付面に対する前記工具ホルダの位置を調整可能な位置調整部と、を有し、
前記位置調整部は、前記工具ホルダに設けられた被押圧部と、前記取付面と当接してその当接部位を支点として傾動可能に設けられ、当該傾動により前記被押圧部を押圧可能なテコ部材と、前記テコ部材に対して移動可能に設けられ、前記テコ部材への移動操作により前記テコ部材を押圧可能な操作部材と、を含み、
前記操作部材は、前記取付面との交差方向へ移動可能に設けられ、移動操作により前記テコ部材を押圧して前記取付面との当接部位を支点として傾動させることで、前記テコ部材を介して前記被押圧部を押圧し、前記工具ホルダを前記固定位置へ移動させることを特徴とする工具ホルダの位置決め機構。
続きを表示(約 610 文字)
【請求項2】
前記位置調整部は、前記テコ部材を前記被押圧部と直接又は間接的に当接させた状態で保持する弾性部材をさらに有することを特徴とする請求項1に記載の工具ホルダの位置決め機構。
【請求項3】
前記工具ホルダは、前記位置調整部を収容する収容部を有し、
前記位置調整部は、前記テコ部材を前記交差方向に付勢して前記テコ部材を前記収容部の内面に当接させる付勢手段をさらに有し、前記操作部材の移動操作により前記テコ部材を押圧することで、前記テコ部材は、前記取付面との当接部位を支点として変形を伴いながら傾動することを特徴とする請求項1に記載の工具ホルダの位置決め機構。
【請求項4】
前記テコ部材は、前記工具ホルダが前記固定位置に達した際に前記ホルダ保持装置に当接するストッパを有し、前記基準ブロックと前記ストッパとで前記ホルダ保持装置を挟持して前記工具ホルダを前記固定位置に位置決めすることを特徴とする請求項1乃至3の何れかに記載の工具ホルダの位置決め機構。
【請求項5】
前記被押圧部は、前記交差方向で前記テコ部材を貫通して前記工具ホルダにねじ込み結合されるボルトであり、前記テコ部材は、前記操作部材の押圧による傾動の際には、前記ボルトの貫通孔が前記ボルトを押圧して前記工具ホルダを移動させることを特徴とする請求項1乃至3の何れかに記載の工具ホルダの位置決め機構。
発明の詳細な説明
【技術分野】
【0001】
本開示は、工具が取り付けられた工具ホルダをタレット等のホルダ保持装置に固定する際、工具ホルダをホルダ保持装置に位置決めするための位置決め機構に関する。
続きを表示(約 3,800 文字)
【背景技術】
【0002】
例えば旋盤に設けた刃物台には、タレットの周面に複数の工具ホルダが固定されている。図15Aに示すように、工具ホルダ60は、タレット50の取付面51に固定されて、タレット50から突出する突出端部に工具61が取り付けられている。工具ホルダ60は、図示しない固定ボルトで取付面51に固定される。
工具ホルダ60の突出端部の底面には、タレット50への固定位置でタレット50の端面に当接する基準ブロック62が設けられている。工具ホルダ60の突出端部と反対側の端部には、工具ホルダ60を固定位置で位置決めする位置決め機構63が設けられている。この位置決め機構63は、工具ホルダ60の端面から下向きに突出してタレット50の反対側の端面に当接するテコ式ガイド64と、このテコ式ガイド64をタレット50の端面を押圧する方向へ傾動させる図示しない送りネジとを備えている。ここでは六角棒レンチ65等の工具で送りネジを回転操作してテコ式ガイド64を傾動させると、工具ホルダ60が矢印の方向に引っ張られて基準ブロック62がタレット50の端面に当接する固定位置に位置決めされる。位置決め後、工具ホルダ60に上方から貫通させた固定ボルトを取付面51の図示しないネジ孔にねじ込むと、工具ホルダ60が固定される。
【0003】
図15Aの位置決め機構63の場合、テコ式ガイド64を操作する六角棒レンチ65を差し込むための空間が必要となる。よって、図15Bのようにテコ式ガイド64に近い位置にカバー52等の干渉物が存在すると、工具ホルダ60の位置決め及び取り外しが困難となる。
そこで、特許文献1には、ツールホルダ(工具ホルダ)の底面に設けたシャンクを、タレットの端面に設けたシャンク穴に差し込むと共に、ツールホルダの底面に、基準穴と、偏心軸部を有する偏心軸を設ける一方、タレットの端面に、基準穴に嵌合する位置決めピンと、偏心軸部が挿入される挿入穴とを設けた工具クランプ装置の発明が開示されている。ここでは偏心軸を回転させて偏心軸部を挿入穴の内周壁に押圧させることで、位置決めピンを相反方向で基準穴に押圧させ、突っ張り力を作用させて固定することができる。
【先行技術文献】
【特許文献】
【0004】
実開平3-109734号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1の工具クランプ装置は、タレットに位置決めピンと挿入穴とを設ける必要があり、余計な加工が必要となる。
また、偏心軸部の回転をツールホルダの直線移動に変換するため、位置決めの調整代が少なくなっている。よって、この装置を回転工具ホルダに採用すると、工具を回転させる歯車の噛み合い位置が適正でない場合が生じても、調整代で噛み合い位置を修正できない状態が起こり得る。この場合、そのまま加工に使用すると騒音の原因となるおそれがある。
【0006】
そこで、本開示は、タレット等のホルダ保持装置に手を加えることなく、省スペースで容易に工具ホルダの位置決めが可能となり、十分な調整代も確保できる工具ホルダの位置決め機構を提供することを目的としたものである。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本開示は、工具を保持する工具ホルダを、ホルダ保持装置の取付面における所定の固定位置へ位置決めするための位置決め機構であって、
前記工具ホルダに設けられ、前記固定位置で前記ホルダ保持装置に当接可能な基準ブロックと、前記取付面に対する前記工具ホルダの位置を調整可能な位置調整部と、を有し、
前記位置調整部は、前記工具ホルダに設けられた被押圧部と、前記取付面と当接してその当接部位を支点として傾動可能に設けられ、当該傾動により前記被押圧部を押圧可能なテコ部材と、前記テコ部材に対して移動可能に設けられ、前記テコ部材への移動操作により前記テコ部材を押圧可能な操作部材と、を含み、
前記操作部材は、前記取付面との交差方向へ移動可能に設けられ、移動操作により前記テコ部材を押圧して前記取付面との当接部位を支点として傾動させることで、前記テコ部材を介して前記被押圧部を押圧し、前記工具ホルダを前記固定位置へ移動させることを特徴とする。
本開示の別の態様は、上記構成において、前記位置調整部は、前記テコ部材を前記被押圧部と直接又は間接的に当接させた状態で保持する弾性部材をさらに有することを特徴とする。
本開示の別の態様は、上記構成において、前記工具ホルダは、前記位置調整部を収容する収容部を有し、
前記位置調整部は、前記テコ部材を前記交差方向に付勢して前記テコ部材を前記収容部の内面に当接させる付勢手段をさらに有し、前記操作部材の移動操作により前記テコ部材を押圧することで、前記テコ部材は、前記取付面との当接部位を支点として変形を伴いながら傾動することを特徴とする。
本開示の別の態様は、上記構成において、前記テコ部材は、前記工具ホルダが前記固定位置に達した際に前記ホルダ保持装置に当接するストッパを有し、前記基準ブロックと前記ストッパとで前記ホルダ保持装置を挟持して前記工具ホルダを前記固定位置に位置決めすることを特徴とする。
本開示の別の態様は、上記構成において、前記被押圧部は、前記交差方向で前記テコ部材を貫通して前記工具ホルダにねじ込み結合されるボルトであり、前記テコ部材は、前記操作部材の押圧による傾動の際には、前記ボルトの貫通孔が前記ボルトを押圧して前記工具ホルダを移動させることを特徴とする。
【発明の効果】
【0008】
本開示によれば、テコ部材を押圧する操作部材が取付面との交差方向へ移動操作されるので、工具ホルダの位置決め機構側にカバー等の干渉物があっても支障なく位置決め操作が可能となる。また、ホルダ保持装置に位置決めのための構成部を設けることなく、工具ホルダにテコ部材を含む位置調整部を設けるだけで位置決めが行えると共に、傾動するテコ部材によって工具ホルダの移動が効率よく行える。よって、ホルダ保持装置に手を加えることなく、省スペースで容易に工具ホルダの位置決めが可能となり、十分な調整代も確保できる。
【図面の簡単な説明】
【0009】
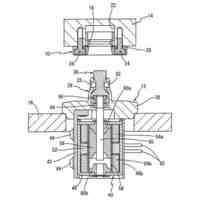
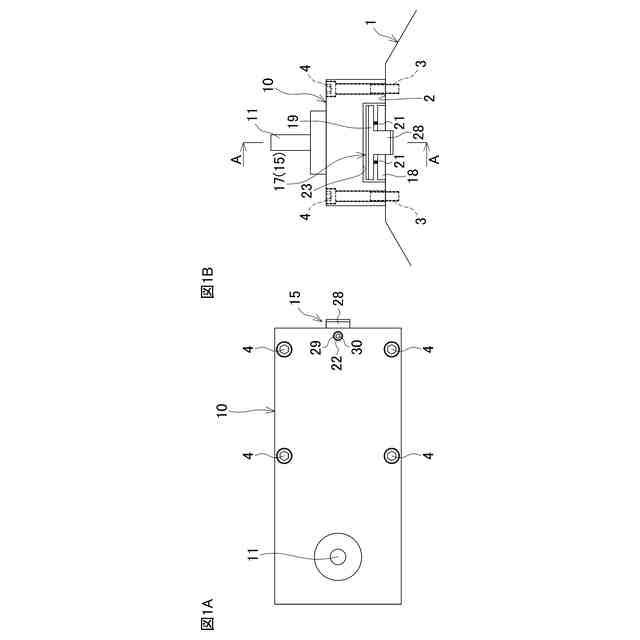
形態1の位置決め機構を備えた工具ホルダの説明図で、図1Aが平面、図1Bが背面をそれぞれ示す。
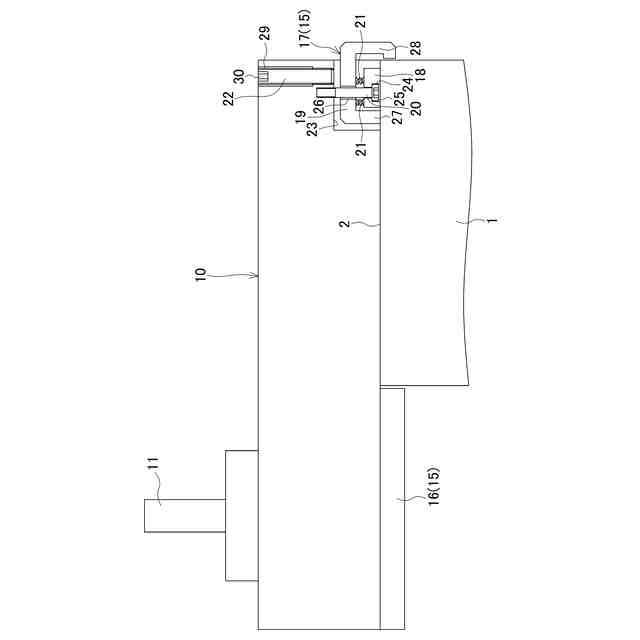
図1BのA-A線拡大断面図である。
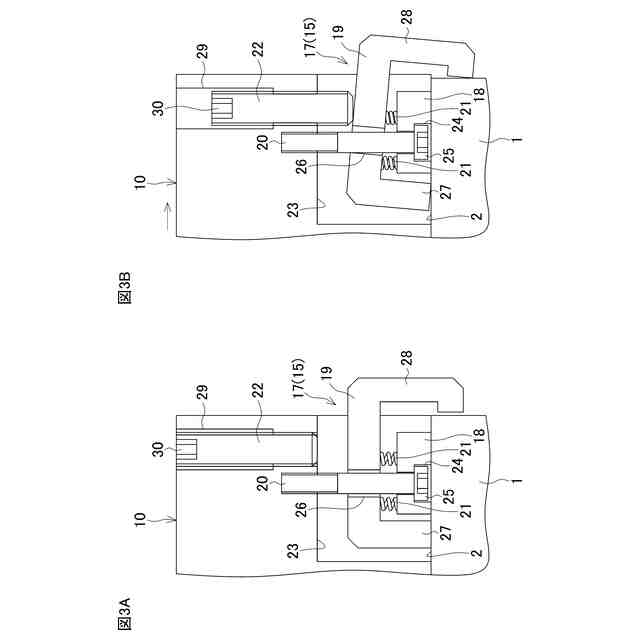
形態1の位置決め機構部分の拡大図で、図3Aは位置決め前、図3Bは位置決め状態をそれぞれ示す。
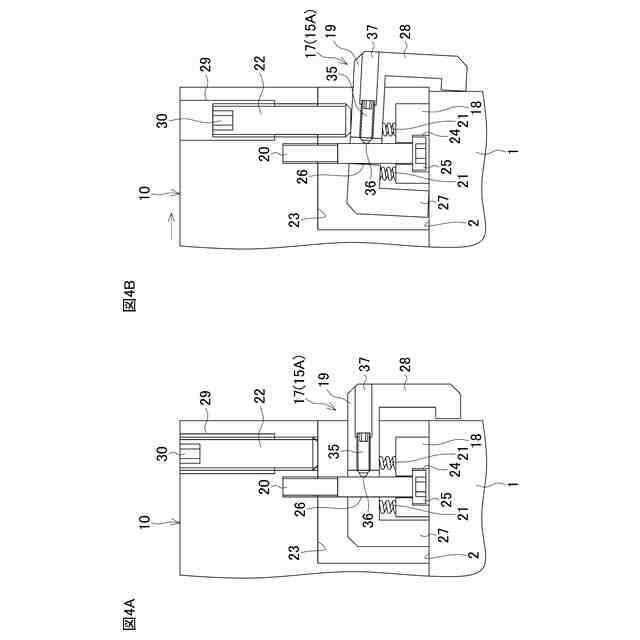
形態2の位置決め機構部分の拡大図で、図4Aは位置決め前、図4Bは位置決め状態をそれぞれ示す。
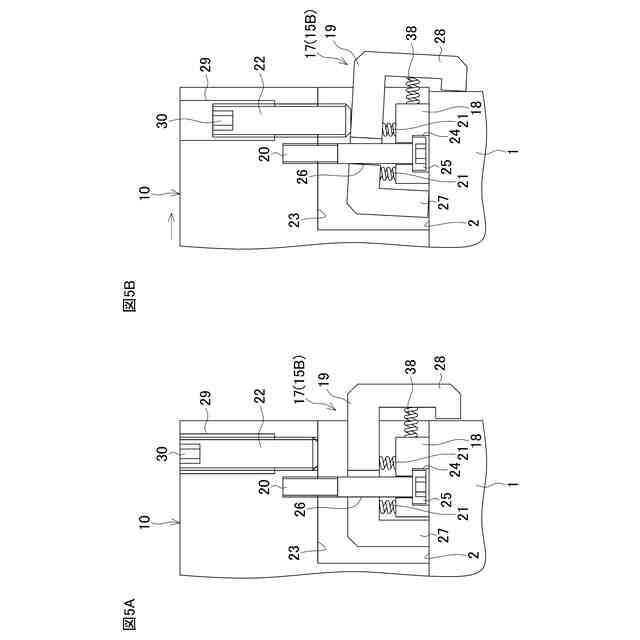
形態3の位置決め機構部分の拡大図で、図5Aは位置決め前、図5Bは位置決め状態をそれぞれ示す。
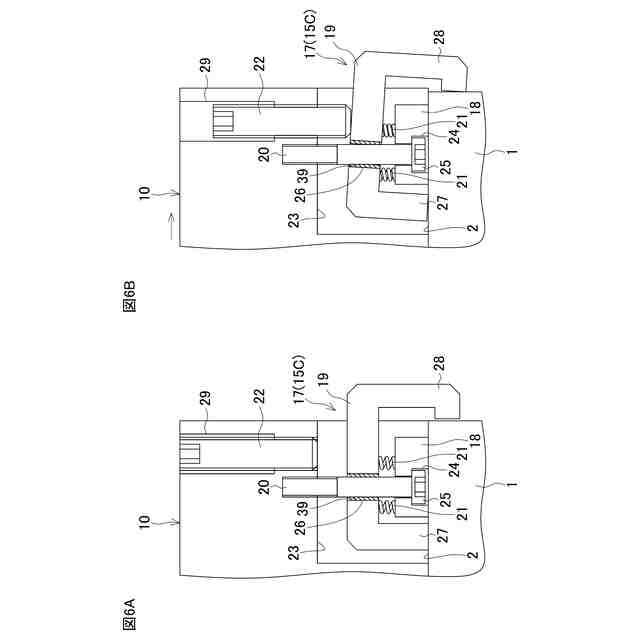
形態4の位置決め機構部分の拡大図で、図6Aは位置決め前、図6Bは位置決め状態をそれぞれ示す。
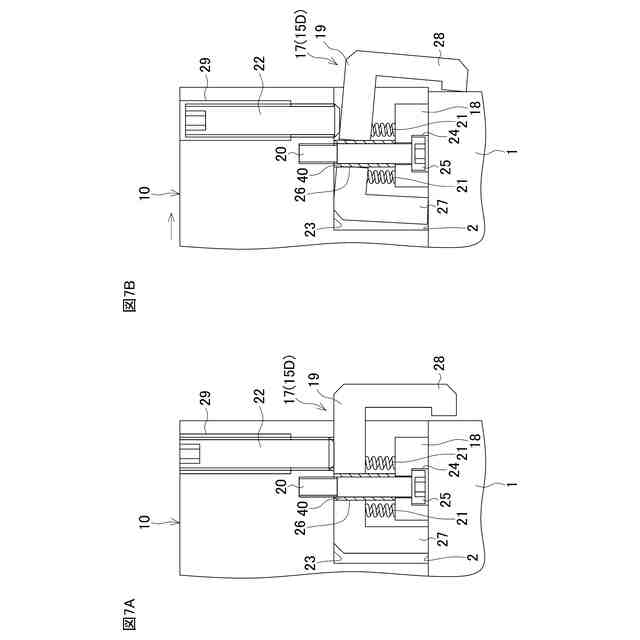
形態5の位置決め機構部分の拡大図で、図7Aは位置決め前、図7Bは位置決め状態をそれぞれ示す。
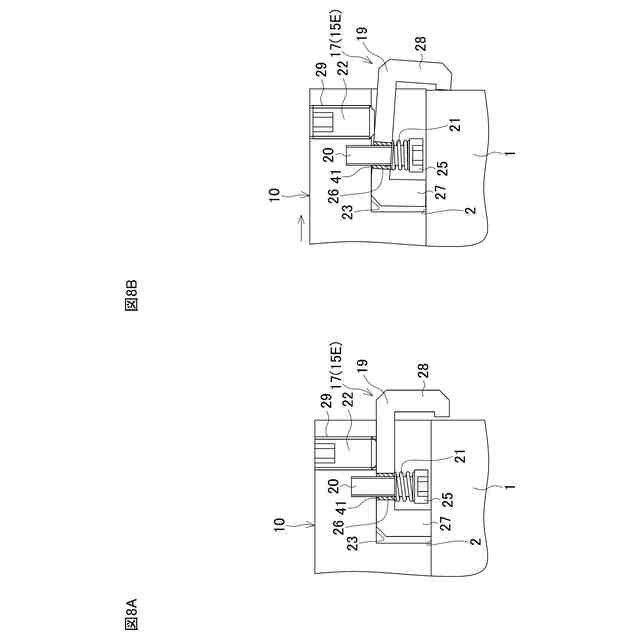
形態6の位置決め機構部分の拡大図で、図8Aは位置決め前、図8Bは位置決め状態をそれぞれ示す。
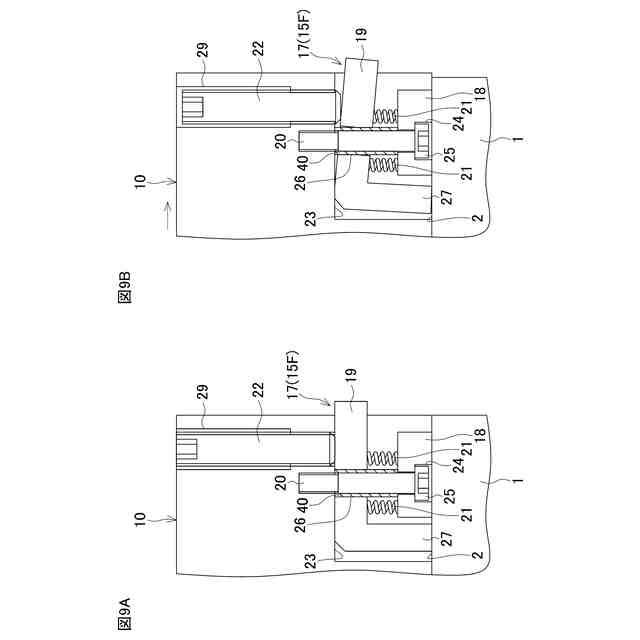
形態7の位置決め機構部分の拡大図で、図9Aは位置決め前、図9Bは位置決め状態をそれぞれ示す。
形態8の位置決め機構部分の拡大図で、図10Aは位置決め前、図10Bは位置決め状態をそれぞれ示す。
図10AのB-B線断面図である。
形態8の位置調整部の説明図で、図12Aが平面、図12Bが側面、図12Cが背面をそれぞれ示す。
形態8の位置調整部の斜視図である。
形態8の位置調整部の分解斜視図である。
従来の位置決め機構の説明図で、図15Aが干渉物がない場合、図15Bが干渉物がある場合をそれぞれ示す。
【発明を実施するための形態】
【0010】
以下、本開示の実施の形態を図面に基づいて説明する。
[形態1]
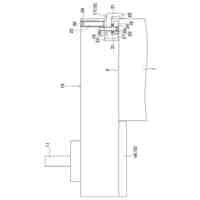
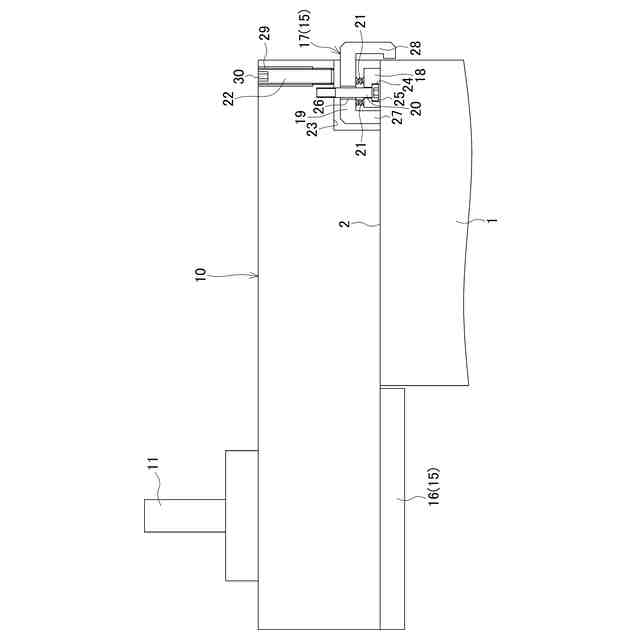
図1は、旋盤のタレットに固定される工具ホルダに本開示の位置決め機構を適用した一例を示す説明図である。図1Aが平面、図1Bが背面をそれぞれ示している。図2は、図1BのA-A線拡大断面図である。ここでは説明の便宜上、工具ホルダ10が突出する図1A及び図2の左側を前方、右側を後方として説明する。図1Bでは上側が上方となる。
タレット1の周面には、工具ホルダ10の取付面2が形成されている。取付面2には、工具ホルダ10を固定するための4本の固定ボルト4,4・・がねじ込まれる4つのネジ孔3,3・・が形成されている。タレット1は、本開示のホルダ保持装置の一例である。
工具ホルダ10は、タレット1の中心軸方向と平行となる前後方向に延びるブロック状で、工具11が取り付けられる前端がタレット1から前方へ突出した状態で固定される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
オークマ株式会社
PWM制御装置
22日前
オークマ株式会社
複合旋盤用刃物台
7日前
オークマ株式会社
工具ホルダの位置決め機構
7日前
オークマ株式会社
工作機械の表示装置及び工作機械の表示装置における表示方法
9日前
株式会社不二越
ドリル
23日前
日東精工株式会社
ねじ締め機
27日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
27日前
株式会社FUJI
工作機械
2か月前
有限会社 ナプラ
金属粒子
1か月前
日進工具株式会社
エンドミル
9日前
株式会社ダイヘン
多層盛り溶接方法
7日前
株式会社ダイヘン
積層造形溶接方法
2か月前
エフ・ピー・ツール株式会社
リーマ
9日前
株式会社ナベヤ
締結装置
2か月前
ブラザー工業株式会社
工作機械
28日前
ブラザー工業株式会社
工作機械
28日前
トヨタ自動車株式会社
接合方法
21日前
株式会社FUJI
チャック装置
1か月前
津田駒工業株式会社
2連回転割出し装置
1か月前
オークマ株式会社
工作機械
1か月前
株式会社コスメック
クランプ装置
1か月前
株式会社ダイヘン
溶接装置
20日前
大和ハウス工業株式会社
溶接方法
1か月前
株式会社コスメック
クランプ装置
1か月前
オークマ株式会社
工作機械
2か月前
株式会社不二越
管用テーパタップ
29日前
ビアメカニクス株式会社
レーザ加工装置
27日前
株式会社不二越
超硬合金製ドリル
5日前
株式会社プロテリアル
金属箔の溶接方法
27日前
大肯精密株式会社
自動送り穿孔機
21日前
オークマ株式会社
診断装置
2か月前
トヨタ自動車株式会社
レーザ加工機
1か月前
スター精密株式会社
工作機械
1か月前
オーエスジー株式会社
ドリル
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ