TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025069754
公報種別
公開特許公報(A)
公開日
2025-05-01
出願番号
2023179672
出願日
2023-10-18
発明の名称
鋳鉄管の管内面塗装方法
出願人
株式会社栗本鐵工所
代理人
弁理士法人朝日奈特許事務所
主分類
B05D
1/36 20060101AFI20250423BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】よりピンホールの発生が抑えられた鋳鉄管を提供することのできる管内面の塗装方法を提供することを目的とする。
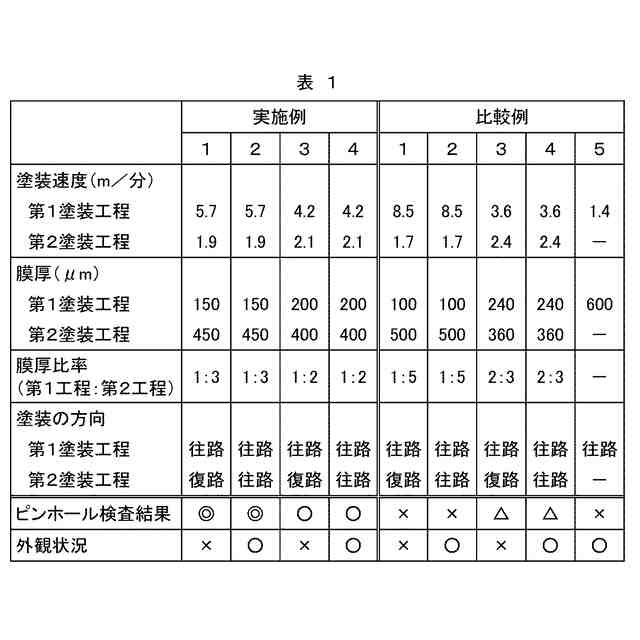
【解決手段】鋳鉄管内面に粉体塗料を塗装する鋳鉄管の管内面塗装方法であって、少なくとも粉体塗料を鋳鉄管内面に塗装する第1塗装工程および第2塗装工程を含み、第2塗装工程は、粉体塗料を鋳鉄管内面に塗装する最終の塗装工程であり、かつ第2塗装工程により形成される塗膜の膜厚が、第2塗装工程より前に形成される粉体塗料による塗膜の膜厚の2~3.5倍となるように実施される管内面塗装方法。
【選択図】なし
特許請求の範囲
【請求項1】
鋳鉄管内面に粉体塗料を塗装する鋳鉄管の管内面塗装方法であって、
少なくとも粉体塗料を鋳鉄管内面に塗装する第1塗装工程および第2塗装工程を含み、
前記第2塗装工程は、前記粉体塗料を前記鋳鉄管内面に塗装する最終の塗装工程であり、かつ前記第2塗装工程により形成される塗膜の膜厚が、前記第2塗装工程より前に形成される前記粉体塗料による塗膜の膜厚の2~3.5倍となるように実施される
管内面塗装方法。
続きを表示(約 360 文字)
【請求項2】
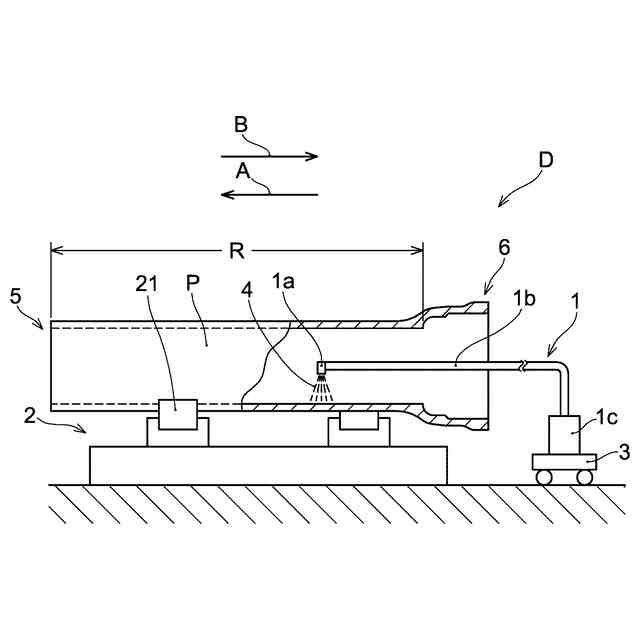
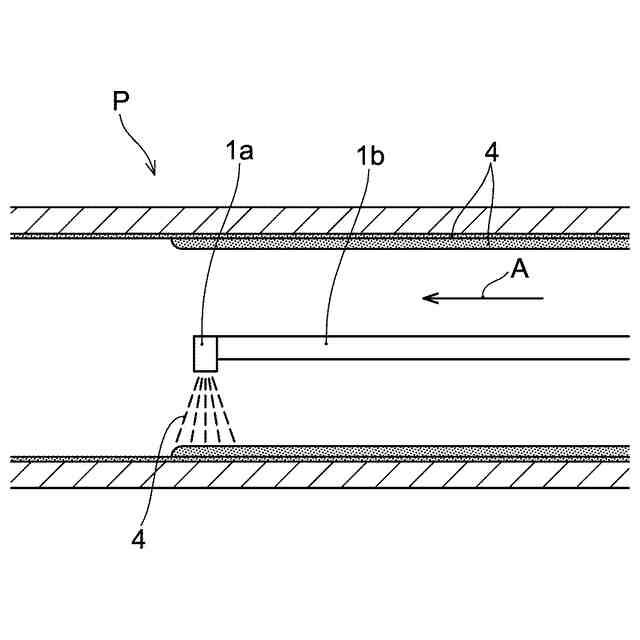
前記第2塗装工程は、前記粉体塗料を吐出する吐出部が、前記鋳鉄管の管軸方向の一端から管内部へと挿入され、他端へと進行しながら塗装することにより実施される請求項1記載の管内面塗装方法。
【請求項3】
前記第2塗装工程は、前記第2塗装工程により形成される塗膜の膜厚が、前記第2塗装工程より前に形成される前記粉体塗料の塗膜の膜厚の2.5~3.5倍となるように実施される請求項1または2記載の管内面塗装方法。
【請求項4】
前記第2塗装工程は、前記第1塗装工程の塗装速度の1/2~2/7の速度で実施される請求項1または2記載の管内面塗装方法。
【請求項5】
前記第2塗装工程は、前記第1塗装工程の塗装速度の1/2~2/7の速度で実施される請求項3記載の管内面塗装方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋳鉄管の管内面塗装方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
ダクタイル鉄管は上水道の配管材料として用いられており、管内面には水質衛生性や防食性に優れたエポキシ樹脂粉体塗装が施されている。また、エポキシ樹脂粉体塗装は耐薬品性に優れていることから、下水道用の内面塗装にも用いられている。
【0003】
ダクタイル鉄管の直管は遠心鋳造法により製造されるが、遠心鋳造では管内面側に不純物や鋳造欠陥が発生しやすい。この管内面側に存在する不純物や鋳造欠陥は、エポキシ樹脂粉体塗装を行った際、その塗膜にピンホールなどの欠陥を生じさせる一因となる。そのため、通常エポキシ樹脂粉体塗装前にはそれらを除去するための研磨工程が実施されている。
【0004】
特許文献1ではピンホール不良を低減するために、管体内面の内面研磨用の砥石と研掃用のブラシの回転を逆方向にする技術が開示されている。また、特許文献2では、珪砂を用いた塗装方法によるピンホール不良の低減について、管内面の管軸方向で粉体塗料を往復塗装する際の往路と復路の塗装速度を変化させる技術が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2018-161680号公報
特開2021-30133号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、例えば、呼び径が大きいダクタイル鉄管の場合や、製造条件の違いなどによって、管内面に発生する不純物や鋳造欠陥などの内面状態は一定になりにくく、内面状態が悪い場合は上記研磨・研掃工程や特許文献の技術を用いても、ピンホール不良が発生する場合があった。
【0007】
そこで、本発明は、よりピンホールの発生が抑えられた鋳鉄管を提供することのできる管内面の塗装方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
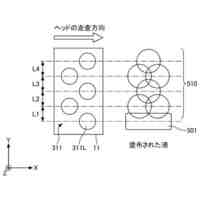
本発明者らは、上記課題を解決するために鋭意検討した結果、鋳鉄管の内面をエポキシ樹脂粉体塗料により塗装する際、管軸方向に塗装する工程を少なくとも2回行い、最終回の塗装工程による塗膜の厚さを最終回より前に形成される塗膜の厚さの2~3.5倍となるようにすることで、鋳鉄管の内面塗膜におけるピンホールの発生を抑制できることを見出し、本発明を完成した。
【0009】
すなわち、本発明は、鋳鉄管内面に粉体塗料を塗装する鋳鉄管の管内面塗装方法であって、
少なくとも粉体塗料を鋳鉄管内面に塗装する第1塗装工程および第2塗装工程を含み、
前記第2塗装工程は、前記粉体塗料を前記鋳鉄管内面に塗装する最終の塗装工程であり、かつ前記第2塗装工程により形成される塗膜の膜厚が、前記第2塗装工程より前に形成される前記粉体塗料による塗膜の膜厚の2~3.5倍となるように実施される
管内面塗装方法に関する。
【発明の効果】
【0010】
本発明によれば、鋳鉄管内面に粉体塗料を塗装する鋳鉄管において、よりピンホールの発生が抑えられた鋳鉄管を提供することが可能な、管内面の塗装方法を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社栗本鐵工所
微細気泡発生器
26日前
株式会社栗本鐵工所
鋳鉄管の管内面塗装方法
5日前
株式会社栗本鐵工所
材料の移送装置、および、ニードルの清掃方法
5日前
株式会社栗本鐵工所
中空コンクリート構造体の補修方法
25日前
株式会社栗本鐵工所
キャビテーション発生器、及び、キャビテーション発生方法
21日前
ベック株式会社
被膜形成方法
19日前
菊水化学工業株式会社
塗装方法
1か月前
ベック株式会社
装飾被膜の形成方法
1か月前
中外炉工業株式会社
塗布装置
27日前
東レエンジニアリング株式会社
塗布装置
14日前
富士合成株式会社
スラッジ回収構造
1か月前
兵神装備株式会社
塗布検査システム
1か月前
株式会社吉野工業所
トリガー式吐出器
1か月前
株式会社大気社
塗装装置
2か月前
株式会社吉谷機械製作所
放水装置
2か月前
株式会社マキタ
グリース吐出装置
5日前
株式会社吉野工業所
吐出器
2か月前
トヨタ自動車東日本株式会社
塗料調色方法
28日前
日本リグランド株式会社
流体散布ユニット
1か月前
個人
ホースやノズルの長尺部の挟持具
26日前
株式会社吉野工業所
液体噴出器
1か月前
株式会社リコー
液滴吐出装置及び液滴吐出方法
1か月前
東レ株式会社
シート状基材への塗布装置および塗布方法
2か月前
株式会社吉野工業所
ポンプ式吐出器
2か月前
株式会社リコー
液体塗布装置及びキャッピング方法
1か月前
株式会社カネカ
積層体の製造方法、及び成形体の製造方法
4日前
アスザック株式会社
塗液回収器およびスピンコーター
1か月前
セイコーエプソン株式会社
液体噴射装置
1か月前
株式会社リコー
液体吐出装置及び液体吐出方法
1か月前
株式会社ディスコ
被覆装置
19日前
株式会社不二越
塗布装置
1か月前
トヨタ自動車株式会社
集電箔の製造方法
20日前
トヨタ自動車株式会社
集電箔の製造方法
20日前
株式会社ウレタンメンテナンスサービス
塗布装置
2か月前
TDK株式会社
霧化装置、及び、霧化方法
2か月前
株式会社SUBARU
塗布装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ