TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025071377
公報種別
公開特許公報(A)
公開日
2025-05-07
出願番号
2022043260
出願日
2022-03-18
発明の名称
回転電機用ステータ製造方法
出願人
株式会社アイシン
代理人
主分類
H02K
15/085 20060101AFI20250425BHJP(電力の発電,変換,配電)
要約
【課題】液状樹脂材料の材料選択性を低下させることなく、接合部の角部の液状樹脂材料の厚みを適切に確保する。
【解決手段】ステータコアにステータコイルを形成する複数のコイル片を装着してワークを形成する装着工程と、装着工程の後に、ワークにおける軸方向一端側において、一のコイル片と他の一のコイル片のそれぞれの先端部同士を接合する接合工程と、接合工程の後に、ワークにおける先端部同士の接合箇所を含む含浸対象部位に、液状樹脂材料を含浸させる第1含浸工程と、第1含浸工程の後に、含浸対象部位の軸方向端面に対して液状樹脂材料の樹脂硬化処理を行う第1端面硬化工程と、第1端面硬化工程の後に、含浸対象部位における軸方向端面側の少なくとも一部に、液状樹脂材料を含浸させる第2含浸工程とを含む、回転電機用ステータ製造方法が開示される。
【選択図】図1
特許請求の範囲
【請求項1】
ステータコアにステータコイルを形成する複数のコイル片を装着してワークを形成する装着工程と、
前記装着工程の後に、前記ワークにおける軸方向一端側において、一の前記コイル片と他の一の前記コイル片のそれぞれの先端部同士を接合する接合工程と、
前記接合工程の後に、前記ワークにおける前記先端部同士の接合箇所を含む含浸対象部位に、液状樹脂材料を含浸させる第1含浸工程と、
前記第1含浸工程の後に、前記含浸対象部位の軸方向端面に対して液状樹脂材料の樹脂硬化処理を行う第1端面硬化工程と、
前記第1端面硬化工程の後に、前記含浸対象部位における軸方向端面側の少なくとも一部に、液状樹脂材料を含浸させる第2含浸工程とを含む、回転電機用ステータ製造方法。
続きを表示(約 790 文字)
【請求項2】
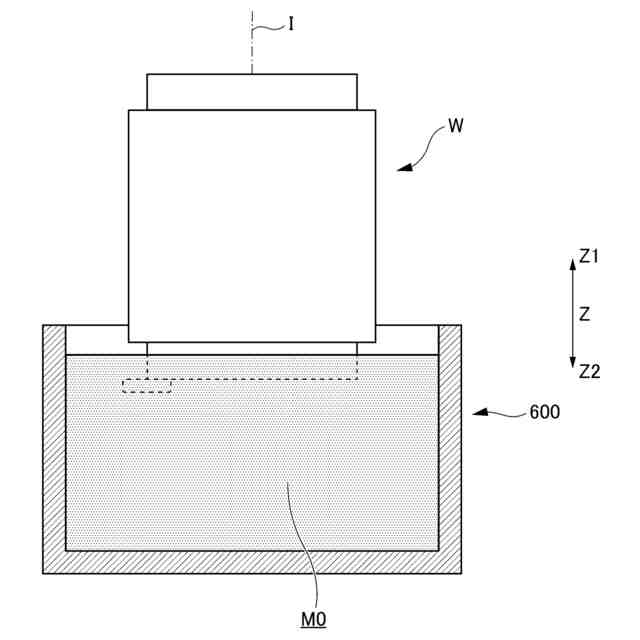
前記第2含浸工程は、前記含浸対象部位が下側を向く前記ワークの姿勢で、前記含浸対象部位の前記一部だけが浸かるように、液状樹脂材料の槽に前記ワークを浸漬させることを含む、請求項1に記載の回転電機用ステータ製造方法。
【請求項3】
前記第2含浸工程の後に、前記含浸対象部位の軸方向端面に対して液状樹脂材料の樹脂硬化処理を行う第2端面硬化工程を更に含む、請求項1又は2に記載の回転電機用ステータ製造方法。
【請求項4】
液状樹脂材料は、紫外線の照射により硬化する特性を有し、
前記第1端面硬化工程及び前記第2端面硬化工程は、紫外線を照射することを含む、請求項3に記載の回転電機用ステータ製造方法。
【請求項5】
液状樹脂材料は、加熱により硬化する特性を有し、
前記第2端面硬化工程の後に、前記ワークの全体における液状樹脂材料が硬化するように前記ワークを加熱する加熱工程を更に含む、請求項3又は4に記載の回転電機用ステータ製造方法。
【請求項6】
前記コイル片は、矩形の断面形状を有し、
前記含浸対象部位の前記一部は、前記コイル片における軸方向端面側の角部を含む、請求項1から5のうちのいずれか1項に記載の回転電機用ステータ製造方法。
【請求項7】
前記コイル片の前記先端部は、径方向に視て、先端に向かうにつれて先細る円弧状の外形部分を有し、
前記角部は、前記円弧状の外形部分における軸方向端面側に延在する、請求項6に記載の回転電機用ステータ製造方法。
【請求項8】
前記接合工程は、前記コイル片の前記先端部同士における前記円弧状の外形部分同士の径方向の当接面に対して溶接用の熱を付与することを含む、請求項7に記載の回転電機用ステータ製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、回転電機用ステータ製造方法に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
ステータコアにステータコイルを形成する複数のコイル片を装着した回転電機用のワークを準備し、ワークにおける軸方向一端側において複数のコイル片の先端部同士を接合し、当該接合部(導体露出部)を含む含浸対象部位に液状樹脂材料を含浸させた後、液状樹脂材料を硬化させることで、接合部を樹脂材料の絶縁被覆により覆う回転電機用ステータ製造方法が知られている。この種の製造方法において、含浸対象部位に含浸させた液状樹脂材料が自重により垂れないように、液状樹脂材料の槽にワークを浸漬させた状態でコイル片を加熱することで、含浸対象部位に含浸させた液状樹脂材料をゲル化する技術が提案されている。
【先行技術文献】
【特許文献】
【0003】
特開2012-165484号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記のような従来技術では、加熱によりゲル化する液状樹脂材料を利用する必要があり、材料選択性が低いという問題がある。液状樹脂材料が所望の態様でゲル化しない場合、接合部に付与した液状樹脂材料が自重により垂れ、接合部の角部(コイル片における軸方向端面側の角部)で、液状樹脂材料の厚みが不足しやすくなる。
【0005】
そこで、1つの側面では、本開示は、液状樹脂材料の材料選択性を低下させることなく、接合部の角部の液状樹脂材料の厚みを適切に確保することを目的とする。
【課題を解決するための手段】
【0006】
1つの側面では、ステータコアにステータコイルを形成する複数のコイル片を装着してワークを形成する装着工程と、
前記装着工程の後に、前記ワークにおける軸方向一端側において、一の前記コイル片と他の一の前記コイル片のそれぞれの先端部同士を接合する接合工程と、
前記接合工程の後に、前記ワークにおける前記先端部同士の接合箇所を含む含浸対象部位に、液状樹脂材料を含浸させる第1含浸工程と、
前記第1含浸工程の後に、前記含浸対象部位の軸方向端面に対して液状樹脂材料の樹脂硬化処理を行う第1端面硬化工程と、
前記第1端面硬化工程の後に、前記含浸対象部位における軸方向端面側の少なくとも一部に、液状樹脂材料を含浸させる第2含浸工程とを含む、回転電機用ステータ製造方法が提供される。
【発明の効果】
【0007】
1つの側面では、本開示によれば、液状樹脂材料の材料選択性を低下させることなく、接合部の角部の液状樹脂材料の厚みを適切に確保することが可能となる。
【図面の簡単な説明】
【0008】
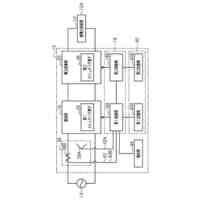
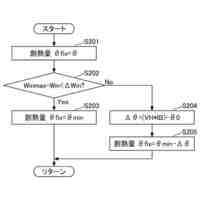
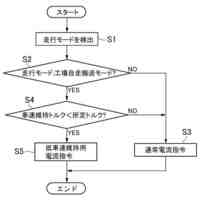
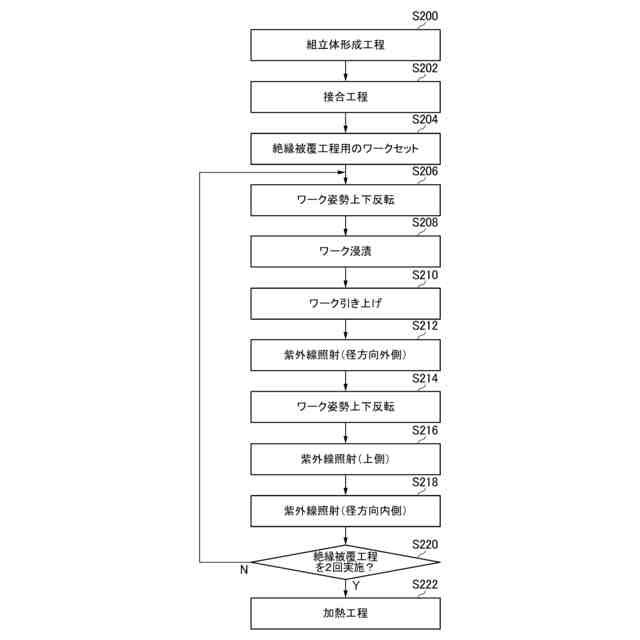
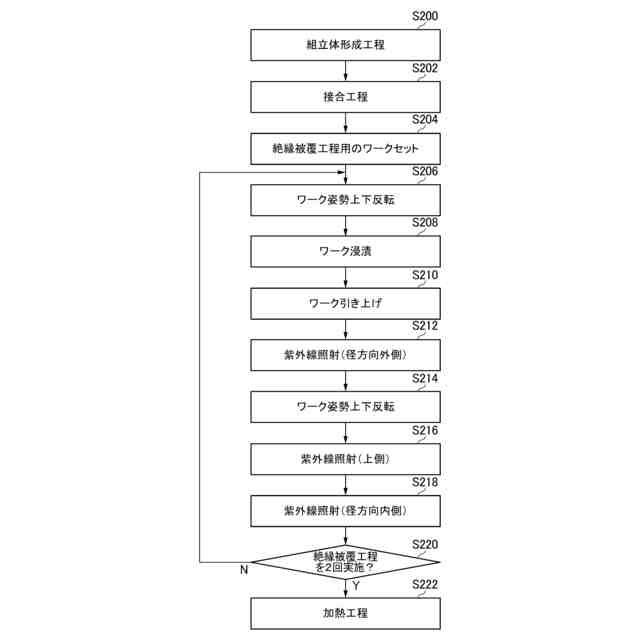
回転電機用ステータ製造方法の一例を示す概略的なフローチャートである。
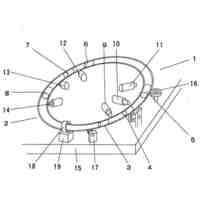
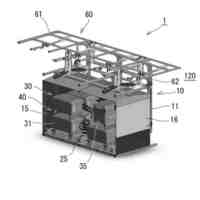
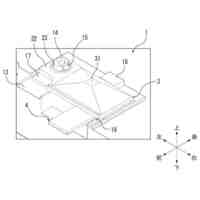
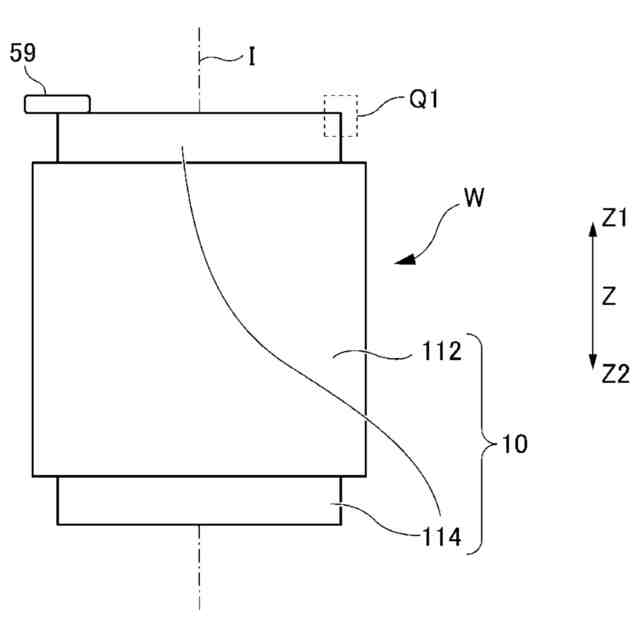
回転電機用ステータを形成するためのワークの全体を模式的に示す図である。
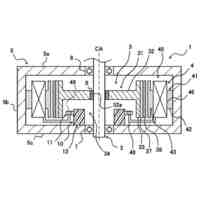
ステータコアにコイル片が組み付けられた状態のワークの軸方向に沿った断面図である。
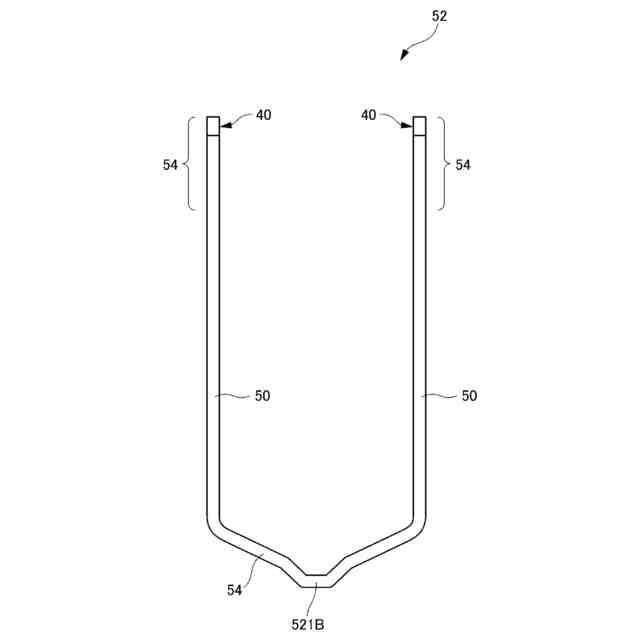
一のコイル片の正面図である。
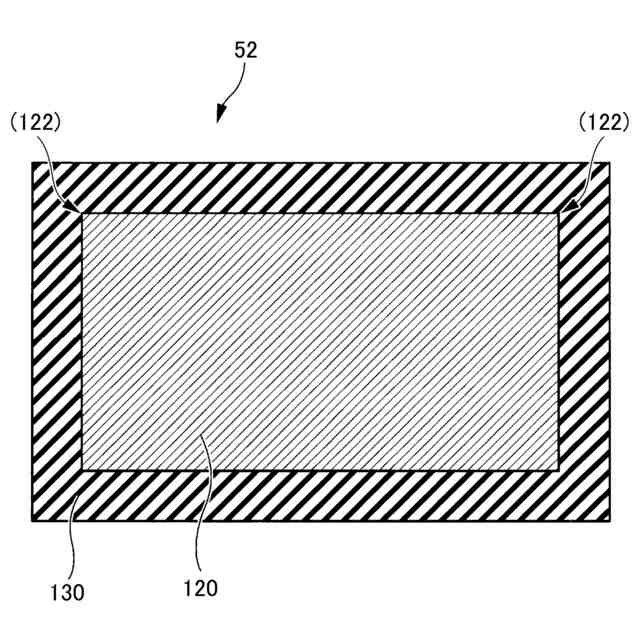
コイル片の概略的な断面図である。
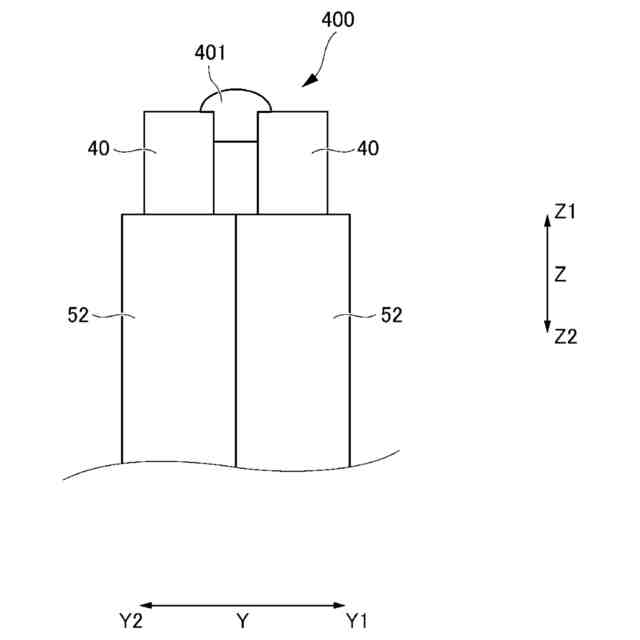
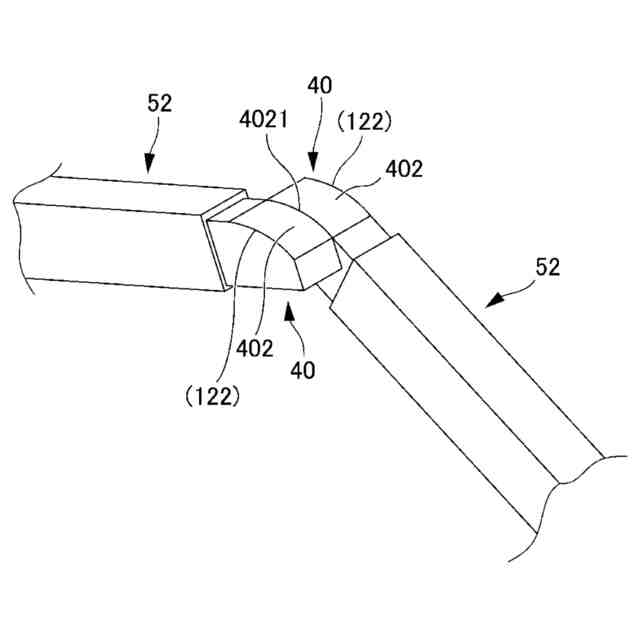
接合部の説明図であり、図2のQ1部の拡大図に対応する。
特定のコイル片の結合部の重なり態様の説明図である。
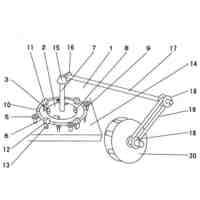
液状樹脂材料の槽に浸漬される前のワークを側面視で模式的に示す図である。
液状樹脂材料の槽に浸漬された状態のワークを側面視で模式的に示す図である。
引き上げ工程でのワークの状態を側面視で模式的に示す図である。
外径側樹脂硬化工程の外径側樹脂硬化処理を受けるワークの状態を側面視で模式的に示す図である。
外径側樹脂硬化処理の後の上下反転工程で上向き姿勢とされたワークを側面視で模式的に示す図である。
ワークを上下反転させる際の好ましい回転軸の説明図である。
比較例による回転軸の説明図である。
上面樹脂硬化工程の上面樹脂硬化処理を受けるワークの状態を側面視で模式的に示す図である。
内径側樹脂硬化工程の内径側樹脂硬化処理を受けるワークの状態を側面視で模式的に示す図である。
2回目の浸漬工程を受ける直前の下向き姿勢のワークの状態を側面視で模式的に示す図である。
特定のコイル片の結合部同士に関する好ましい浸漬範囲の説明図である。
2回目の絶縁被覆工程が終了した後の上向き姿勢のワークを模式的に示す図である。
加熱工程でのワークの状態を側面視で模式的に示す図である。
加熱工程での効果の説明図である。
冷却構造の一例を模式的に示す図である。
【発明を実施するための形態】
【0009】
以下、添付図面を参照しながら各実施例について詳細に説明する。なお、図面の寸法比率はあくまでも一例であり、これに限定されるものではなく、また、図面内の形状等は、説明の都合上、部分的に誇張している場合がある。
以下で説明する回転電機用ステータ製造方法は、コイルエンド部においてコイル片の接合部を有する限り任意の回転電機用ステータに適用可能である。以下では、好適な適用例として、車両の推進力を発生する動力源として機能できる回転電機用ステータ製造方法について説明する。
【0010】
図1は、回転電機用ステータ製造方法の一例を示す概略的なフローチャートである。なお、図1は、概略的な流れを示すフローチャートであり、更なる追加の工程を任意の段階で含んでもよい。図2から図6は、ワークWの説明図である。図2は、回転電機用ステータを形成するためのワークWの全体を模式的に示す図である。図3は、ステータコア112にコイル片52が組み付けられた状態のワークWの軸方向に沿った断面図である。図4は、複数のコイル片52のうちの、一のコイル片52の正面図である。図5は、コイル片52の概略的な断面図である。図6は、接合部400の説明図であり、図2のQ1部の拡大図に対応する。図6Aは、特定のコイル片52の結合部40の重なり態様の説明図である。図7から図18は、本製造方法の説明図であり、図7から図11、図13から図18は、各工程でのワークWの状態等を側面視で模式的に示す図である。図12は、ワークWを上下反転させる際の好ましい回転軸I1の説明図である。図12には、製造装置の一部のワーク把持部1000が模式的に示されている。図12Aは、比較例による回転軸I2の説明図である。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
発電機
11日前
個人
発電機
15日前
ニデック株式会社
モータ
7日前
株式会社シマノ
電力供給装置
16日前
富士電機株式会社
半導体装置
15日前
株式会社ダイヘン
電圧調整装置
7日前
株式会社アイドゥス企画
負荷追従電動モータ
1日前
ダイハツ工業株式会社
モータ製造装置
今日
株式会社ゲットクリーンエナジー
発電機
8日前
株式会社アイドゥス企画
磁力トルクコンバータ
1日前
株式会社アイシン
回転電機用ステータ製造方法
2日前
株式会社アイシン
回転電機用ステータ製造方法
2日前
トヨタ紡織株式会社
磁石挿入装置
7日前
トヨタ自動車株式会社
充電制御装置
15日前
GX株式会社
可搬式太陽光発電用電源装置
15日前
株式会社ダイヘン
無線給電システム
7日前
株式会社TMEIC
電力変換装置
15日前
株式会社豊田自動織機
回転電機
7日前
株式会社デンソー
電力変換装置
8日前
株式会社キャップ
アキシャルギャップモータ
11日前
株式会社TMEIC
電力変換装置
今日
トヨタバッテリー株式会社
二次電池システム
7日前
株式会社豊田自動織機
回転電機
7日前
シンフォニアテクノロジー株式会社
充電装置
16日前
株式会社日立産機システム
回転電機
15日前
三相電機株式会社
キャンドポンプ
今日
矢崎総業株式会社
電気接続箱
16日前
矢崎総業株式会社
電気接続箱
16日前
トヨタ自動車株式会社
モータの制御装置
15日前
トヨタ自動車株式会社
回転電機のステータ
1日前
日産自動車株式会社
インバータ内蔵モータ
1日前
セイコーエプソン株式会社
回路装置
今日
本田技研工業株式会社
電源システム
今日
本田技研工業株式会社
電源システム
今日
キヤノン株式会社
電源装置及び画像形成装置
7日前
トヨタ自動車株式会社
モータ制御方法
8日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ