TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025072875
公報種別
公開特許公報(A)
公開日
2025-05-12
出願番号
2023183302
出願日
2023-10-25
発明の名称
パイプ切断装置
出願人
富士化工株式会社
,
甲南設計工業株式会社
代理人
個人
,
個人
,
個人
主分類
B23D
21/00 20060101AFI20250501BHJP(工作機械;他に分類されない金属加工)
要約
【課題】パイプを効率よく切断でき、かつ良好な切断面品質を確保できるパイプ切断装置を提供する。
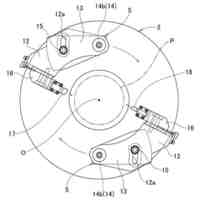
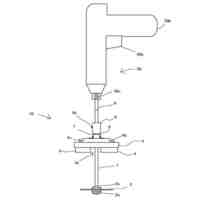
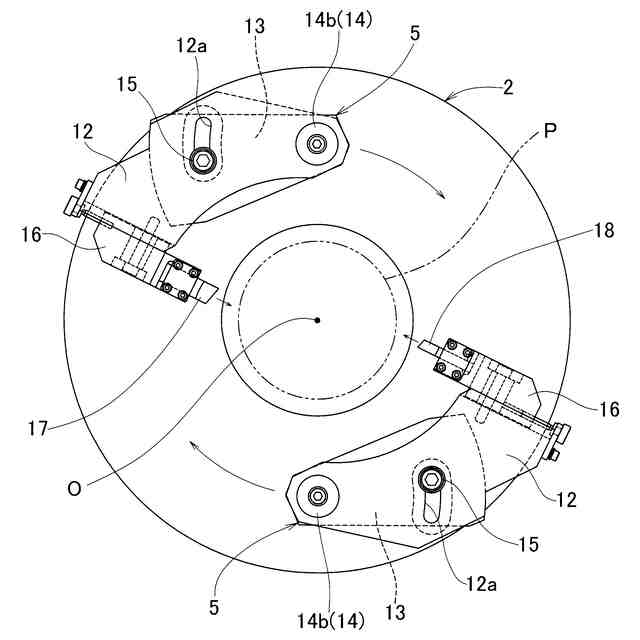
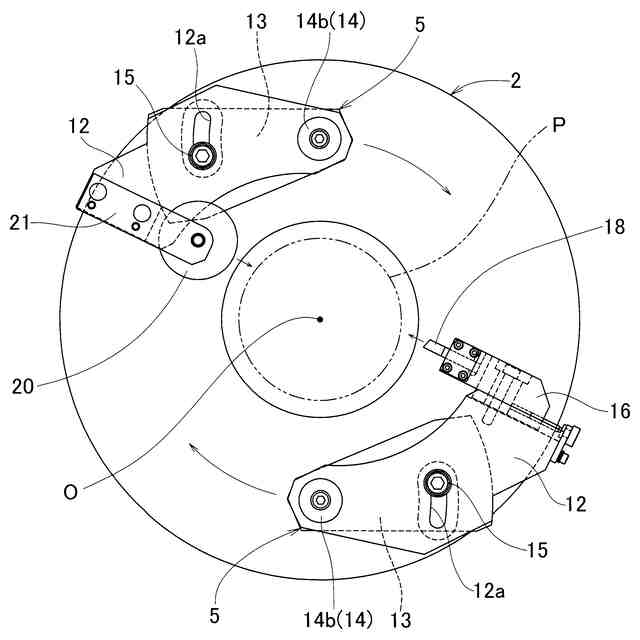
【解決手段】軸方向で互いに隣接し、共通の回転中心Oの周りに回転自在に支持された状態でパイプPを通すローターリング2とカムリング3とを、同一方向に異なる回転速度で回転駆動することにより、ローターリング2に揺動自在に取り付けられた刃物ブロック5が、パイプPの外周に沿って回転しながら先端側を回転中心Oに近づける方向に揺動するにつれて、刃物ブロック5の刃物がパイプPに食い込んでいくようにしたパイプ切断装置において、刃物ブロック5は切断用刃物17を有するものと仕上用刃物18を有するものを1つずつ設け、仕上用刃物18は刃先部がテーパ状のものとし、切断用刃物17は刃先部の全長にわたって仕上用刃物18の刃先部よりも薄く形成されているものとした。
【選択図】図2
特許請求の範囲
【請求項1】
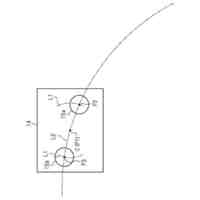
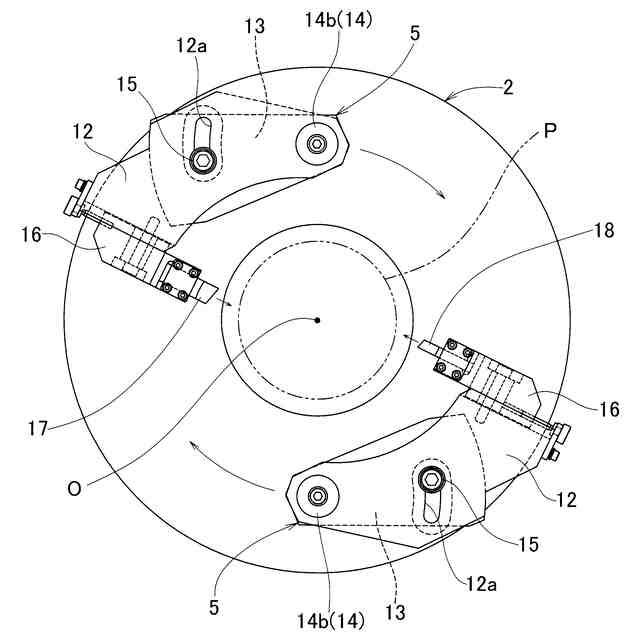
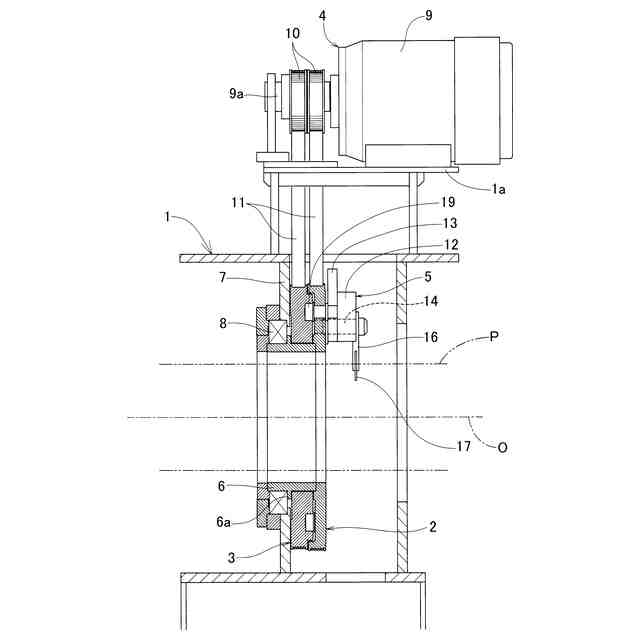
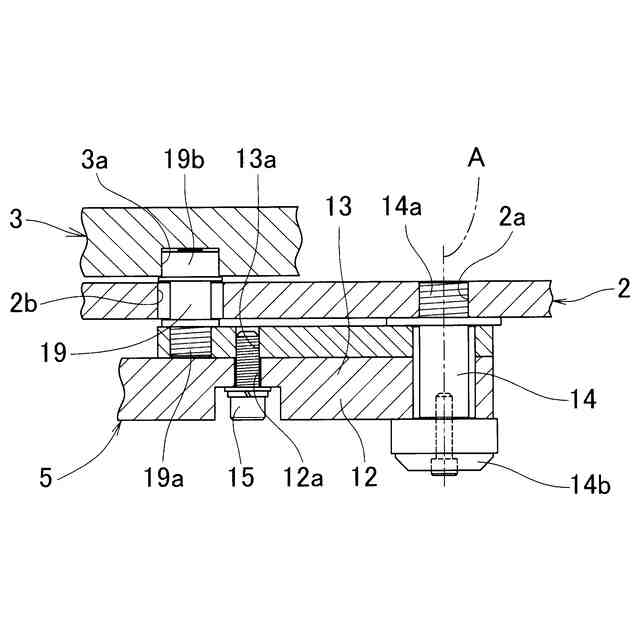
軸方向で互いに隣接し、共通の回転中心の周りに回転自在に支持されるローターリングおよびカムリングと、前記ローターリングと前記カムリングを同一方向に異なる回転速度で回転駆動する駆動機構と、前記ローターリングのカムリングとの対向面と反対側の面に基端部を揺動自在に取り付けられる刃物ブロックとを備え、
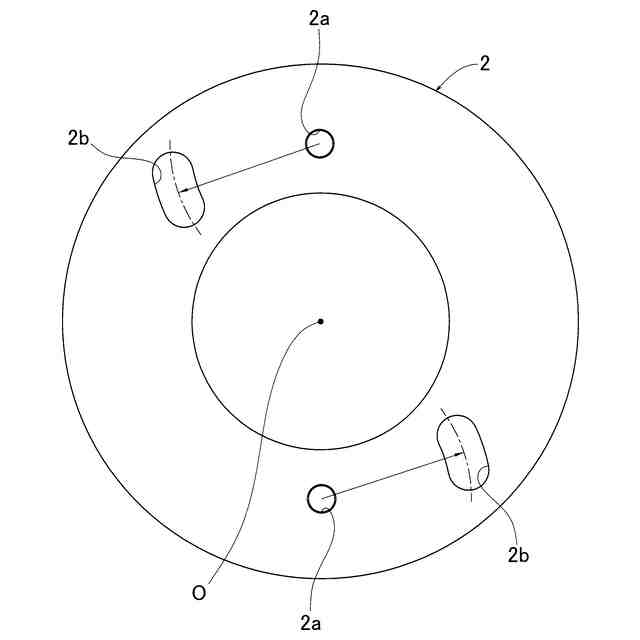
前記刃物ブロックは、前記ローターリングおよび前記カムリングに通されたパイプに向かって突出する刃物と、前記ローターリングに設けられた長孔を貫通して前記カムリングに設けられたカム溝に挿入されるカムローラとを有し、
前記カムリングのカム溝は、カムリングの周方向に沿って延び、一端から他端に向かうにつれて前記回転中心に近づく漸近部を有し、
前記ローターリングおよび前記カムリングを前記駆動機構で回転駆動することにより、前記刃物ブロックが前記パイプの外周に沿って回転しながら、前記カムローラを前記カム溝の漸近部に案内されて先端側を前記回転中心に近づける方向に揺動するにつれて、前記刃物が前記パイプに食い込んでいくようにしたパイプ切断装置において、
前記刃物ブロックは、前記刃物として切断用刃物を有するものと、前記刃物として前記切断用刃物に遅れてパイプに食い込む仕上用刃物を有するものとがそれぞれ少なくとも1つずつ設けられており、
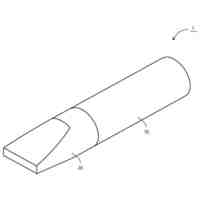
前記仕上用刃物は、前記パイプに食い込む刃先部が先端ほど薄くなるテーパ状に形成され、前記切断用刃物は、前記パイプに食い込む刃先部が全長にわたって前記仕上用刃物の刃先部よりも薄く形成されていることを特徴とするパイプ切断装置。
続きを表示(約 190 文字)
【請求項2】
前記切断用刃物は前記刃先部の厚さが一定に形成されたバイトであり、前記仕上用刃物は刃先部がテーパ状のバイトであることを特徴とする請求項1に記載のパイプ切断装置。
【請求項3】
前記切断用刃物は前記刃先部が先端ほど薄くなるテーパ状に形成された丸刃であり、前記仕上用刃物は刃先部がテーパ状のバイトであることを特徴とする請求項1に記載のパイプ切断装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂や金属のパイプの切断に用いられるパイプ切断装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
樹脂や金属のパイプを所定長さに切断するのに用いられるパイプ切断装置(以下、単に「切断装置」とも称する。)には、切断対象のパイプの材質等に応じて選定された専用の刃物を、固定したパイプの外周に沿って回転させながらパイプの中心に向かって切り込んでいく形式のものがある(例えば、特許文献1参照。)。
【0003】
特許文献1で開示されているパイプ切断装置は、軸方向で互いに隣接し、共通の回転中心の周りに回転自在に支持されるローターリング(環状板)およびカムリング(カム輪)と、そのローターリングおよびカムリングを同一方向に異なる回転速度で回転駆動する駆動機構と、ローターリングのカムリングとの対向面と反対側の面に基端部を揺動自在に取り付けられる刃物ブロック(揺動腕)とを備えている。その刃物ブロックは、ローターリングおよびカムリングに通されたパイプに向かって突出する刃物と、ローターリングに設けられた長孔を貫通してカムリングに設けられたカム溝に挿入されるカムローラ(ピンとその先端に設けられたローラ)とを有している。また、カムリングのカム溝は、カムリングの周方向に沿って延び、一端から他端に向かうにつれてカムリングの回転中心に近づくように形成されている。
【0004】
そして、ローターリングおよびカムリングを駆動機構で回転駆動することにより、刃物ブロックがパイプの外周に沿って回転しながら、カムローラをカム溝に案内されて先端側を回転中心に近づける方向に揺動するにつれて、刃物がパイプに食い込んでいってパイプを切断するようになっている。
【先行技術文献】
【特許文献】
【0005】
特公昭57-42479号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
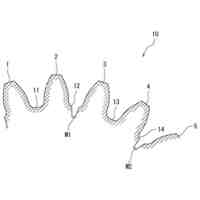
ところで、上記特許文献1のようなパイプ切断装置では、切断対象とするパイプの材質(硬度や靭性等の物性)によって切断に適切な刃物を選定する必要がある。例えば、切断対象が樹脂パイプの場合、その材質が硬質塩化ビニルの場合の刃物はバイト、丸刃またはナイフを、ポリプロピレンやポリエチレンの場合は丸刃またはナイフを、ガラス繊維強化ポリプロピレンの場合はバイトをそれぞれ用いることが多い。なお、バイトは1本取り付け、丸刃は1枚~3枚取り付け、ナイフは1枚取り付けとすることが一般的である。そして、これらの刃物の刃先部を先端ほど薄くなるテーパ状に形成し、パイプを切断しながら刃先部の側面でパイプの切断面を仕上げるようにしている。
【0007】
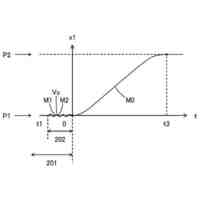
また、パイプの外周から中心に向かっての刃物の切込量や切込速度はカムリングのカム溝の形状によって変化するので、予め切断条件(切断対象とするパイプの材質や刃物の種類)ごとに適切な形状のカム溝を有するカムリングを設計・製作しておき、切断作業では切断条件に応じた専用のカムリングを使用している。
【0008】
上述のようにパイプの材質に応じた刃物とカムリングを使用しているのは、そうしないと、切断自体ができない場合や、切断面品質が悪くなる場合があるからである。切断面品質の問題としては、切断面の波打ち、荒れ、直角度不良や、溶けて付着した切屑による2次加工への悪影響等がある。
【0009】
しかしながら、このような使用方法では、切断対象のパイプの材質が変更される度に、刃物やカムリングの交換が必要となり、その交換作業に手間がかかるという問題がある。特に、カムリングの交換作業は熟練者でも2日以上の時間を要するとされる。
【0010】
この問題に対し、工場等では、複数の切断装置を設置して、各切断装置に別々のパイプ材質に専用のカムリングを組み込んでおき、切断対象のパイプの材質に応じて切断装置を使い分けるという対策が考えられるが、その場合、同じ材質のパイプの切断注文が重なると、その材質に専用のカムリングを組み込んだ切断装置しか使用できず、切断装置全体の稼働率が低下するし、作業待ち時間が発生して効率よく作業することができなくなる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
富士化工株式会社
パイプ切断装置
2日前
個人
タップ
6日前
個人
加工機
今日
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め装置
2か月前
日東精工株式会社
多軸ねじ締め機
1か月前
有限会社 ナプラ
金属粒子
1か月前
株式会社FUJI
工作機械
1か月前
日進工具株式会社
エンドミル
16日前
株式会社ダイヘン
多層盛り溶接方法
14日前
エフ・ピー・ツール株式会社
リーマ
16日前
株式会社FUJI
チャック装置
1か月前
ブラザー工業株式会社
工作機械
1か月前
トヨタ自動車株式会社
接合方法
28日前
ブラザー工業株式会社
工作機械
1か月前
株式会社不二越
管用テーパタップ
1か月前
大和ハウス工業株式会社
溶接方法
2か月前
株式会社コスメック
クランプ装置
1か月前
株式会社不二越
超硬合金製ドリル
12日前
株式会社ダイヘン
溶接装置
27日前
株式会社プロテリアル
金属箔の溶接方法
1か月前
オークマ株式会社
工作機械
1か月前
大肯精密株式会社
自動送り穿孔機
28日前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社コスメック
クランプ装置
1か月前
津田駒工業株式会社
2連回転割出し装置
1か月前
豊田鉄工株式会社
レーザー溶接装置
1か月前
オーエスジー株式会社
ドリル
1か月前
スター精密株式会社
工作機械
2か月前
トヨタ自動車株式会社
レーザ加工機
1か月前
日東精工株式会社
はんだこて先の製造方法
1日前
株式会社不二越
通り穴加工用タップ
20日前
株式会社不二越
スカイビングカッタ
29日前
個人
管の切断装置及び管の切断方法
14日前
株式会社恵信工業
アプセット溶接方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ