TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025087302
公報種別
公開特許公報(A)
公開日
2025-06-10
出願番号
2023201862
出願日
2023-11-29
発明の名称
チューブおよびその製造方法
出願人
横浜ゴム株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
F16L
11/04 20060101AFI20250603BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】柔軟性を維持したまま、残留応力を解消したチューブを提供する。
【解決手段】ゴムを含む島相と熱可塑性樹脂を含む海相とからなる海島構造を有する熱可塑性樹脂組成物を含むチューブであって、熱可塑性樹脂組成物はゴム100質量部および熱可塑性樹脂30~120質量部を含み、チューブは0.1mm以上の厚さを有し、チューブの中心軸を含む平面でチューブを切断したときの断面のうち、チューブの内表面から厚さ方向へ5μmまでの範囲の断面における島相の円形度を円形度(内表面)と称し、チューブの厚さ方向の中央5μmの範囲の断面における島相の円形度を円形度(中央)と称するとき、円形度(内表面)と円形度(中央)が、式(1)および式(2):
0.35≦円形度(内表面)≦1.0 ・・・ (1)
60≦円形度(内表面)/円形度(中央)×100≦120 ・・・ (2)
を満たす、チューブ。
【選択図】図1
特許請求の範囲
【請求項1】
ゴムを含む島相と熱可塑性樹脂を含む海相とからなる海島構造を有する熱可塑性樹脂組成物を含むチューブであって、
熱可塑性樹脂組成物はゴム100質量部および熱可塑性樹脂30~120質量部を含み、
チューブは0.1mm以上の厚さを有し、
チューブの中心軸を含む平面でチューブを切断したときの断面のうち、チューブの内表面から厚さ方向へ5μmまでの範囲の断面における島相の円形度を円形度(内表面)と称し、チューブの厚さ方向の中央5μmの範囲の断面における島相の円形度を円形度(中央)と称するとき、円形度(内表面)と円形度(中央)が式(1)および式(2):
0.35≦円形度(内表面)≦1.0 ・・・ (1)
60≦円形度(内表面)/円形度(中央)×100≦120 ・・・ (2)
を満たす、チューブ。
続きを表示(約 840 文字)
【請求項2】
チューブの中心軸を含む平面でチューブを切断したときの断面のうち、チューブの内表面から厚さ方向へ5μmまでの範囲の断面における島相のアスペクト比をアスペクト比(内表面)と称し、チューブの厚さ方向の中央5μmの範囲の断面における島相のアスペクト比をアスペクト比(中央)と称するとき、アスペクト比(内表面)とアスペクト比(中央)が式(3)および式(4):
1≦アスペクト比(内表面)≦3 ・・・ (3)
90≦アスペクト比(内表面)/アスペクト比(中央)×100≦150 ・・・ (4)
を満たす、請求項1に記載のチューブ。
【請求項3】
ゴムがポリイソブチレン骨格を有するエラストマーを含む、請求項1に記載のチューブ。
【請求項4】
ポリイソブチレン骨格を有するエラストマーがブチルゴム、ハロゲン化ブチルゴム、イソブチレン-p-メチルスチレン共重合ゴム、ハロゲン化イソブチレン-p-メチルスチレン共重合ゴムおよびスチレン-イソブチレン-スチレンブロック共重合体からなる群から選ばれる少なくとも1種である、請求項3に記載のチューブ。
【請求項5】
熱可塑性樹脂がポリアミドを含む、請求項1に記載のチューブ。
【請求項6】
ポリアミドが、ポリアミド6、ポリアミド66、ポリアミド11、ポリアミド12、ポリアミド610、ポリアミド6/66共重合体、ポリアミド6/12共重合体、ポリアミド46、ポリアミド6T、ポリアミド9TおよびポリアミドMXD6からなる群から選ばれる少なくとも1種である、請求項5に記載のチューブ。
【請求項7】
ゴムが架橋している、請求項1に記載のチューブ。
【請求項8】
請求項1に記載のチューブを製造する方法であって、前記方法は、引落押出成形によって熱可塑性樹脂組成物をチューブ状に押し出す工程を含む、方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、チューブおよびその製造方法に関する。より詳しくは、本発明は、残留応力が少ないチューブおよびその製造方法に関する。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
特開2020-105284号公報(特許文献1)には、熱可塑性樹脂を含むマトリックスとマトリックス中に分散したゴムを含むドメインとからなる熱可塑性樹脂組成物を用いて、自動車のエアコンディショナーの冷媒輸送用ホースの内層をチューブ押出した冷媒輸送用ホースが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2020-105284号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1に開示された冷媒輸送用ホースの内層チューブには残留応力が存在する課題がある。これは、ホース使用時の熱時環境下では好ましくない。本発明は、柔軟性を維持したまま、残留応力を解消したチューブを提供する。
【課題を解決するための手段】
【0005】
本発明(I)は、ゴムを含む島相と熱可塑性樹脂を含む海相とからなる海島構造を有する熱可塑性樹脂組成物を含むチューブであって、
熱可塑性樹脂組成物はゴム100質量部および熱可塑性樹脂30~120質量部を含み、
チューブは0.1mm以上の厚さを有し、
チューブの中心軸を含む平面でチューブを切断したときの断面のうち、チューブの内表面から厚さ方向へ5μmまでの範囲の断面における島相の円形度を円形度(内表面)と称し、チューブの厚さ方向の中央5μmの範囲の断面における島相の円形度を円形度(中央)と称するとき、円形度(内表面)と円形度(中央)が式(1)および式(2):
0.35≦円形度(内表面)≦1.0 ・・・ (1)
60≦円形度(内表面)/円形度(中央)×100≦120 ・・・ (2)
を満たすことを特徴とする。
本発明(II)は、本発明(I)のチューブを製造する方法であって、前記方法は、引落押出成形によって熱可塑性樹脂組成物をチューブ状に押し出す工程を含むことを特徴とする。
【0006】
本発明は、次の実施態様を含む。
[1]ゴムを含む島相と熱可塑性樹脂を含む海相とからなる海島構造を有する熱可塑性樹脂組成物を含むチューブであって、
熱可塑性樹脂組成物はゴム100質量部および熱可塑性樹脂30~120質量部を含み、
チューブは0.1mm以上の厚さを有し、
チューブの中心軸を含む平面でチューブを切断したときの断面のうち、チューブの内表面から厚さ方向へ5μmまでの範囲の断面における島相の円形度を円形度(内表面)と称し、チューブの厚さ方向の中央5μmの範囲の断面における島相の円形度を円形度(中央)と称するとき、円形度(内表面)と円形度(中央)が式(1)および式(2):
0.35≦円形度(内表面)≦1.0 ・・・ (1)
60≦円形度(内表面)/円形度(中央)×100≦120 ・・・ (2)
を満たす、チューブ。
[2]チューブの中心軸を含む平面でチューブを切断したときの断面のうち、チューブの内表面から厚さ方向へ5μmまでの範囲の断面における島相のアスペクト比をアスペクト比(内表面)と称し、チューブの厚さ方向の中央5μmの範囲の断面における島相のアスペクト比をアスペクト比(中央)と称するとき、アスペクト比(内表面)とアスペクト比(中央)が式(3)および式(4):
1≦アスペクト比(内表面)≦3 ・・・ (3)
90≦アスペクト比(内表面)/アスペクト比(中央)×100≦150 ・・・ (4)
を満たす、[1]に記載のチューブ。
[3]ゴムがポリイソブチレン骨格を有するエラストマーを含む、[1]に記載のチューブ。
[4]ポリイソブチレン骨格を有するエラストマーがブチルゴム、ハロゲン化ブチルゴム、イソブチレン-p-メチルスチレン共重合ゴム、ハロゲン化イソブチレン-p-メチルスチレン共重合ゴムおよびスチレン-イソブチレン-スチレンブロック共重合体からなる群から選ばれる少なくとも1種である、[3]に記載のチューブ。
[5]熱可塑性樹脂がポリアミドを含む、[1]に記載のチューブ。
[6]ポリアミドが、ポリアミド6、ポリアミド66、ポリアミド11、ポリアミド12、ポリアミド610、ポリアミド6/66共重合体、ポリアミド6/12共重合体、ポリアミド46、ポリアミド6T、ポリアミド9TおよびポリアミドMXD6からなる群から選ばれる少なくとも1種である、[5]に記載のチューブ。
[7]ゴムが架橋している、[1]に記載のチューブ。
[8][1]に記載のチューブを製造する方法であって、前記方法は、引落押出成形によって熱可塑性樹脂組成物をチューブ状に押し出す工程を含む、方法。
【発明の効果】
【0007】
本発明のチューブは、残留応力が少ない。
【図面の簡単な説明】
【0008】
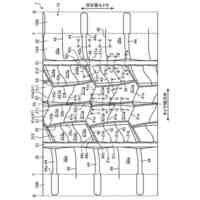
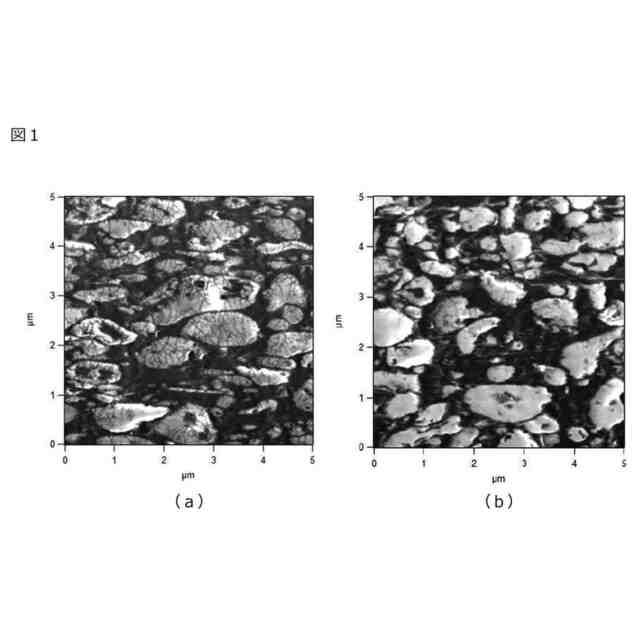
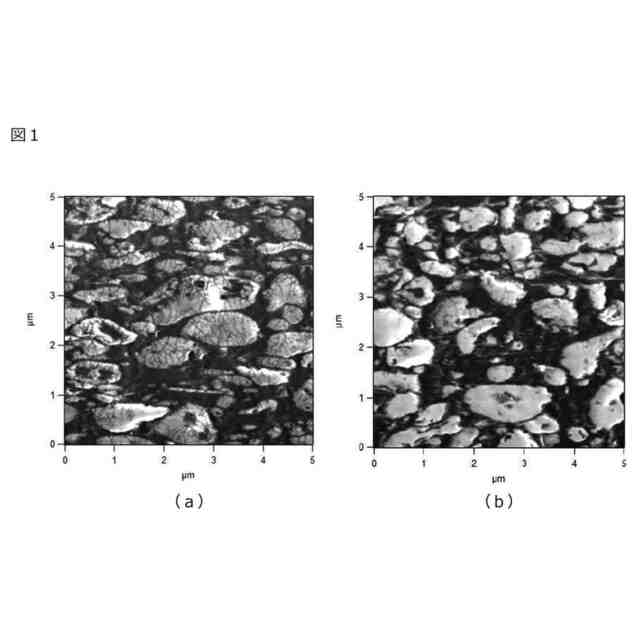
図1は、実施例1のチューブの断面の走査型プローブ顕微鏡写真である。
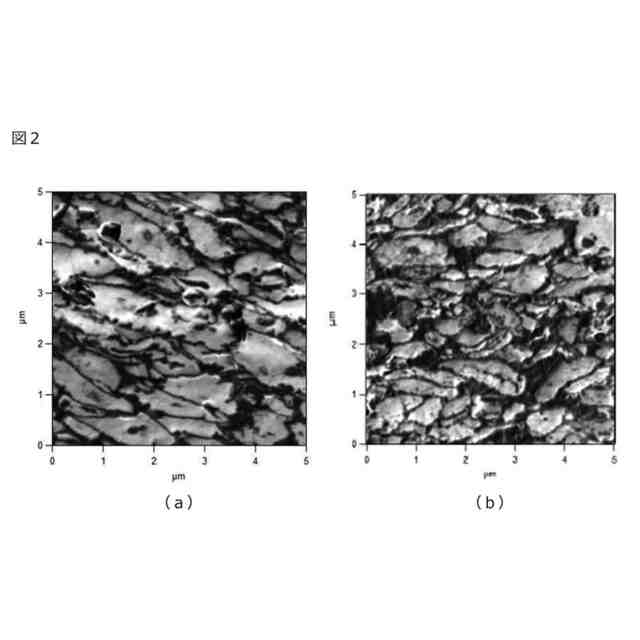
図2は、実施例2のチューブの断面の走査型プローブ顕微鏡写真である。
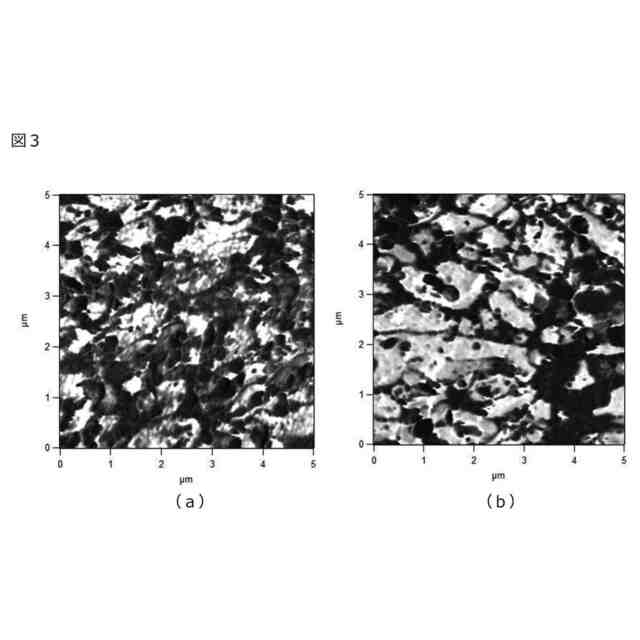
図3は、実施例3のチューブの断面の走査型プローブ顕微鏡写真である。
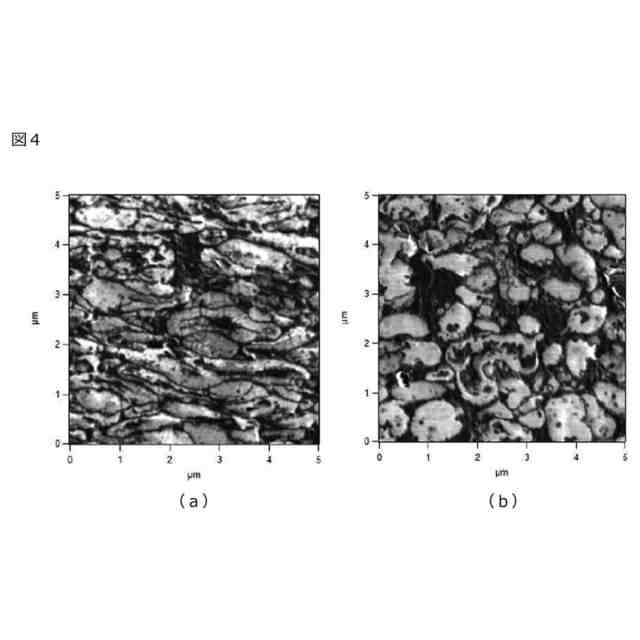
図4は、実施例5のチューブの断面の走査型プローブ顕微鏡写真である。
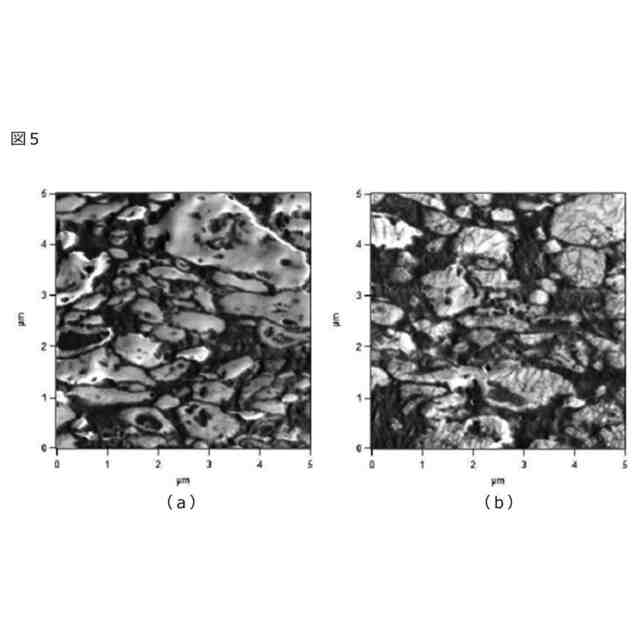
図5は、実施例6のチューブの断面の走査型プローブ顕微鏡写真である。
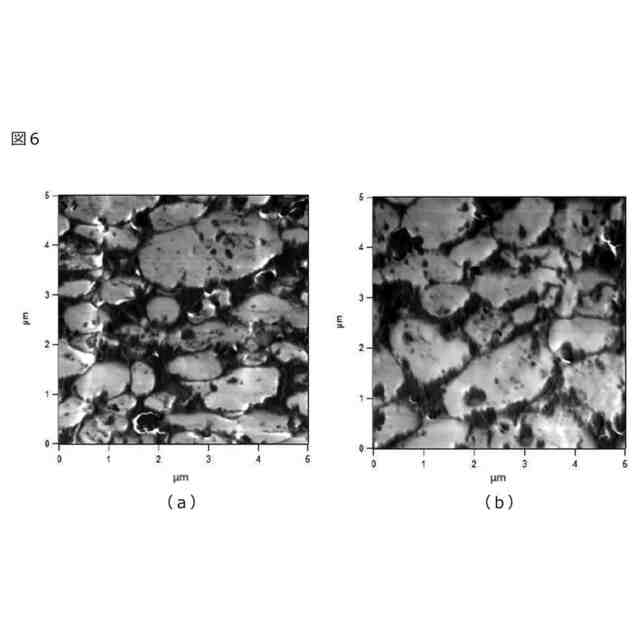
図6は、実施例7のチューブの断面の走査型プローブ顕微鏡写真である。
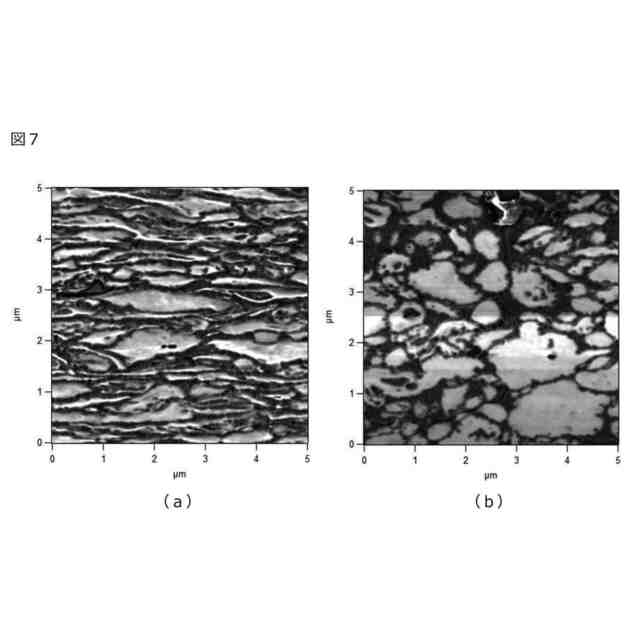
図7は、比較例1のチューブの断面の走査型プローブ顕微鏡写真である。
図8は、顕微鏡写真を撮影するチューブの断面を示す図である。
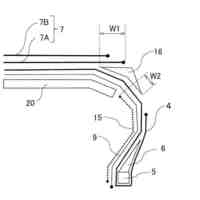
図9は、カール試験の方法を説明するための図である。
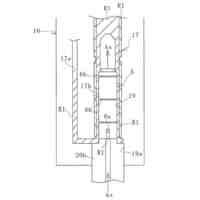
図10は、引落押出成形用金型の模式的断面図である。
図11は、充実押出成形用金型の模式的断面図である。
【発明を実施するための形態】
【0009】
本発明は、ゴムを含む島相と熱可塑性樹脂を含む海相とからなる海島構造を有する熱可塑性樹脂組成物を含むチューブであって、
熱可塑性樹脂組成物はゴム100質量部および熱可塑性樹脂30~120質量部を含み、
チューブは0.1mm以上の厚さを有し、
チューブの中心軸を含む平面でチューブを切断したときの断面のうち、チューブの内表面から厚さ方向へ5μmまでの範囲の断面における島相の円形度を円形度(内表面)と称し、チューブの厚さ方向の中央5μmの範囲の断面における島相の円形度を円形度(中央)と称するとき、円形度(内表面)と円形度(中央)が、式(1)および式(2):
0.35≦円形度(内表面)≦1.0 ・・・ (1)
60≦円形度(内表面)/円形度(中央)×100≦120 ・・・ (2)
を満たすことを特徴とする。
【0010】
図8は、顕微鏡写真を撮影するチューブ1の断面を示す図である。図8(a)は、チューブ1の中心軸2を通る平面でチューブ1を切断したときの断面を示し、図8(b)は、図8(a)の円で囲んだ部分の拡大図である。図8中、3はチューブの内表面であり、4はチューブの外表面であり、5はチューブの厚さ方向の中央の線であり、6はチューブの内表面から厚さ方向へ5μmまでの範囲を示し、7はチューブの厚さ方向の中央5μmの範囲を示す。チューブの厚さ方向の中央5μmの範囲7とは、換言すれば、チューブの厚さ方向の中央の線5から外側に2.5μm離れた線8とチューブの厚さ方向の中央の線5から内側に2.5μm離れた線9とに挟まれた範囲をいう。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
横浜ゴム株式会社
タイヤ
3か月前
横浜ゴム株式会社
タイヤ
25日前
横浜ゴム株式会社
タイヤ
28日前
横浜ゴム株式会社
タイヤ
28日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
2か月前
横浜ゴム株式会社
タイヤ
2か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
6日前
横浜ゴム株式会社
タイヤ
19日前
横浜ゴム株式会社
タイヤ
19日前
横浜ゴム株式会社
タイヤ
19日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
18日前
横浜ゴム株式会社
タイヤ
18日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
18日前
横浜ゴム株式会社
タイヤ
18日前
横浜ゴム株式会社
タイヤ
3か月前
横浜ゴム株式会社
タイヤ
2か月前
横浜ゴム株式会社
表示装置
3か月前
横浜ゴム株式会社
ゴム組成物
1か月前
横浜ゴム株式会社
剛性可変装置
3か月前
横浜ゴム株式会社
剛性可変装置
3か月前
横浜ゴム株式会社
剛性可変装置
3か月前
横浜ゴム株式会社
空気入りタイヤ
2か月前
横浜ゴム株式会社
空気入りタイヤ
1か月前
横浜ゴム株式会社
空気入りタイヤ
18日前
横浜ゴム株式会社
空気入りタイヤ
1か月前
横浜ゴム株式会社
空気入りタイヤ
1か月前
横浜ゴム株式会社
収容体付きタイヤ
1か月前
横浜ゴム株式会社
排水挙動解析方法
3か月前
横浜ゴム株式会社
樹脂管の製造方法
2か月前
横浜ゴム株式会社
タイヤ加硫用金型
2か月前
横浜ゴム株式会社
機能部品付きタイヤ
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ