TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025110308
公報種別
公開特許公報(A)
公開日
2025-07-28
出願番号
2024004169
出願日
2024-01-15
発明の名称
カップ容器及び製造方法
出願人
株式会社アプリス
代理人
個人
,
個人
,
個人
,
個人
主分類
B31B
50/88 20170101AFI20250718BHJP(紙,板紙または紙と同様の方法で加工される材料からなる物品の製造;紙,板紙または紙と同様の方法で加工される材料の加工)
要約
【課題】加熱によりカップ容器が熱くなっていても、喫食者が不快感なく把持できる時間を延長したカップ容器及びその製造方法を提供する。
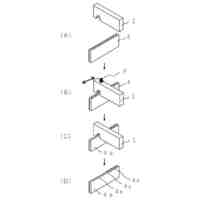
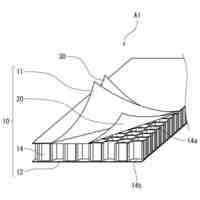
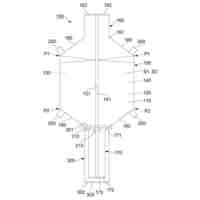
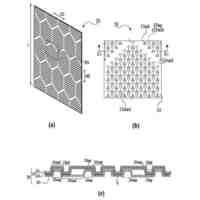
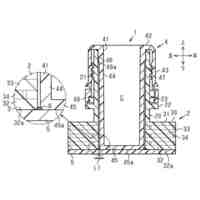
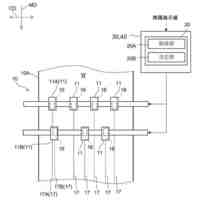
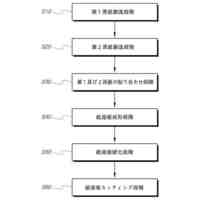
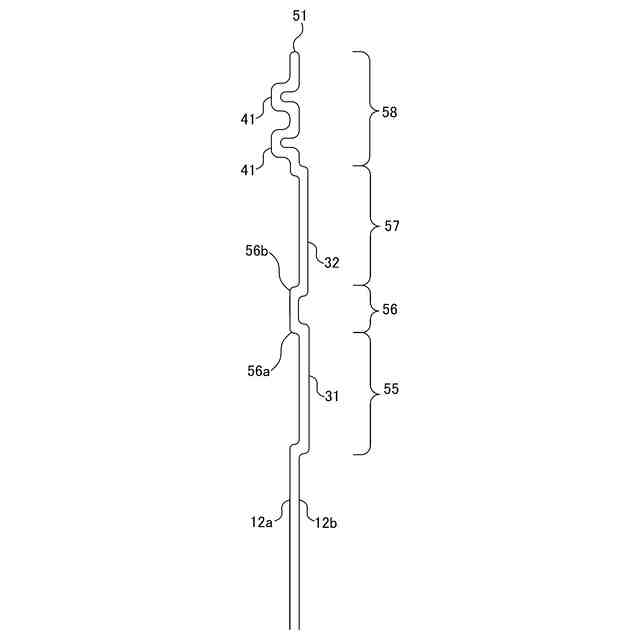
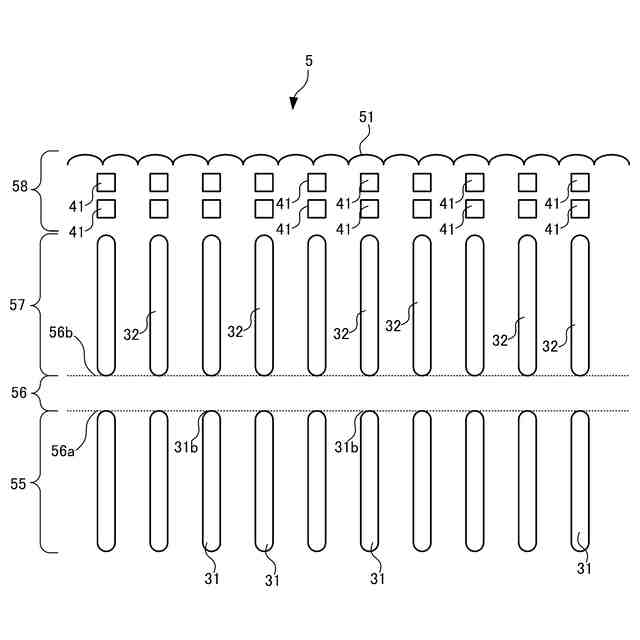
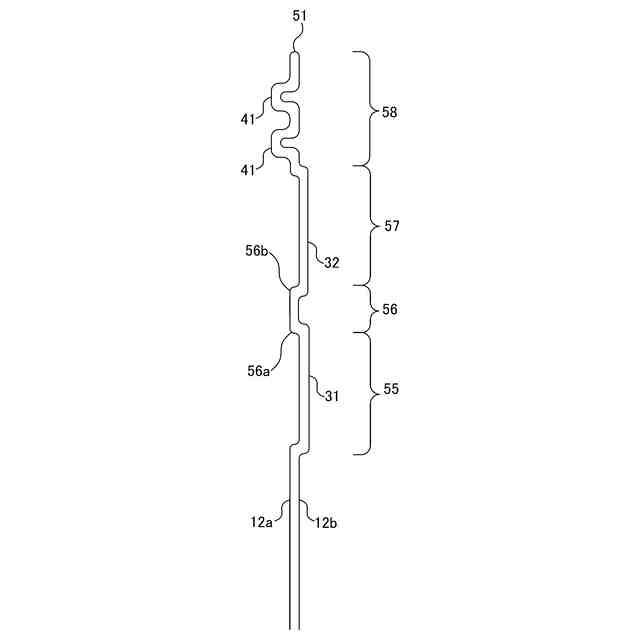
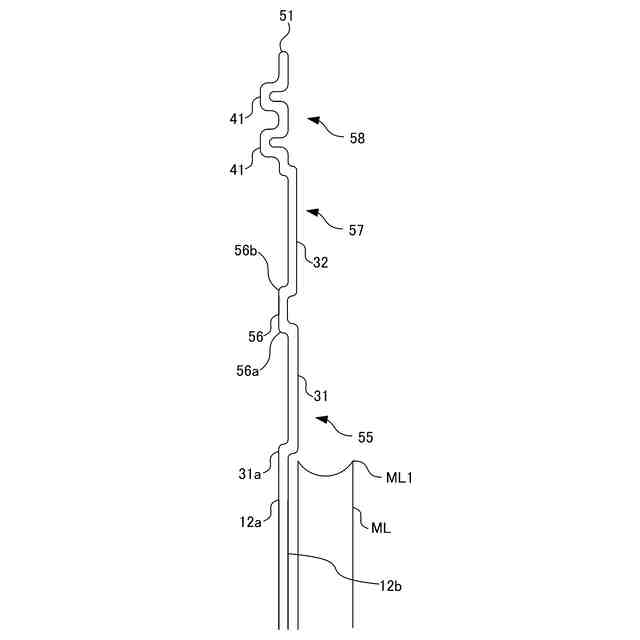
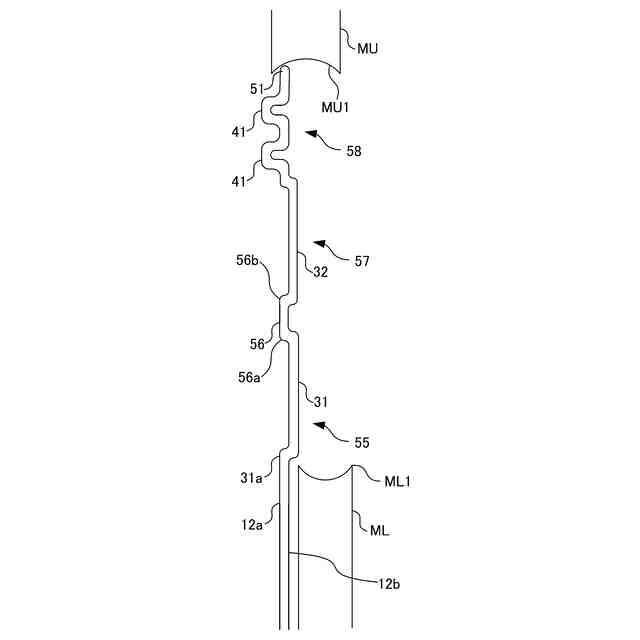
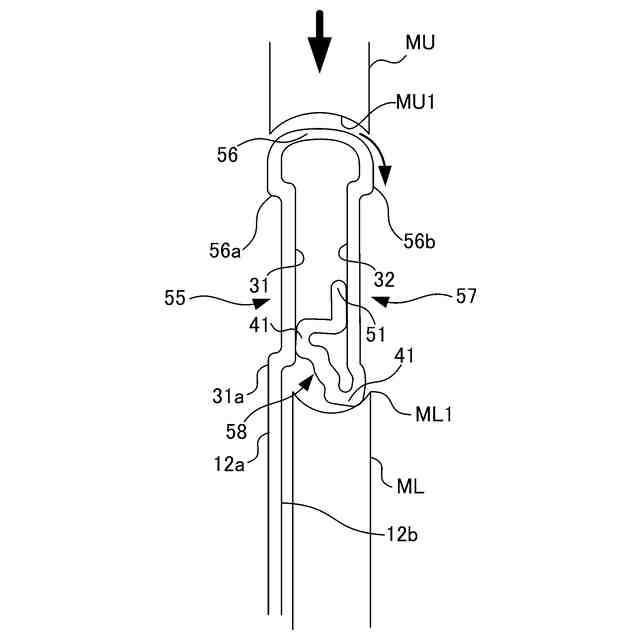
【解決手段】エンボス加工工程では、第1縦長エンボス31を、帯状紙基材5の上端51側から下端52に向けて延びるように形成した。また、この第1縦長エンボス31を、カップ容器1の周方向に沿って複数並べるように形成した。更に、このエンボス加工工程では、第2縦長エンボス32を、第1縦長エンボス31の上端31bから所定間隔離間した位置を始端として、帯状紙基材5の上端に向けて延びるように形成した。また、第2縦長エンボス32を、カップ容器1の周方向に沿って複数並べるように形成した。カーリング工程では、帯状紙基材5の上端51を押し込んで、第1縦長エンボス31と第2縦長エンボス32との間で帯状紙基材5を折り曲げるようにした。
【選択図】図4
特許請求の範囲
【請求項1】
カップ容器の製造方法であって、
前記カップ容器の胴部となる帯状紙基材にエンボスを形成するエンボス加工工程と、
前記帯状紙基材を曲げて前記胴部を形成する曲げ加工工程と、
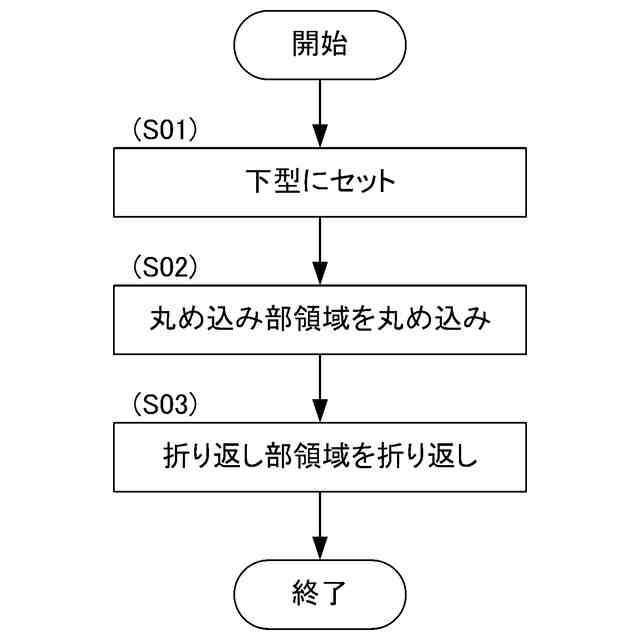
前記エンボス加工工程以降、前記帯状紙基材に、前記カップ容器のカール部を形成するカーリング工程と、
を含み、
前記エンボス加工工程は、
前記帯状紙基材の上端側から下端に向けて延びる第1縦長エンボスを、前記カップ容器の周方向に沿って複数並べるように、前記帯状紙基材に形成し、
前記第1縦長エンボスの上端から所定間隔離間した位置を始端として、前記帯状紙基材の上端に向けて延びる第2縦長エンボスを、前記カップ容器の周方向に沿って複数並べるように、前記帯状紙基材に形成し、
前記カーリング工程は、
前記帯状紙基材の上端を押し込んで、前記第1縦長エンボスと前記第2縦長エンボスとの間を含む範囲を折り曲げること、
を特徴とするカップ容器の製造方法。
続きを表示(約 1,500 文字)
【請求項2】
前記第1縦長エンボスは、前記カップ容器の開口縁の内周縁から前記帯状紙基材の下端に向けて延び、
前記第2縦長エンボスは、前記カップ容器の開口縁の外周縁から前記帯状紙基材の上端に向けて延びること、
を特徴とする請求項1記載のカップ容器の製造方法。
【請求項3】
前記カーリング工程は、前記帯状紙基材を前記カップ容器の外側に折り返して折り返し部を形成し、
前記エンボス加工工程は、前記折り返し部と対面する対面部の全域に及ぶ長さの前記第1縦長エンボスを形成し、前記折り返し部に当該折り返し部の全域に及ぶ長さの前記第2縦長エンボスを形成すること、
を特徴とする請求項2記載のカップ容器の製造方法。
【請求項4】
前記エンボス加工工程は、
前記第2縦長エンボスの端から前記帯状紙基材の上端との間に、当該第2縦長エンボスの端から当該帯状紙基材の上端に向けて直列に並ぶ少なくとも2個以上の小エンボスの列を、前記カップ容器の周方向に沿って複数列並べるように、前記帯状紙基材に形成し、
前記カーリング工程は、
前記帯状紙基材の上端を押し込んで、前記第1縦長エンボスと前記第2縦長エンボスとの間で前記帯状紙基材を折り曲げる前に、前記小エンボス間を折り曲げ、前記カール部の内部に丸め込まれる丸め込み部を形成すること、
を特徴とする請求項1記載のカップ容器の製造方法。
【請求項5】
前記エンボス加工工程は、前記丸め込み部に前記小エンボスを形成すること、
を特徴とする請求項4記載のカップ容器の製造方法。
【請求項6】
前記エンボス加工工程は、前記第1縦長エンボス及び第2縦長エンボスの両方を、前記カール部の内部に膨出するように形成すること、
を特徴とする請求項1乃至3の何れかに記載のカップ容器の製造方法。
【請求項7】
前記エンボス加工工程は、
前記第1縦長エンボス及び第2縦長エンボスの両方を、前記カール部の内部に膨出するように形成し、
前記小エンボスを、前記第1縦長エンボス及び第2縦長エンボスとは反対面に膨出するように形成すること、
を特徴とする請求項4又は5記載のカップ容器の製造方法。
【請求項8】
前記帯状紙基材の上端に沿って連続する波状端を形成する基材カット工程を含むこと、
を特徴とする請求項1乃至5の何れかに記載のカップ容器の製造方法。
【請求項9】
一端有底及び他端開口の紙製のカップ容器であって、
前記開口を囲む胴部と、
前記開口の縁に沿って延在するカール部と、
を備え、
前記カール部は、
容器の外側に折り返される折り返し部と、
前記折り返し部と対面する対面部と、
前記折り返し部と前記対面部に挟まれた開口縁と、
前記対面部、又は一部が前記開口縁に越境して形成され、容器高さ方向に沿って、前記対面部の全域に及ぶ長さで延びる第1縦長エンボスと、
を有すること、
を特徴とするカップ容器。
【請求項10】
前記カール部は、
前記折り返し部、又は一部が前記開口縁に越境して形成され、容器高さ方向に沿って、前記折り返し部の全域に及ぶ長さで延びる第2縦長エンボスを有すること、
を特徴とする請求項9記載のカップ容器。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、食品又は飲料が収容され、飲食前に電子レンジで加熱されるカップ容器及びその製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
電子レンジで加熱されることを予定されている調理済みの食品又は飲料等の飲食物が、コンビニエンスストア等で陳列及び販売されている。これら飲食物は、電子レンジによる加熱対応の使い捨てカップ容器に収容され、容器から取り出さずに電子レンジに収容及び加熱される。
【0003】
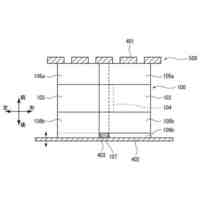
このカップ容器は、一端有底及び他端開口の容器本体を有している。容器本体は、底部の周縁から無端状に立ち上がる胴部を有している。胴部の上端部は、周縁に沿ってカール部が形成されている。カール部は、胴部の上端部を外側に丸め込んで成る(例えば特許文献1参照)。カール部は、開口を囲う開口縁の強度を高めるために形成され、開口が歪み難くしている。また、カール部は、容器本体に覆い被さる外嵌合蓋との嵌合部として形成されることもある。
【0004】
電子レンジから取り出す際等において、喫食者が火傷し難いように、喫食者がカップ容器を把持しても飲食物の熱が喫食者に伝わり難い断熱処理がされている。断熱処理方法としては、湿気を有する紙製のカップ容器の外表面にポリエチレン樹脂等の熱可塑性の発泡層をコーティングし、カップ容器の紙に含有の水分の蒸気圧によって発泡層を発泡させる方法がある(例えば、特許文献2参照。)。発泡層がカップ容器と喫食者の手や指との間に介在する。この発泡層が断熱層となり、飲食物から喫食者への伝熱を抑制する。
【0005】
発泡層の発泡程度や均一性は、熱可塑性樹脂の押出し時の樹脂温度、紙の表面性、貼り合せ時のニップ圧等の条件によってバラツキが生じる虞がある。そのため、発泡厚の薄い局所箇所が生じ、局所的に有用な断熱効果が得られない虞がある。もっとも、発泡層が良好に形成することができても、喫食者に不快感を与えずに済むような断熱処理方法は、未だ開発途上にある。
【0006】
従って、喫食者は、発泡層でコーティングされていたとしても胴部を把持することを躊躇う。代わりに、喫食者は、経験的に、カール部を把持することが多い。カール部は、容器開口の周縁に位置し、飲食物から最も遠い。またカール部は、胴部の紙基材を丸め込んで形成されるため、厚肉であり、胴部より伝熱性が低い。
【先行技術文献】
【特許文献】
【0007】
特開2014-91540
特公昭48-32283号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、従来、カール部は、開口縁の強化及び外嵌合のために設けられ、把持するために設けられていない。特に、外嵌合容易性の観点から、カール部は短く、喫食者の指の大半はカール部からはみ出して胴部に触れてしまう。そのため、カール部を持ち手として扱ったとしても、喫食者がカップ容器を不快感なく把持できる時間は、そう長く続かなかった。
【0009】
本発明は、上記のような従来技術の問題点を解決するために提案されたものであり、その目的は、加熱によりカップ容器が熱くなっていても、喫食者が不快感なく把持できる時間を延長したカップ容器及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記の目的を達成するため、本発明の実施形態に係るカップ容器の製造方法は、カップ容器の製造方法であって、前記カップ容器の胴部となる帯状紙基材にエンボスを形成するエンボス加工工程と、前記帯状紙基材を曲げて前記胴部を形成する曲げ加工工程と、前記エンボス加工工程以降、前記帯状紙基材に、前記カップ容器のカール部を形成するカーリング工程と、を含み、前記エンボス加工工程は、前記帯状紙基材の上端側から下端に向けて延びる第1縦長エンボスを、前記カップ容器の周方向に沿って複数並べるように、前記帯状紙基材に形成し、前記第1縦長エンボスの上端から所定間隔離間した位置を始端として、前記帯状紙基材の上端に向けて延びる第2縦長エンボスを、前記カップ容器の周方向に沿って複数並べるように、前記帯状紙基材に形成し、前記カーリング工程は、前記帯状紙基材の上端を押し込んで、前記第1縦長エンボスと前記第2縦長エンボスとの間を含む範囲を折り曲げる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アプリス
カップ容器及び製造方法
7日前
個人
高剛性段ボール
5か月前
個人
紙製ダンボールの加工器具、成形方法
27日前
エントラスト株式会社
袋体の製造方法
3か月前
株式会社メタルクリエイション
窓貼機
2か月前
株式会社ユーシン
段ボール部材、
1か月前
サクラパックス株式会社
矯正装置
2か月前
三菱重工機械システム株式会社
処理装置
4か月前
株式会社ユウコス
シート加工装置
2か月前
株式会社アプリス
カップ容器及び製造方法
7日前
TOPPANホールディングス株式会社
トレー製造装置
5か月前
株式会社ダイワハイテックス
箱型製造装置、及び箱型製造方法
4か月前
トヨタ自動車株式会社
フィルム製造装置及びフィルム製造方法
4か月前
TOPPANホールディングス株式会社
口栓溶着方法
6か月前
株式会社東京自働機械製作所
ジッパ貼り付け装置
1か月前
王子ホールディングス株式会社
加工装置及び加工方法
6か月前
エステー産業株式会社
収容容器の製造方法及び製造装置
3か月前
個人
製品梱包用座板の製造方法及びこれによって製造された座板
7か月前
株式会社トーモク
封筒型パッケージの製造方法
1か月前
株式会社トーモク
封筒型パッケージの製造方法
1か月前
デュプロ精工株式会社
加工装置
6か月前
王子ホールディングス株式会社
キッチンタオルロール
4か月前
株式会社トーモク
封筒型パッケージの製造方法
3か月前
株式会社トーモク
封筒型パッケージの製造方法
3か月前
サクラパックス株式会社
包装用箱の製造方法および包装用箱
27日前
富士フイルム株式会社
加工装置、及び袋状部材の製造方法
1か月前
王子ホールディングス株式会社
印刷加工装置および印刷加工方法
6か月前
王子ホールディングス株式会社
印刷加工装置および印刷加工方法
6か月前
東洋製罐株式会社
フィルム搬送装置およびフィルム搬送方法
5か月前
東罐興業株式会社
カップ容器製造装置およびカップ容器製造方法
4か月前
株式会社トッパンインフォメディア
ラベル集積治具及びラベル集積装置
2か月前
押尾産業株式会社
注出口具の製造方法
1か月前
三菱重工機械システム株式会社
制御装置、制御方法及びコンピュータプログラム
3か月前
富士通フロンテック株式会社
RFIDタグ製造装置、及び、RFIDタグ製造方法
1か月前
ダックエンジニアリング株式会社
扁平な箱体の品質検査方法および品質検査装置
6か月前
三菱重工機械システム株式会社
シートの切り出し装置
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ