TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025113655
公報種別
公開特許公報(A)
公開日
2025-08-04
出願番号
2024007920
出願日
2024-01-23
発明の名称
メタルダイヤフラムおよびその製造方法
出願人
セイコーインスツル株式会社
代理人
個人
,
個人
,
個人
主分類
F16J
3/02 20060101AFI20250728BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】本発明は、メタルダイヤフラムとその製造方法の提供を目的とする。
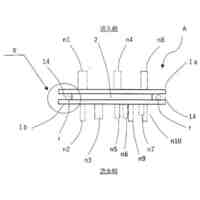
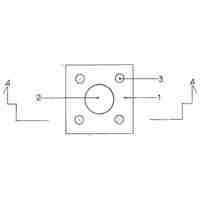
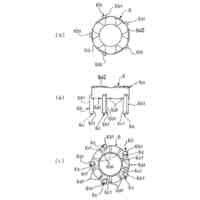
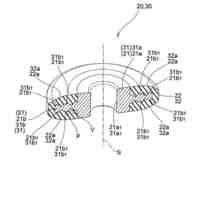
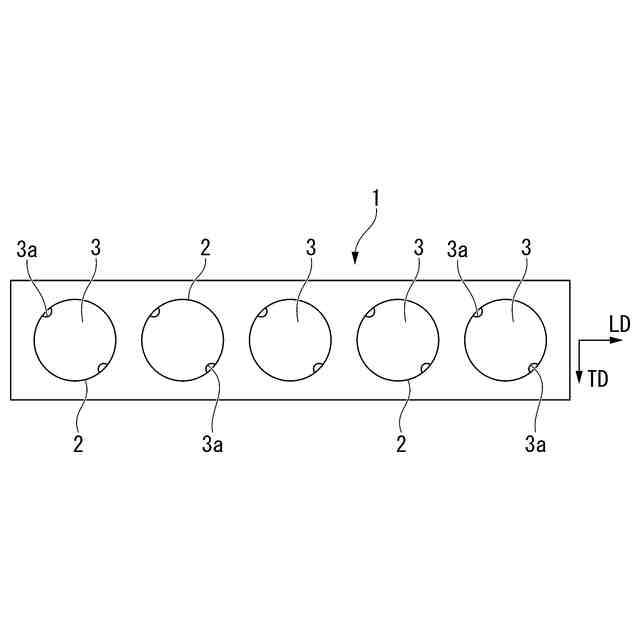
【解決手段】本発明のメタルダイヤフラムは、圧延異方性を有する金属からなる圧延金属板の打抜材からなり、部分球殻形状を有するダイヤフラムであって、前記圧延金属板の圧延方向から前記部分球殻形状の周回りに45゜±6゜方向である第1の方向と、前記部分球殻形状の周回りに135゜±6゜方向である第2の方向と、前記部分球殻形状の周回りに-45゜±6゜方向である第3の方向と、前記部分球殻形状の周回りに-135゜±6゜方向である第4の方向のうち、少なくとも1つの方向に識別部を有することを特徴とする。
【選択図】図1
特許請求の範囲
【請求項1】
圧延異方性を有する圧延金属板の打抜材からなり、部分球殻形状を有するダイヤフラムであって、
前記圧延金属板の圧延方向から前記部分球殻形状の平面視周回りに45゜±6゜方向である第1の方向と、前記部分球殻形状の平面視周回りに135゜±6゜方向である第2の方向と、前記部分球殻形状の平面視周回りに-45゜±6゜方向である第3の方向と、前記部分球殻形状の平面視周回りに-135゜±6゜方向である第4の方向のうち、少なくとも1つの方向に識別部を有することを特徴とするダイヤフラム。
続きを表示(約 1,300 文字)
【請求項2】
前記第1の方向が前記平面視周回りに45゜±3゜方向であり、前記第2の方向が前記平面視周回りに135゜±3゜方向であり、前記第3の方向が前記平面視周回りに-45゜±3゜方向であり、前記第4の方向が前記平面視周回りに-135゜±3゜方向であることを特徴とする請求項1に記載のダイヤフラム。
【請求項3】
前記第1の方向と前記第2の方向に識別部を有するか、前記第3の方向と前記第4の方向に識別部を有することを特徴とする請求項1または請求項2に記載のダイヤフラム。
【請求項4】
前記識別部が、切欠部あるいはオリエンテーションフラットであることを特徴とする請求項1または請求項2に記載のダイヤフラム。
【請求項5】
前記圧延金属板がCo-Ni基合金、ステンレス鋼、Ni-Mo-Cr基合金、Ni-Cr基合金、Ni基合金の何れか、からなることを特徴とする請求項1または請求項2に記載のダイヤフラム。
【請求項6】
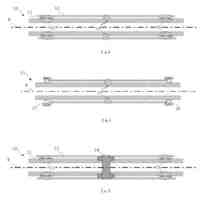
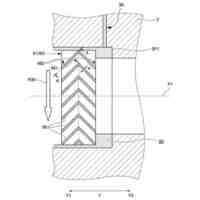
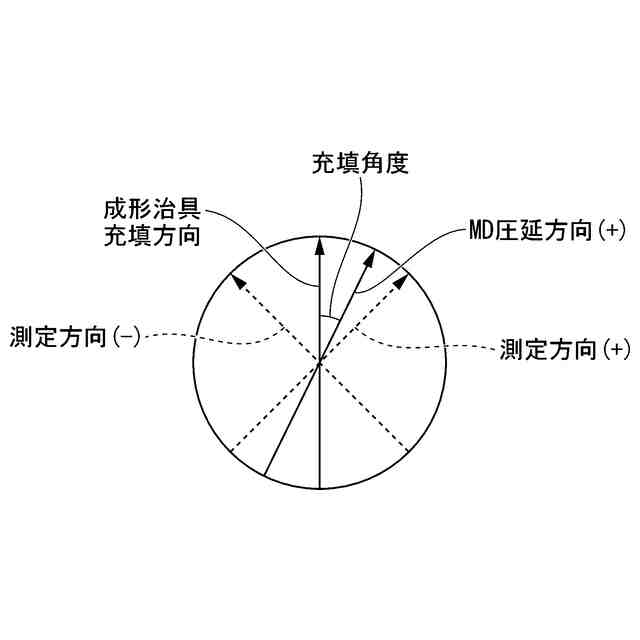
圧延異方性を有する圧延金属板を打ち抜いて打抜材を形成し、前記打抜材を圧延方向に平行な直線を中心線として対称に曲げ加工する1次加工を施した後、絞り成形により部分球殻形状を有するダイヤフラムを形成する2次加工を施すに際し、
前記圧延金属板の圧延方向から前記部分球殻形状の平面視周回りに45゜±6゜方向である第1の方向と、前記部分球殻形状の平面視周回りに135゜±6゜方向である第2の方向と、前記部分球殻形状の平面視周回りに-45゜±6゜方向である第3の方向と、前記部分球殻形状の平面視周回りに-135゜±6゜方向である第4の方向のうち、少なくとも1つの方向に識別部を有するように前記圧延金属板を打ち抜いて前記打抜材を形成した後、
前記識別部を目印として認識した圧延方向に平行な直線を折り曲げ中心線として、前記打抜材に前記1次加工を施すことを特徴とするダイヤフラムの製造方法。
【請求項7】
前記第1の方向を前記平面視周回りに45゜±3゜方向とし、前記第2の方向を前記平面視周回りに135゜±3゜方向とし、前記第3の方向を前記平面視周回りに-45゜±3゜方向とし、前記第4の方向を前記平面視周回りに-135゜±3゜方向とすることを特徴とする請求項6に記載のダイヤフラムの製造方法。
【請求項8】
前記第1の方向と前記第2の方向に識別部を形成するか、前記第3の方向と前記第4の方向に識別部を形成することを特徴とする請求項6または請求項7に記載のダイヤフラムの製造方法。
【請求項9】
前記識別部として、切欠部あるいはオリエンテーションフラットを形成することを特徴とする請求項6または請求項7に記載のダイヤフラムの製造方法。
【請求項10】
前記圧延金属板を構成する金属材料として、Co-Ni基合金、ステンレス鋼、Ni-Mo-Cr基合金、Ni-Cr基合金、Ni基合金の何れかを用いることを特徴とする請求項6または請求項7に記載のダイヤフラムの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、メタルダイヤフラムおよびその製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
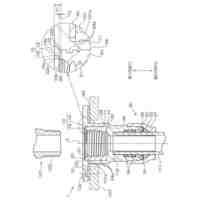
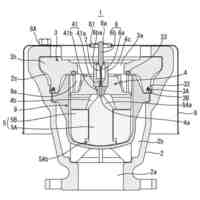
クリーンバルブに使用されるダイヤフラムは一般的に高い弾力性を必要とするため、冷間圧延加工度の高い金属板材が用いられている。この金属板材は、圧延異方性を有するため、単に凹球面状になるように材料を押し付けて絞り成形加工しても目的とする部分球殻形状が得られない。
部分球殻形状を得るためには、圧延異方性を考慮した金型形状で絞り成形加工を行う必要があるが、その際金属板材の圧延方向を識別する必要がある。
圧延方向を識別する方法としては例えば、印刷、エッチング、切り欠きなどによる識別印を金属板材に設けることが考えられる。
【0003】
以下の特許文献1では圧延方向に沿った切り欠きを金属板材に形成する技術が開示されている。
以下の特許文献2では圧延方向に沿ったオリエンテーションフラットを金属板材に形成する技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開平09-014441号公報
特開平09-248631号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
高い弾力性を有する金属板材の絞り成形加工では、十分な加工精度を必要とし、特に金属板材の圧延方向の向きに対する絞り成形位置のずれを最小に設定する必要がある。
しかしながら、圧延方向やその直角方向は、絞り成形加工の影響を受けやすい位置のため、正確な向きを特定することが必ずしも容易ではなかった。
また、圧延方向やその直角方向に切り欠きやオリエンテーションフラットを形成した場合、圧延異方性を有する高い弾力性を有する金属板材の場合、成形加工後の部分球殻形状にゆがみを生じやすい問題があった。
【0006】
このため本願発明は、上述の問題点に鑑み、精度の高い絞り成形を実施できるようにしたメタルダイヤフラムおよびダイヤフラムの製造方法を提供することを課題とする。
【課題を解決するための手段】
【0007】
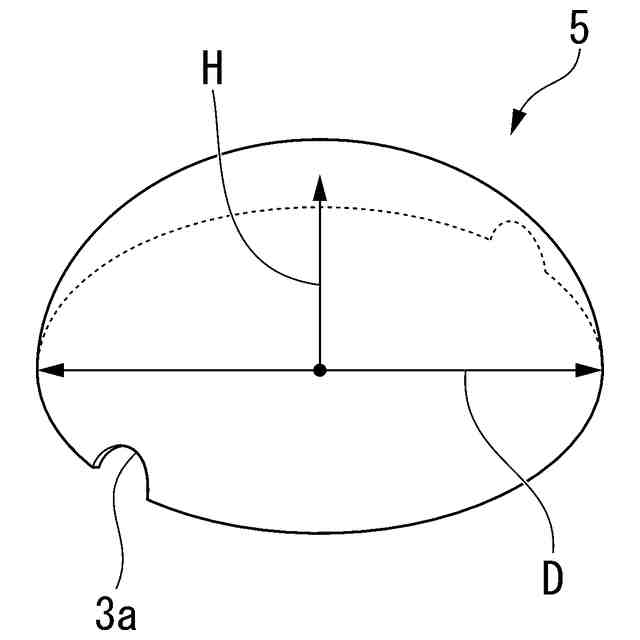
(1)本発明に係るメタルダイヤフラムは、圧延異方性を有する圧延金属板の打抜材からなり、部分球殻形状を有するダイヤフラムであって、前記圧延金属板の圧延方向から前記部分球殻形状の周回りに45゜±6゜方向である第1の方向と、前記部分球殻形状の周回りに135゜±6゜方向である第2の方向と、前記部分球殻形状の周回りに-45゜±6゜方向である第3の方向と、前記部分球殻形状の周回りに-135゜±6゜方向である第4の方向のうち、少なくとも1つの方向に識別部を有することを特徴とする。
【0008】
圧延異方性を有する圧延金属板の打抜材からなるメタルダイヤフラムにおいて、第1の方向~第4の方向のいずれかに識別部を設けた構成により、打抜材を圧延方向に沿って曲げ加工した後、絞り成形加工により部分球殻形状を得る場合、曲げ加工の方向を確実に把握した上で曲げ加工ができ、その後、絞り成形加工ができる。曲げ加工の方向を正しく選定した上で絞り加工することにより、目的の部分球殻形状を有したメタルダイヤフラムを得ることができる。
これに対し、識別部がない状態で打抜材を曲げ加工する場合の方向決めは容易ではなく、曲げ加工時の方向が違っていると、目的の形状の部分球殻形状を有するメタルダイヤフラムを得ることができない。
また、圧延方向や圧延直角方向に識別部を設けることによっても曲げ加工する場合の方向性を把握することはできる。しかし、圧延方向あるいは圧延方向に対し直角方向に切欠部やオリエンテーションフラットなどの識別部を設けると、絞り加工において加工中の打抜材に応力が加わることで、切欠部やオリエンテーションフラットなどの識別部を起点として部分球殻形状にゆがみを生じる。部分球殻形状に生成したゆがみは、精密部品であるダイヤフラムにとって望ましくない欠陥となるので、前述の第1の方向~第4の方向のいずれかに識別部を設けることで、ゆがみのない部分球殻形状の形成に寄与する。
【0009】
(2)本発明の一形態に係るメタルダイヤフラムにおいて、前記第1の方向が前記平面視周回りに45゜±3゜方向であり、前記第2の方向が前記平面視周回りに135゜±3゜方向であり、前記第3の方向が前記平面視周回りに-45゜±3゜方向であり、前記第4の方向が前記平面視周回りに-135゜±3゜方向であることが好ましい。
【0010】
第1の方向が45゜±3゜方向、第2の方向が135゜±3゜方向、第3の方向が-45゜±3゜方向、第4の方向が-135゜±3゜方向であることが好ましい。
これらの方向を選択することにより、より歪みの少ない部分球殻形状のメタルダイヤフラムを得ることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
流路体
6か月前
個人
ホース保持具
3か月前
個人
差動歯車用歯形
1か月前
個人
トーションバー
4か月前
株式会社不二工機
電磁弁
2か月前
個人
地震の揺れ回避装置
13日前
個人
固着具と成形品部材
6か月前
個人
回転式配管用支持具
5か月前
個人
ボルトナットセット
4か月前
株式会社不二工機
電磁弁
1か月前
株式会社オンダ製作所
継手
6か月前
株式会社アイシン
駆動装置
6か月前
カヤバ株式会社
緩衝器
4か月前
株式会社三協丸筒
枠体
4か月前
個人
ベルトテンショナ
5か月前
カヤバ株式会社
緩衝器
1か月前
カヤバ株式会社
緩衝器
1か月前
カヤバ株式会社
ダンパ
1か月前
カヤバ株式会社
ダンパ
1か月前
株式会社ミクニ
弁装置
6か月前
株式会社ミクニ
弁装置
6か月前
個人
固着具と固着具の固定方法
2か月前
個人
固着具と固着具の固定方法
4か月前
株式会社不二工機
電動弁
4か月前
個人
固着具と固着具の固定方法
2か月前
個人
固着具と固着具の固定方法
5か月前
個人
角型菅の連結構造及び工法
5か月前
株式会社不二工機
逆止弁
6か月前
カヤバ株式会社
緩衝装置
6か月前
協和工業株式会社
空気弁
5か月前
株式会社ノーリツ
分配弁
3か月前
日東精工株式会社
樹脂被覆ねじ
4か月前
株式会社フジキン
ボールバルブ
1か月前
株式会社ナジコ
自在継手
6か月前
株式会社ノーリツ
分配弁
3か月前
株式会社ノーリツ
分配弁
3か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ